Das könnte Ihnen auch gefallen
- API 1104 InterpretationDokument40 SeitenAPI 1104 Interpretationrathore_mbm2002Noch keine Bewertungen
- API 1104 Sample QuestionsDokument12 SeitenAPI 1104 Sample QuestionsPatrick Dominguez80% (5)
- Basic of Asme Sec IxDokument116 SeitenBasic of Asme Sec IxHamid Mansouri100% (2)
- API 1104 TestDokument5 SeitenAPI 1104 Testmohsen100% (1)
- Practice Examination API 1104Dokument9 SeitenPractice Examination API 1104Percy Morales RamirezNoch keine Bewertungen
- API 1104 Question 1Dokument9 SeitenAPI 1104 Question 1Anonymous 4e7GNjzGW0% (1)
- Qualification Checklists For WPS PQR - Welding AnswersDokument7 SeitenQualification Checklists For WPS PQR - Welding Answersedwin100% (2)
- Practical Exam Instructions: Canadian Welding BureauDokument4 SeitenPractical Exam Instructions: Canadian Welding BureauRajesh KunaNoch keine Bewertungen
- Api 1104 Acceptance CriteriaDokument6 SeitenApi 1104 Acceptance CriteriaWillykateKairu75% (4)
- Astm A694Dokument3 SeitenAstm A694Muhammad Awais0% (1)
- Exam (API 1104)Dokument32 SeitenExam (API 1104)Hector ARROYO MONTECINOSNoch keine Bewertungen
- API 1104 - Sample Quiz - 2012Dokument42 SeitenAPI 1104 - Sample Quiz - 2012장재성Noch keine Bewertungen
- Technical Inquiries To API 1104Dokument20 SeitenTechnical Inquiries To API 1104Rey Fiedacan92% (12)
- Asme Sec Ix WPS PQRDokument41 SeitenAsme Sec Ix WPS PQRwentroprem100% (1)
- Inspection Requirements ASME VIII DIV 1 1673549276Dokument39 SeitenInspection Requirements ASME VIII DIV 1 1673549276Mat Pustjens100% (1)
- 2021-API 570 Piping Inspector Preparation Course BROCHUREDokument8 Seiten2021-API 570 Piping Inspector Preparation Course BROCHUREMarzuqi A. Halim100% (1)
- API 1104 InterpretacionesDokument88 SeitenAPI 1104 InterpretacionesFranco0% (1)
- VT Acceptance Criteria WeldsDokument14 SeitenVT Acceptance Criteria WeldsCharwin Xiao100% (1)
- Module 1Dokument30 SeitenModule 1mahmoud aliNoch keine Bewertungen
- Welding Procedure Specifica Tion (WPS) : I I I IDokument5 SeitenWelding Procedure Specifica Tion (WPS) : I I I ITrinh DungNoch keine Bewertungen
- RT Acceptance Para. 9.4Dokument4 SeitenRT Acceptance Para. 9.4Yan Ferizal100% (1)
- Api - 1104 - 1Dokument2 SeitenApi - 1104 - 1aditya bhideNoch keine Bewertungen
- 9% Nickel Steel WeldingDokument11 Seiten9% Nickel Steel WeldingSridharan ChandranNoch keine Bewertungen
- Asme Section IxDokument260 SeitenAsme Section IxHassan Aziz100% (3)
- Acceptance Craiteria of API1104, ASME B31.3 and AWS D.1.1Dokument7 SeitenAcceptance Craiteria of API1104, ASME B31.3 and AWS D.1.1MJ Magdy100% (1)
- Api 1104Dokument38 SeitenApi 1104Tang Na Ker100% (3)
- API1104 Code Clinic Study Guide 22 ND Edition PVDokument7 SeitenAPI1104 Code Clinic Study Guide 22 ND Edition PVAgüero Vale100% (1)
- RT Acceptance Criteria All CodeDokument1 SeiteRT Acceptance Criteria All CodevikasNoch keine Bewertungen
- Wps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Dokument2 SeitenWps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Touil HoussemNoch keine Bewertungen
- WIS5 - Appendix 2Dokument86 SeitenWIS5 - Appendix 2Reza Fakhrizal100% (1)
- Fit Up ReportDokument5 SeitenFit Up ReportAkash Singh Tomar100% (1)
- 19 - Weld Fit Up Inspection Employee TrainingDokument10 Seiten19 - Weld Fit Up Inspection Employee TrainingManoj KumarNoch keine Bewertungen
- Aws d1.1 Tubular Vs Non TubularDokument1 SeiteAws d1.1 Tubular Vs Non TubularrendraNoch keine Bewertungen
- UT Formula SheetDokument2 SeitenUT Formula SheetOktayKulNoch keine Bewertungen
- 'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Dokument36 Seiten'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Vinoth KannanNoch keine Bewertungen
- Essential Variables API 1104 2016Dokument3 SeitenEssential Variables API 1104 2016masmarkun4444100% (3)
