Das könnte Ihnen auch gefallen
- Spherical ValveDokument4 SeitenSpherical ValveHrshiya SharmaNoch keine Bewertungen
- Cooling Tower Parts Reference GuideDokument64 SeitenCooling Tower Parts Reference GuideLy Ca TieuNoch keine Bewertungen
- Boiler Materials: P.Sundaramoorthy BHEL, TiruchirappalliDokument47 SeitenBoiler Materials: P.Sundaramoorthy BHEL, Tiruchirappalliteddy tavaresNoch keine Bewertungen
- Energy Recovery Devices in Seawater Reverse Osmosis DesalinationDokument123 SeitenEnergy Recovery Devices in Seawater Reverse Osmosis DesalinationVuthpalachaitanya KrishnaNoch keine Bewertungen
- Tech Paper - Reheat Steam Temperature Control Concept in Once-Through Boilers - A ReviewDokument5 SeitenTech Paper - Reheat Steam Temperature Control Concept in Once-Through Boilers - A ReviewQen Zyg EizernNoch keine Bewertungen
- Mecon Vendor FormDokument8 SeitenMecon Vendor FormPreet NandaNoch keine Bewertungen
- The Feasibility Study Report On Lagos Thermal Power Plant Expansion Project in Federal Republic of NigeriaDokument21 SeitenThe Feasibility Study Report On Lagos Thermal Power Plant Expansion Project in Federal Republic of NigeriaasdasdNoch keine Bewertungen
- Sikafloor 92EGDokument2 SeitenSikafloor 92EGthe pilotNoch keine Bewertungen
- ETAG 026 - Part-1 - 2013Dokument20 SeitenETAG 026 - Part-1 - 2013StefanBelibouNoch keine Bewertungen
- Annx. 1 RLA of TurbineDokument2 SeitenAnnx. 1 RLA of Turbinerashm006ranjan100% (1)
- Theory of Steam TurbineDokument29 SeitenTheory of Steam Turbinefahdiarzz100% (1)
- Steam Path Audit of Steam Turbine PDFDokument38 SeitenSteam Path Audit of Steam Turbine PDFmkoelrealNoch keine Bewertungen
- Equipment Preservation Standard Specification - MCE EG016 CDokument4 SeitenEquipment Preservation Standard Specification - MCE EG016 CSenol LimanNoch keine Bewertungen
- Thermax - Power Generation GroupDokument19 SeitenThermax - Power Generation GroupewfsdNoch keine Bewertungen
- 4-Way Diverter Valve PDFDokument6 Seiten4-Way Diverter Valve PDFnadeemNoch keine Bewertungen
- Specification of GCF G 510ESCDokument9 SeitenSpecification of GCF G 510ESCShahaji ChavanNoch keine Bewertungen
- Parts of Sprial Casing: Satish 12S/ME145 Mechanical Engineering DepartmentDokument15 SeitenParts of Sprial Casing: Satish 12S/ME145 Mechanical Engineering DepartmentsatishNoch keine Bewertungen
- Site Manager CV TemplateDokument2 SeitenSite Manager CV TemplateDave TumimomorNoch keine Bewertungen
- Posiflow Technology of Doosan Babcock For Supercritical BoilersDokument12 SeitenPosiflow Technology of Doosan Babcock For Supercritical BoilersKarthick VelayuthamNoch keine Bewertungen
- 304HCu 310NDokument40 Seiten304HCu 310NmalsttarNoch keine Bewertungen
- Turbine Auxiliaries - Arrangement of Turbine Auxiliaries - ALL ABOUT POWER PLANTDokument14 SeitenTurbine Auxiliaries - Arrangement of Turbine Auxiliaries - ALL ABOUT POWER PLANTKolahalam RakeshrajuNoch keine Bewertungen
- RLA of Power Plant EquipmentDokument12 SeitenRLA of Power Plant EquipmentSnehashis MaityNoch keine Bewertungen
- Decanter Centrifuge Data Sheet: High-Performance Decanter Centrifuge Model (LYNX 40) Single Hydraulic StandDokument2 SeitenDecanter Centrifuge Data Sheet: High-Performance Decanter Centrifuge Model (LYNX 40) Single Hydraulic StandSudjono BroNoch keine Bewertungen
