Das könnte Ihnen auch gefallen
- Manual técnico de refrigerantesVon EverandManual técnico de refrigerantesBewertung: 4 von 5 Sternen4/5 (4)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónVon EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónBewertung: 5 von 5 Sternen5/5 (1)
- UF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónVon EverandUF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónNoch keine Bewertungen
- Curso de Nuevos Productos Euro Iv y Euro V - LDokument313 SeitenCurso de Nuevos Productos Euro Iv y Euro V - LMax Mendoza92% (12)
- Balance de materia orientado a procesosVon EverandBalance de materia orientado a procesosNoch keine Bewertungen
- Cartas Al Rey de La Cabina. Luis María PescettiDokument22 SeitenCartas Al Rey de La Cabina. Luis María PescettiMilena CarlaNoch keine Bewertungen
- Diseño de sistemas termofluidos: Una visión integradoraVon EverandDiseño de sistemas termofluidos: Una visión integradoraNoch keine Bewertungen
- Tecnologías de RD (HYL)Dokument16 SeitenTecnologías de RD (HYL)nangysosaNoch keine Bewertungen
- 21 Calculo CalderasDokument34 Seiten21 Calculo CalderasPAPALOS00789% (9)
- PA Config FxcoDokument209 SeitenPA Config FxcoDiana Carolina Martinez100% (1)
- Plan de Seguridad Industrial y Salud OcupacionalDokument22 SeitenPlan de Seguridad Industrial y Salud Ocupacionaljaviercitojaviercito75% (4)
- Perfil de Cargo Coordinador de Mantenimiento e InfraestructuraDokument3 SeitenPerfil de Cargo Coordinador de Mantenimiento e InfraestructuraYeffi Perez100% (1)
- CromatografiadegasesDokument73 SeitenCromatografiadegasesTeófilo Marcelo Quiñones JaraNoch keine Bewertungen
- Sistemas Hibridos CO2 - AmoniacoDokument89 SeitenSistemas Hibridos CO2 - AmoniacoWalter J Naspirán Castañeda100% (1)
- 2 Sistemas de CO2 TranscriticosDokument70 Seiten2 Sistemas de CO2 TranscriticosTecu RefrigeraciónNoch keine Bewertungen
- Clases Co2Dokument80 SeitenClases Co2Claudio HenríquezNoch keine Bewertungen
- Concepto de CalefontDokument47 SeitenConcepto de Calefonthuasov4147100% (2)
- Catálogo Geral Bitzer CompressoresDokument16 SeitenCatálogo Geral Bitzer CompressoresDircSoar86% (7)
- UF0570 - Calificación energética de los edificiosVon EverandUF0570 - Calificación energética de los edificiosNoch keine Bewertungen
- Entrenamiento de Padres en El Manejo de La ConductaDokument12 SeitenEntrenamiento de Padres en El Manejo de La ConductaYeffi PerezNoch keine Bewertungen
- Guntner - Diseño para Reducción de Carga de Amoniaco en Una Planta de Refrigeración.2012Dokument46 SeitenGuntner - Diseño para Reducción de Carga de Amoniaco en Una Planta de Refrigeración.2012Guillermo ReynosoNoch keine Bewertungen
- Retilap 2013 PDFDokument229 SeitenRetilap 2013 PDFTony BrownNoch keine Bewertungen
- STE P HD 002 - RevbDokument3 SeitenSTE P HD 002 - RevbElías Alejandro Navarro LeónNoch keine Bewertungen
- Desaladores TrifásicosDokument28 SeitenDesaladores Trifásicosexergic100% (1)
- Taller Quemadores, Hornos y Calderas 2018-2Dokument2 SeitenTaller Quemadores, Hornos y Calderas 2018-2daniel areizaNoch keine Bewertungen
- T 6 - EquiposDokument72 SeitenT 6 - EquiposMaria DückershoffNoch keine Bewertungen
- Mayekawa - Melo.2012.Aplicaciones Seguras y Eficientes en Sistemas NH3-CO2Dokument41 SeitenMayekawa - Melo.2012.Aplicaciones Seguras y Eficientes en Sistemas NH3-CO2Guillermo ReynosoNoch keine Bewertungen
- Refrigerantes - DatosDokument28 SeitenRefrigerantes - DatosMatiasBarreto100% (1)