- API 570 Piping InspectorDokument6 SeitenAPI 570 Piping InspectorBuddharaju KiranNoch keine Bewertungen
- ASME 9 Multi Process Welding Procedures QW200Dokument2 SeitenASME 9 Multi Process Welding Procedures QW200Teodor EzaruNoch keine Bewertungen
- Welding Inspection: Multi-Choice Questions Paper 3 Please Return This Paper UnmarkedDokument4 SeitenWelding Inspection: Multi-Choice Questions Paper 3 Please Return This Paper UnmarkedPratheep ShansNoch keine Bewertungen
- Cwi Tests (1-10) 11Dokument1 SeiteCwi Tests (1-10) 11Asad Bin Ala Qatari0% (1)
- Defects Acceptance CriteriaDokument1 SeiteDefects Acceptance CriteriahakamaffaqNoch keine Bewertungen
- Sample CSWIP Questions 1571543456Dokument42 SeitenSample CSWIP Questions 1571543456Evandro Silva50% (2)
- Weld Fit Up Inspection Employee TrainingDokument10 SeitenWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (1)
- RT Film InterpretationDokument20 SeitenRT Film InterpretationMOhammed PatelNoch keine Bewertungen
- Welding Procedures and Welders QualificationDokument41 SeitenWelding Procedures and Welders QualificationHamid MansouriNoch keine Bewertungen
- WPS Steps of MakingDokument51 SeitenWPS Steps of MakingSaut Maruli Tua Samosir100% (1)
- STD 1104 - Welding of Pipelines and Related FacilitiesDokument38 SeitenSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilNoch keine Bewertungen
- Part B Question (2010)Dokument10 SeitenPart B Question (2010)장재성100% (1)
- Question Paper For Snr. WeldingDokument3 SeitenQuestion Paper For Snr. WeldingThulasi Ram100% (1)
- Cswip 3.1Dokument45 SeitenCswip 3.1ZakirUllahNoch keine Bewertungen
- API 570 6년차 갱신 퀴즈-1Dokument4 SeitenAPI 570 6년차 갱신 퀴즈-1Seung Woo LeighNoch keine Bewertungen
- Basic Welding GuideDokument71 SeitenBasic Welding GuideIsac Newton100% (1)
- Welding: Subpart "E"Dokument57 SeitenWelding: Subpart "E"DiNoch keine Bewertungen
- Welding: Subpart "D"Dokument75 SeitenWelding: Subpart "D"BharatbhushanNoch keine Bewertungen
- Welding: Not Applicable To Welding During Manufacture of Pipe and ComponentsDokument53 SeitenWelding: Not Applicable To Welding During Manufacture of Pipe and ComponentsDiNoch keine Bewertungen
- 711 - Structural Steel and Structure Incidentals (2012)Dokument9 Seiten711 - Structural Steel and Structure Incidentals (2012)kgnanavelNoch keine Bewertungen
- 2113-9755 Spec For Gate ValvesDokument14 Seiten2113-9755 Spec For Gate Valvesmoonstar_dme100% (1)
- IIAR ProcedimientodeSoldadura PDFDokument12 SeitenIIAR ProcedimientodeSoldadura PDFmelator100% (3)
- Welding Procedure SpecificationDokument30 SeitenWelding Procedure Specificationrahman196011100% (1)
- As 2885Dokument21 SeitenAs 2885vivek_pandey100% (1)
- Guide To Penetrant Materials 1 13Dokument9 SeitenGuide To Penetrant Materials 1 13Jose nuñezNoch keine Bewertungen
- Mil STD 1907 - Notice 5Dokument1 SeiteMil STD 1907 - Notice 5Jose nuñezNoch keine Bewertungen
- Flow Diagram of RR Control SpecificationsDokument1 SeiteFlow Diagram of RR Control SpecificationsJose nuñezNoch keine Bewertungen
- QC10 2017 Final WebDokument34 SeitenQC10 2017 Final WebJose nuñez100% (1)
- IAQG-7.4.2 Root Cause Analysis and Problem Solving 01 APR-2014 PDFDokument81 SeitenIAQG-7.4.2 Root Cause Analysis and Problem Solving 01 APR-2014 PDFJose nuñezNoch keine Bewertungen
- Intro To Nadcap PRI 7dec 2015 PDFDokument96 SeitenIntro To Nadcap PRI 7dec 2015 PDFJose nuñezNoch keine Bewertungen
- Ejemplo de Instruccion de Trabajo PDFDokument2 SeitenEjemplo de Instruccion de Trabajo PDFJose nuñezNoch keine Bewertungen
- ETP Corrossion Rate CalculationDokument2 SeitenETP Corrossion Rate Calculationdhavalesh1Noch keine Bewertungen