- Steam Turbine Internal InspectionDokument8 SeitenSteam Turbine Internal InspectionVenkat DoraNoch keine Bewertungen
- NS Energy Group-Company ProfileDokument76 SeitenNS Energy Group-Company ProfileApoorv GuptaNoch keine Bewertungen
- 4 MsDokument19 Seiten4 MsMaryrose VasquezNoch keine Bewertungen
- Specification of GCF-G-455DG Oilfield PDFDokument17 SeitenSpecification of GCF-G-455DG Oilfield PDFShahaji ChavanNoch keine Bewertungen
- BY K.Prabhu 12BEEE1039Dokument30 SeitenBY K.Prabhu 12BEEE1039raspberry piNoch keine Bewertungen
- Analysis of 30 Underground Thermal Energy Storage SystemsDokument8 SeitenAnalysis of 30 Underground Thermal Energy Storage SystemsCristian VallejoNoch keine Bewertungen
- Performance Test of Mini-Hydroelectric Power PlantDokument8 SeitenPerformance Test of Mini-Hydroelectric Power PlantKram YnarNoch keine Bewertungen
- Amitabh Srivastava Vivek Sharan BHEL Residual Life Assessment Based RM PaperDokument22 SeitenAmitabh Srivastava Vivek Sharan BHEL Residual Life Assessment Based RM PaperkrlalitNoch keine Bewertungen
- NPCIL GCC SupplyDokument69 SeitenNPCIL GCC SupplyTrapti SinghNoch keine Bewertungen
- Https Law - Resource.org Pub in Bis Is.4263.1967Dokument30 SeitenHttps Law - Resource.org Pub in Bis Is.4263.1967DrManoj Kumar SharmaNoch keine Bewertungen
- Explanation API 610 Pump ConfigurationsDokument11 SeitenExplanation API 610 Pump ConfigurationsWandri Bojan Hidayat100% (1)
- Introduction To Maintenance: P-115-3 Juruteknik Kenderaan MotorDokument27 SeitenIntroduction To Maintenance: P-115-3 Juruteknik Kenderaan MotorZaleq YunosNoch keine Bewertungen
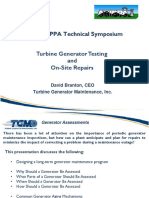
- ARIPPA 2013 Generator Inspection and RepairsDokument34 SeitenARIPPA 2013 Generator Inspection and Repairschandu_power1759Noch keine Bewertungen
- Boiler Tube Oxide-Scale Thickness Measurement - GEIT Application PDFDokument2 SeitenBoiler Tube Oxide-Scale Thickness Measurement - GEIT Application PDFrhinemineNoch keine Bewertungen
- Generator Protection XZCDokument25 SeitenGenerator Protection XZCblaagica100% (1)
- 5247-MS-500-00-104 (Rev 0)Dokument20 Seiten5247-MS-500-00-104 (Rev 0)Suneel MatchalaNoch keine Bewertungen
- EPRI - Plant Maintenance-99 PDFDokument6 SeitenEPRI - Plant Maintenance-99 PDFtrankus01Noch keine Bewertungen
- Nace STD TM 0199-99Dokument8 SeitenNace STD TM 0199-99gabriela troncosoNoch keine Bewertungen
- Consultant Profile - CNPKDokument2 SeitenConsultant Profile - CNPKV.Venkatasubramanian100% (1)
- Feedwater Heater Maintenance PDFDokument2 SeitenFeedwater Heater Maintenance PDFtechnicalNoch keine Bewertungen
- "Maintenance Procedure For Hydro Power Plant": A Microproject OnDokument12 Seiten"Maintenance Procedure For Hydro Power Plant": A Microproject OnAnshul JangaleNoch keine Bewertungen
- Fixed Cone ValveDokument11 SeitenFixed Cone ValveRofi Trianto SNoch keine Bewertungen
- Thosiba TurbinesDokument16 SeitenThosiba Turbinesilusee100% (1)
- David Hatton Resume 2015 PDFDokument1 SeiteDavid Hatton Resume 2015 PDFapi-293635718Noch keine Bewertungen
- Guidance Notes For Air Lubrication Systems (2020)Dokument17 SeitenGuidance Notes For Air Lubrication Systems (2020)LelosPinelos123Noch keine Bewertungen