- Gases Efecto Invernadero - Calculo de EmisionesDokument5 SeitenGases Efecto Invernadero - Calculo de EmisionesJorge Elias MorenoNoch keine Bewertungen
- TP 2Dokument5 SeitenTP 2Karina CherbiyNoch keine Bewertungen
- 03 - Gas de SíntesisDokument46 Seiten03 - Gas de SíntesisMatias MonroyNoch keine Bewertungen
- Temai 4fjsvDokument32 SeitenTemai 4fjsvjonbilbaoNoch keine Bewertungen
- Evaluacion Energetica de Sistemas Booster CO2Dokument21 SeitenEvaluacion Energetica de Sistemas Booster CO2OnofreHalberNoch keine Bewertungen
- Tema 4 Reformado 23 24Dokument51 SeitenTema 4 Reformado 23 24Irati LopezNoch keine Bewertungen
- 2022apr19 1ZBR61 906 DgaDokument2 Seiten2022apr19 1ZBR61 906 DgaHenry Mallqui CapchaNoch keine Bewertungen
- Qae OpeDokument1 SeiteQae OpeJorge Luis Magaña GonzalezNoch keine Bewertungen
- 05.2 Gases Industriales CO2Dokument8 Seiten05.2 Gases Industriales CO2Elizabeth Vásquez SuejiroNoch keine Bewertungen
- 02-CO2 Conceptos BásicosDokument19 Seiten02-CO2 Conceptos BásicosAgustin MorenoNoch keine Bewertungen
- CondensadorDokument19 SeitenCondensadorDiegoNoch keine Bewertungen
- Intercambiadores de Calor Aplicaciones IndustrialesDokument1 SeiteIntercambiadores de Calor Aplicaciones IndustrialesFabián Garcia RiosNoch keine Bewertungen
- Hoja de Resultados Crudo-GasoilDokument2 SeitenHoja de Resultados Crudo-GasoilmileidisNoch keine Bewertungen
- Calentador de CumenoDokument67 SeitenCalentador de CumenojfkwhNoch keine Bewertungen
- Dióxido de Carbono liquido-LINDEDokument2 SeitenDióxido de Carbono liquido-LINDEfjrank_frankNoch keine Bewertungen
- Presentation Online Technical Training Module 12 2023.002 ESDokument47 SeitenPresentation Online Technical Training Module 12 2023.002 ESJosé Alberto Hernández SánchezNoch keine Bewertungen
- 01 Porque Utilizar El Co2 Como RefrigeranteDokument24 Seiten01 Porque Utilizar El Co2 Como RefrigeranteSebastian LopezNoch keine Bewertungen
- Deshidratación Del GNDokument51 SeitenDeshidratación Del GNANDRES ROMERONoch keine Bewertungen
- Sid - Tecnología HylDokument12 SeitenSid - Tecnología HylbetsibelNoch keine Bewertungen
- M1.5.A Refrigerantes PDFDokument65 SeitenM1.5.A Refrigerantes PDFEduardo Iv Carbelo JiménezNoch keine Bewertungen
- Ejercicio AIRE - Ejemplo de RealizaciónDokument12 SeitenEjercicio AIRE - Ejemplo de RealizaciónespartacoaresiusNoch keine Bewertungen
- 2PPT Servicios Industriales C.Act. 2016-1ADokument56 Seiten2PPT Servicios Industriales C.Act. 2016-1ALionel BejarNoch keine Bewertungen
- Gases RefrigerantesDokument90 SeitenGases Refrigerantesrjac169Noch keine Bewertungen
- Dióxido de Carbono: GasesDokument2 SeitenDióxido de Carbono: GasesMario MoranNoch keine Bewertungen
- CO2 IIAR HandbookDokument68 SeitenCO2 IIAR HandbookOnofreHalberNoch keine Bewertungen
- Emanuel Ruiz Hernandez U5Dokument4 SeitenEmanuel Ruiz Hernandez U5EMANUEL RUIZ HERNANDEZNoch keine Bewertungen
- Memoria de Calculo de GasDokument13 SeitenMemoria de Calculo de GasAlex FlavioNoch keine Bewertungen
- 2018 ASHRAE Handbook - Refrigeration SI PDF 76-100Dokument25 Seiten2018 ASHRAE Handbook - Refrigeration SI PDF 76-100Adrian RentfleichNoch keine Bewertungen
- Semana 3Dokument36 SeitenSemana 3Karen PerezNoch keine Bewertungen
- Gobierno de Peru Presentaciones Refrigerantes Naturales 16 Agosto 2023 MoisesDokument70 SeitenGobierno de Peru Presentaciones Refrigerantes Naturales 16 Agosto 2023 MoisesBLIMAH PERU SACNoch keine Bewertungen