- Chapter 4 - Material Removal Processes (Cutting-Tool Materials and Cutting Fluids)Dokument8 SeitenChapter 4 - Material Removal Processes (Cutting-Tool Materials and Cutting Fluids)emadaddin alezzaniNoch keine Bewertungen
- Classification of Forming & Shaping Processes & EquipmentDokument51 SeitenClassification of Forming & Shaping Processes & EquipmentFarman AliNoch keine Bewertungen
- Nig VT Spec QB S2 - Level IiDokument12 SeitenNig VT Spec QB S2 - Level Iikingston100% (1)
- Aerospace Structural Metals HandbookDokument74 SeitenAerospace Structural Metals HandbookBrian Pinto50% (2)
- Saph 440Dokument1 SeiteSaph 440rinkumax2003100% (1)
- Alloy 5356 Weld Data Sheet: Typical ApplicationsDokument2 SeitenAlloy 5356 Weld Data Sheet: Typical ApplicationsGeLoRa66Noch keine Bewertungen
- Spoljne Resetke - TPI 03 PZ - ENDokument6 SeitenSpoljne Resetke - TPI 03 PZ - ENKundzoNoch keine Bewertungen
- HY 270 With HAS-U A (Yr 2021)Dokument10 SeitenHY 270 With HAS-U A (Yr 2021)Stephen WongNoch keine Bewertungen
- Ficha Tecnica - BS EN 1982 CuSn7Zn4Pb7-C (CC493K)Dokument1 SeiteFicha Tecnica - BS EN 1982 CuSn7Zn4Pb7-C (CC493K)freddy benavidesNoch keine Bewertungen
- Element Six Metalworking-BrochureDokument18 SeitenElement Six Metalworking-BrochureGuilherme TrettelNoch keine Bewertungen
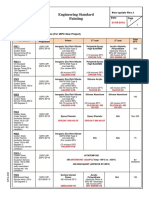
- Engineering Standard Painting: Date New Update Rev.1Dokument7 SeitenEngineering Standard Painting: Date New Update Rev.1มิตร อันมาNoch keine Bewertungen
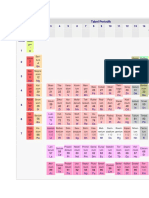
- Tabel Periodik: Logam Alkali Logam Alkali Tanah PniktogenDokument2 SeitenTabel Periodik: Logam Alkali Logam Alkali Tanah PniktogendaniNoch keine Bewertungen
- Alloy Steel Forgings For Pressure and High-Temperature PartsDokument8 SeitenAlloy Steel Forgings For Pressure and High-Temperature PartsDarwin DarmawanNoch keine Bewertungen
- Nuevo Catalogo - Ray Bay San NicolasDokument37 SeitenNuevo Catalogo - Ray Bay San NicolasAna Belén Catalin MalinNoch keine Bewertungen
- (A358) Inspection Test Plan - Rev.d - 130514Dokument5 Seiten(A358) Inspection Test Plan - Rev.d - 130514Ronny AjaNoch keine Bewertungen
- Flamefast crm700 Crucible Furnace - Axminster Tools EuropeDokument2 SeitenFlamefast crm700 Crucible Furnace - Axminster Tools EuropeshahinNoch keine Bewertungen
- 2738 Mod TS HHDokument2 Seiten2738 Mod TS HHsri srinivasa engineering unit 2Noch keine Bewertungen
- BS en Iso 3834-5 2015Dokument18 SeitenBS en Iso 3834-5 2015dan100% (2)
- Finishes For Stainless Steel: Astm A480 ASTM A480 Description Roughness Ra (In) Roughness Ra (M) Bs en 10088-2 ISO 1302Dokument1 SeiteFinishes For Stainless Steel: Astm A480 ASTM A480 Description Roughness Ra (In) Roughness Ra (M) Bs en 10088-2 ISO 1302Anonymous oTrMzaNoch keine Bewertungen
- PQR T LimitsDokument1 SeitePQR T LimitsTanver Ali100% (1)
- Weld RepairsDokument24 SeitenWeld RepairsLương Hồ VũNoch keine Bewertungen
- 4.5 MetalsDokument22 Seiten4.5 Metalsbradley omariNoch keine Bewertungen
- Astm 105Dokument5 SeitenAstm 105JOSEPH REFUERZONoch keine Bewertungen
- Sand - Casting (1) 2Dokument18 SeitenSand - Casting (1) 2Abdo MohammedNoch keine Bewertungen
- Catalogue of SteelDokument4 SeitenCatalogue of SteelIswar Rauf Aboo 'AqilahNoch keine Bewertungen
- A262-14 Standard Practices For Detecting Susceptibility To Intergranular Attack in Austenitic Stainless SteelsDokument20 SeitenA262-14 Standard Practices For Detecting Susceptibility To Intergranular Attack in Austenitic Stainless Steelstjt4779Noch keine Bewertungen
- 347H Stabilizing Heat TreatmentDokument18 Seiten347H Stabilizing Heat TreatmentOswinNoch keine Bewertungen
- Stainless Steel Guide Apr19Dokument139 SeitenStainless Steel Guide Apr19Dominic100% (2)
- Detailed Lesson Plan (Jor)Dokument6 SeitenDetailed Lesson Plan (Jor)Pebbles ParedesNoch keine Bewertungen