Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Deletethis 160305082738Dokument10 SeitenDeletethis 160305082738pramo_dassNoch keine Bewertungen
- Platecoil Data Manual PDFDokument106 SeitenPlatecoil Data Manual PDFsach.pareek9912100% (1)
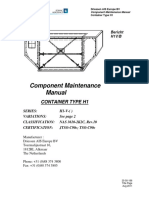
- Component Maintenance Manual: Container Type H1Dokument73 SeitenComponent Maintenance Manual: Container Type H1John CenaNoch keine Bewertungen
- Heavy EngineersDokument125 SeitenHeavy EngineersCorrosion Protection Engineers India Gnanasekaran D100% (1)
- Section C1 Technical Specifications For GYM EquipmentsDokument13 SeitenSection C1 Technical Specifications For GYM EquipmentsAbhiram BNoch keine Bewertungen
- Design and Development of Stamping Dies For Online MaintenanceDokument7 SeitenDesign and Development of Stamping Dies For Online MaintenanceMajad RazakNoch keine Bewertungen
- Gujarat Technological UniversityDokument1 SeiteGujarat Technological UniversityD VNoch keine Bewertungen
- CRCADokument10 SeitenCRCAsingaravelan narayanasamyNoch keine Bewertungen
- Sheet Metal Solutions OptimisedDokument16 SeitenSheet Metal Solutions Optimisedrolo6945100% (1)
- Bending: The Bend Radius Is Measured To The Inner Surface of The Bent PartDokument32 SeitenBending: The Bend Radius Is Measured To The Inner Surface of The Bent Partjim clarkNoch keine Bewertungen
- 23, Str-1212, I Tone Laser Colour LabDokument2 Seiten23, Str-1212, I Tone Laser Colour LabSanrasniNoch keine Bewertungen
- Armaflex ProcedureDokument20 SeitenArmaflex Procedureaungataasd100% (1)
- Specification IndexDokument13 SeitenSpecification IndexMAULIK RAVALNoch keine Bewertungen
- DAC IR 3 - eDokument2 SeitenDAC IR 3 - emelihozdoganNoch keine Bewertungen
- 10079-CV-LC-001-00 Level Indicators (Revision 01)Dokument24 Seiten10079-CV-LC-001-00 Level Indicators (Revision 01)Kunal JhinganNoch keine Bewertungen
- Overview and Comparison of Iron Loss Models For Electrical MachinesDokument10 SeitenOverview and Comparison of Iron Loss Models For Electrical Machinespranay uniyalNoch keine Bewertungen
- Labs-2 METAL FORMING Practice PDFDokument6 SeitenLabs-2 METAL FORMING Practice PDFROYALNEWSSNoch keine Bewertungen
- MII Manufacturing TechnologyDokument5 SeitenMII Manufacturing TechnologyRameez FaroukNoch keine Bewertungen
- Priced Bill of Quantities: Boq Mechanical InstalationDokument8 SeitenPriced Bill of Quantities: Boq Mechanical InstalationHayri Bahadır UzunoğluNoch keine Bewertungen
- Catalogom2044ts m2048tsDokument4 SeitenCatalogom2044ts m2048tsChitMoeNoch keine Bewertungen
- BhelDokument34 SeitenBhelashish9453100% (2)
- Rockwool 159Dokument37 SeitenRockwool 159ashish2783Noch keine Bewertungen
- Blueprint Senior 2Dokument26 SeitenBlueprint Senior 2Nur Amira JasminNoch keine Bewertungen
- CTT Elastomeric BearingsDokument20 SeitenCTT Elastomeric Bearingsjajaytt100% (1)
- Plasma-And Laser-Cutting ToolDokument17 SeitenPlasma-And Laser-Cutting ToolRiyan EsapermanaNoch keine Bewertungen
- Intro Sheet Metal FabricationDokument13 SeitenIntro Sheet Metal FabricationIKNoch keine Bewertungen
- BGS-AU-055 Rev B1Dokument19 SeitenBGS-AU-055 Rev B1Allwyn AbrahamNoch keine Bewertungen
- Plant Client Code Doc ID Code Project Nu PDFDokument36 SeitenPlant Client Code Doc ID Code Project Nu PDFtabaquiNoch keine Bewertungen
- TLT - Jet FansDokument24 SeitenTLT - Jet FansRodolfo Rodmú100% (1)
- MEC023 Workshop Practice IiDokument34 SeitenMEC023 Workshop Practice IiAkash ZinzuwadiyaNoch keine Bewertungen