- LG - Split TechoDokument4 SeitenLG - Split TechoJoseph GalvezNoch keine Bewertungen
- Protocolo SplitDokument1 SeiteProtocolo SplitFavioMejiaRochaNoch keine Bewertungen
- FormulasDokument2 SeitenFormulasLucas RojasNoch keine Bewertungen
- SobrecalentamientoDokument1 SeiteSobrecalentamientoÄdriannä_joglärNoch keine Bewertungen
- Intercambiador GasolinaDokument81 SeitenIntercambiador GasolinaJan Olaf Müller JohanssenNoch keine Bewertungen
- Aplicaciones Comerciales Co2 PDFDokument17 SeitenAplicaciones Comerciales Co2 PDFramonluhrNoch keine Bewertungen
- Huella de Carbono-Empresa Mota Engil Perú 23333333333Dokument15 SeitenHuella de Carbono-Empresa Mota Engil Perú 23333333333Andrea Santillan YzazagaNoch keine Bewertungen
- Climatizan HospitalariaDokument25 SeitenClimatizan HospitalariaYeffi PerezNoch keine Bewertungen
- LIZARAZO - Análisis Comparativo Herramientas ComputacionalesDokument39 SeitenLIZARAZO - Análisis Comparativo Herramientas ComputacionalesYeffi PerezNoch keine Bewertungen
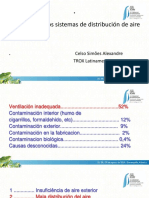
- SIMOES - Evaluación de Los Sistemas de Distribución de AireDokument44 SeitenSIMOES - Evaluación de Los Sistemas de Distribución de AireYeffi PerezNoch keine Bewertungen
- RAMIREZ - Transferencia de Calor en Ebullición ConvectivaDokument38 SeitenRAMIREZ - Transferencia de Calor en Ebullición ConvectivaYeffi PerezNoch keine Bewertungen
- Decreto 2105 1983. Potabilización Del AguaDokument25 SeitenDecreto 2105 1983. Potabilización Del AguajefkaNoch keine Bewertungen
- Ley 1955 de 2019 PDFDokument198 SeitenLey 1955 de 2019 PDFYeffi PerezNoch keine Bewertungen
- Entrenamiento de Padres en El Manejo de La Conducta PDFDokument20 SeitenEntrenamiento de Padres en El Manejo de La Conducta PDFYeffi PerezNoch keine Bewertungen
- Resolución 0631 2015Dokument73 SeitenResolución 0631 2015Alex MontoyaNoch keine Bewertungen
- Bioseguridad en QuirofanosDokument15 SeitenBioseguridad en QuirofanosYeffi PerezNoch keine Bewertungen
- Entrenamiento de Padres en El Manejo de La Conducta PDFDokument20 SeitenEntrenamiento de Padres en El Manejo de La Conducta PDFYeffi PerezNoch keine Bewertungen
- Minviviendad1197 2016 PDFDokument17 SeitenMinviviendad1197 2016 PDFMauricio GiraldoNoch keine Bewertungen
- Relacion Con RCM y TPMDokument3 SeitenRelacion Con RCM y TPMYeffi PerezNoch keine Bewertungen
- Introducción A La Gerencia FinancieraDokument22 SeitenIntroducción A La Gerencia FinancieraJavier SaenzNoch keine Bewertungen
- Luis David Prieto - CUEEDokument21 SeitenLuis David Prieto - CUEEYeffi PerezNoch keine Bewertungen
- Gerencia de MantenimientoDokument96 SeitenGerencia de MantenimientoYeffi PerezNoch keine Bewertungen
- Impactos de La Tecnología en El Mantenimiento 2014Dokument88 SeitenImpactos de La Tecnología en El Mantenimiento 2014Yeffi PerezNoch keine Bewertungen
- Introducción A La Gerencia FinancieraDokument22 SeitenIntroducción A La Gerencia FinancieraJavier SaenzNoch keine Bewertungen
- Gerencia de MantenimientoDokument96 SeitenGerencia de MantenimientoYeffi PerezNoch keine Bewertungen
- Introducción A La Gerencia FinancieraDokument22 SeitenIntroducción A La Gerencia FinancieraJavier SaenzNoch keine Bewertungen
- Mapa Mental Del Numeral 4.2 y 4.3.1 de La Iso 18001Dokument3 SeitenMapa Mental Del Numeral 4.2 y 4.3.1 de La Iso 18001Yeffi PerezNoch keine Bewertungen