- Turbo Generator & Its AuxiliariesDokument89 SeitenTurbo Generator & Its AuxiliariesPapun ScribdNoch keine Bewertungen
- Pump Casing Damage (RCFA)Dokument5 SeitenPump Casing Damage (RCFA)Manojkumar ThilagamNoch keine Bewertungen
- Assessment of Impacts of Retrofit NOx Controls On GasOil BoilersDokument70 SeitenAssessment of Impacts of Retrofit NOx Controls On GasOil BoilersDawn Moon100% (1)
- ThrustBearing Orion PDFDokument13 SeitenThrustBearing Orion PDFFarzadNoch keine Bewertungen
- Gujarat State Electricity Corporation LimitedDokument24 SeitenGujarat State Electricity Corporation LimitedShitiz JainNoch keine Bewertungen
- Fluorescent BallastsDokument5 SeitenFluorescent BallastsMiguel Calle RomeroNoch keine Bewertungen
- Project ReportDokument76 SeitenProject Reportsoniyabellani100% (1)
- How To Change RCM2 To Get Really Useful Maintenance StrategyDokument14 SeitenHow To Change RCM2 To Get Really Useful Maintenance StrategykhalidjohnpkNoch keine Bewertungen
- EM000 When Shafts Fail Neville WSacks Maintenance Technology July 2012602 BF 0 DC 60845Dokument6 SeitenEM000 When Shafts Fail Neville WSacks Maintenance Technology July 2012602 BF 0 DC 60845OlusayoNoch keine Bewertungen
- Costello 1993Dokument8 SeitenCostello 1993David MendozaNoch keine Bewertungen
- IJSRDV4I120485Dokument3 SeitenIJSRDV4I120485Saul Leonidas Astocaza AntonioNoch keine Bewertungen
- Bearing FailureDokument27 SeitenBearing Failureapi-19775783100% (1)
- HVFP6000 Cummins QSX 665hp@2200rpm: SUCTION: 12" ELVATION: Sea Level Discharge: 10" Water, 72F RATIO:1.26Dokument1 SeiteHVFP6000 Cummins QSX 665hp@2200rpm: SUCTION: 12" ELVATION: Sea Level Discharge: 10" Water, 72F RATIO:1.26Nata 1986Noch keine Bewertungen
- Deluge Valve - SD-DVH3Dokument16 SeitenDeluge Valve - SD-DVH3Nata 1986Noch keine Bewertungen
- Aeration LagoonDokument3 SeitenAeration LagoonNata 1986Noch keine Bewertungen
- Corrosion InhibitorDokument16 SeitenCorrosion InhibitorNata 1986100% (1)
- Piping Lay OutDokument7 SeitenPiping Lay OutNata 1986Noch keine Bewertungen
- Pilihan Model Thermodinamika (Chen and Mathias, 2002)Dokument1 SeitePilihan Model Thermodinamika (Chen and Mathias, 2002)Nata 1986Noch keine Bewertungen
- Municipal Castings Farm Equipment Construction, Mining & Oil Field Machinery RailroadDokument81 SeitenMunicipal Castings Farm Equipment Construction, Mining & Oil Field Machinery RailroadNata 1986Noch keine Bewertungen
- D2 1 PDFDokument148 SeitenD2 1 PDFsubas khanalNoch keine Bewertungen
- Lesson Plan 2 BasketballDokument3 SeitenLesson Plan 2 Basketballapi-313716520100% (1)
- Mindset For IELTS Level 1 Student's Book PDF English As A Second or Foreign Language International English Language TestinDokument1 SeiteMindset For IELTS Level 1 Student's Book PDF English As A Second or Foreign Language International English Language TestinhiNoch keine Bewertungen
- Performance Task 1st Quarter Poetry Writing WorkshopDokument3 SeitenPerformance Task 1st Quarter Poetry Writing WorkshopNicole john ZuluetaNoch keine Bewertungen
- BagbagtoDokument3 SeitenBagbagtoJayson Valentin EscobarNoch keine Bewertungen
- Eastern Europe SourcebookDokument110 SeitenEastern Europe SourcebookDaniel Alan93% (15)