- Trabajo de GeneticaDokument4 SeitenTrabajo de GeneticaYeffi PerezNoch keine Bewertungen
- Perfil de Un Ingeniero IndustrialDokument3 SeitenPerfil de Un Ingeniero IndustrialYeffi PerezNoch keine Bewertungen
- Diagrama de Pareto PDFDokument20 SeitenDiagrama de Pareto PDFMau BlancoNoch keine Bewertungen
- Biogeografía de IslasDokument7 SeitenBiogeografía de IslasAnonymous BXNoGuXsNoch keine Bewertungen
- UntitledDokument8 SeitenUntitledArgelis Sarai Pérez BandresNoch keine Bewertungen
- Fisica NumericaDokument14 SeitenFisica Numericayhir Anthony caicedo garciaNoch keine Bewertungen
- Administrativo PeruanoDokument41 SeitenAdministrativo PeruanoTatiana Cueto MirandaNoch keine Bewertungen
- Cap7. RadiacionDokument28 SeitenCap7. RadiacionjhonnyNoch keine Bewertungen
- Logros de La CruzDokument4 SeitenLogros de La Cruzgabriel adarveNoch keine Bewertungen
- Cálculo Instalación Fotovotaica Aislada - ¿Cómo Se Calcula Paso A PasoDokument26 SeitenCálculo Instalación Fotovotaica Aislada - ¿Cómo Se Calcula Paso A PasoAnonymous GrG5zU8cNoch keine Bewertungen
- Jhara Cortez Tesis Final SustentacionDokument119 SeitenJhara Cortez Tesis Final SustentacionFrankChumaceroVelasquezNoch keine Bewertungen
- Resumen BialostockiDokument6 SeitenResumen BialostockiRosa GutiérrezNoch keine Bewertungen
- 2° 1° Cuatrimestre - SotoDokument5 Seiten2° 1° Cuatrimestre - SotoLucas Soto100% (2)
- Derecho LaboralDokument118 SeitenDerecho LaboralsecretariotecnicobplpNoch keine Bewertungen
- Proyecto de Mecatrónica Industrial - 2Dokument3 SeitenProyecto de Mecatrónica Industrial - 2Raúl AnelNoch keine Bewertungen
- Existencialismo y VideojuegosDokument3 SeitenExistencialismo y VideojuegosJuan DiazNoch keine Bewertungen
- Cambiar El Estado de La Solicitud de Transporte de Liberado A ModificableDokument6 SeitenCambiar El Estado de La Solicitud de Transporte de Liberado A ModificableMario CabezasNoch keine Bewertungen
- Onda EstacionariaDokument5 SeitenOnda EstacionariaZtela AnthOnyNoch keine Bewertungen
- CARTAPACIODokument3 SeitenCARTAPACIORudy Revolorio Blanco100% (1)
- Gran Memorial Del Conde Duque de OlivaresDokument4 SeitenGran Memorial Del Conde Duque de Olivaresrapevar100% (1)
- Toma de Decisiones.Dokument8 SeitenToma de Decisiones.jimmy alexander betancourtNoch keine Bewertungen
- ETS - 01 - Conductor Barra FlexibleDokument7 SeitenETS - 01 - Conductor Barra FlexibleRoberto Carlos Bernaola ChuquillanquiNoch keine Bewertungen
- Calculo de EdadDokument4 SeitenCalculo de EdadMarcelo RamosNoch keine Bewertungen
- Los No LugaresDokument2 SeitenLos No LugaresCesar D. Mestra G.Noch keine Bewertungen
- Expedición de Copias Certificadas de Documentos Agrarios en - Gob - MXDokument2 SeitenExpedición de Copias Certificadas de Documentos Agrarios en - Gob - MXComercializadora MayaNoch keine Bewertungen
- Practica Dirigida 4Dokument3 SeitenPractica Dirigida 4Fernando Valdez CarpioNoch keine Bewertungen
- Exp1 - Dilatación SólidosDokument9 SeitenExp1 - Dilatación Sólidosjorge enriqueNoch keine Bewertungen
- Unidad V Parte 2Dokument26 SeitenUnidad V Parte 2Brandon RamírezNoch keine Bewertungen
- Jhon Stuart SmillDokument5 SeitenJhon Stuart SmillAdri Puka MNoch keine Bewertungen
- La Escala de Los Seres A La Luz Del EneagramaDokument20 SeitenLa Escala de Los Seres A La Luz Del EneagramaMaria Fernanda CaroloNoch keine Bewertungen
- Clasificacion de Presas PDFDokument2 SeitenClasificacion de Presas PDFFreddy Vargas RiveraNoch keine Bewertungen