- RCD - SEF (Liquidating)Dokument40 SeitenRCD - SEF (Liquidating)Chie NemzNoch keine Bewertungen
- Creating Enterprise LeadersDokument148 SeitenCreating Enterprise LeadersValuAidNoch keine Bewertungen
- Tescom Technical Training - Pressure Regulators Explained - Ver1.1Dokument19 SeitenTescom Technical Training - Pressure Regulators Explained - Ver1.1Amod DeshpandeNoch keine Bewertungen
- V3 Tool Installation GuideDokument13 SeitenV3 Tool Installation GuideLeonardo Floresta NascimentoNoch keine Bewertungen
- Department of Education: Republic of The PhilippinesDokument6 SeitenDepartment of Education: Republic of The PhilippinesLalaine QuitoNoch keine Bewertungen
- AAR Safety Fact SheetDokument2 SeitenAAR Safety Fact Sheetrogelio mezaNoch keine Bewertungen
- Analog Digital Thermopile Application Note PDFDokument18 SeitenAnalog Digital Thermopile Application Note PDFGopal HegdeNoch keine Bewertungen
- Application of Geosynthetics in Pavement DesignDokument7 SeitenApplication of Geosynthetics in Pavement DesignAnonymous kw8Yrp0R5rNoch keine Bewertungen
- LoRa TechnologyDokument10 SeitenLoRa TechnologyAnonymous CGk2roNoch keine Bewertungen
- Ricoh Aficio SP C420DN PARTS CATALOGDokument82 SeitenRicoh Aficio SP C420DN PARTS CATALOGYury Kobzar100% (2)
- Module 5 - Elements of Financial StatementsDokument34 SeitenModule 5 - Elements of Financial StatementsRandolph ColladoNoch keine Bewertungen
- Prepared by M Suresh Kumar, Chief Manager Faculty, SBILD HYDERABADDokument29 SeitenPrepared by M Suresh Kumar, Chief Manager Faculty, SBILD HYDERABADBino JosephNoch keine Bewertungen
- Operaton Q. PDokument47 SeitenOperaton Q. PPravin KeskarNoch keine Bewertungen
- BronchiolitisDokument5 SeitenBronchiolitisreshianeNoch keine Bewertungen
- 30 This Is The Tower That Frank BuiltDokument26 Seiten30 This Is The Tower That Frank BuiltAlex BearishNoch keine Bewertungen
- Downloaded From Manuals Search EngineDokument14 SeitenDownloaded From Manuals Search EngineAl AlNoch keine Bewertungen
- Foundstone Hacme Bank User and Solution Guide v2.0Dokument60 SeitenFoundstone Hacme Bank User and Solution Guide v2.0Yeison MorenoNoch keine Bewertungen
- 007: The Stealth Affair ManualDokument11 Seiten007: The Stealth Affair Manualcodigay769Noch keine Bewertungen
- Issues in Corporate GovernanceDokument15 SeitenIssues in Corporate GovernanceVandana ŘwţNoch keine Bewertungen
- DrosteDokument4 SeitenDrosteapi-478100074Noch keine Bewertungen
- Unit-I Basic Concepts: Course Code: BTCS9504 Course Name: Network Operating SystemsDokument17 SeitenUnit-I Basic Concepts: Course Code: BTCS9504 Course Name: Network Operating SystemsPradeep BediNoch keine Bewertungen
- Chirimuuta, Mazviita - Outside Color - Perceptual Science and The Puzzle of Color in Philosophy-The MIT Press (2017)Dokument263 SeitenChirimuuta, Mazviita - Outside Color - Perceptual Science and The Puzzle of Color in Philosophy-The MIT Press (2017)Karishma borgohainNoch keine Bewertungen
- Chapter-Communication & NetworkingDokument70 SeitenChapter-Communication & NetworkingAfsar AhmedNoch keine Bewertungen
- Distance Relay Setting CalculationDokument8 SeitenDistance Relay Setting Calculation1453h100% (7)