Das könnte Ihnen auch gefallen
- Effect of Hardening Conditions On Mechanical Properties of High Speed SteelsDokument9 SeitenEffect of Hardening Conditions On Mechanical Properties of High Speed SteelsInisial DINoch keine Bewertungen
- A Study On Micromachining and Effects of Cryogenic Treatment On Micro End Mill CuttersDokument5 SeitenA Study On Micromachining and Effects of Cryogenic Treatment On Micro End Mill CuttersgauravNoch keine Bewertungen
- The Effect of Repeated Post-Weld Heat Treatment On Low-Carbon Steel ASTM A216WCBDokument5 SeitenThe Effect of Repeated Post-Weld Heat Treatment On Low-Carbon Steel ASTM A216WCB78858799Noch keine Bewertungen
- Development of Modern High Strength Heavy Plates For Linepipe ApplicationsDokument8 SeitenDevelopment of Modern High Strength Heavy Plates For Linepipe ApplicationsMarcelo Varejão CasarinNoch keine Bewertungen
- Quantitative Evaluation of Structural Alloy Steel Banded StructureDokument8 SeitenQuantitative Evaluation of Structural Alloy Steel Banded StructureDeepak MehtaNoch keine Bewertungen
- QualityimprovementDokument6 SeitenQualityimprovementTarun ChakrabortyNoch keine Bewertungen
- Prediction of Wax Pattern Dimensions in Investment Casting: A. S. Sabau and S. ViswanathanDokument14 SeitenPrediction of Wax Pattern Dimensions in Investment Casting: A. S. Sabau and S. ViswanathandasohamathNoch keine Bewertungen
- LRzat 2Dokument14 SeitenLRzat 2Ahmad ZulkhairiNoch keine Bewertungen
- Riopipeline2019 1237 1237 19 RPL Revisao Enviada 11Dokument9 SeitenRiopipeline2019 1237 1237 19 RPL Revisao Enviada 11barraocos emailsNoch keine Bewertungen
- Tensile and Fracture Properties of X80 Steel Microstructures Relevant To The HazDokument9 SeitenTensile and Fracture Properties of X80 Steel Microstructures Relevant To The HazMarcelo Varejão CasarinNoch keine Bewertungen
- Heat Treatment of Steels - Virtual Optimization of Microstructures, Mechanical Properties, Stresses and DistortionsDokument13 SeitenHeat Treatment of Steels - Virtual Optimization of Microstructures, Mechanical Properties, Stresses and Distortionsمحمد قاسم جوحيNoch keine Bewertungen
- Microstructural Evolution During Steckel Rolling and Ebsd Analyses of Final MicrostructureDokument10 SeitenMicrostructural Evolution During Steckel Rolling and Ebsd Analyses of Final Microstructurealisson.po2Noch keine Bewertungen
- Challengesof BlastFurnace Casthouse Failure Analysisof Main Runnerre Fractory CastableDokument7 SeitenChallengesof BlastFurnace Casthouse Failure Analysisof Main Runnerre Fractory CastableTran Tuan AnhNoch keine Bewertungen
- 3.cryogenic Heat TreatmentDokument5 Seiten3.cryogenic Heat TreatmentNitin ShelkeNoch keine Bewertungen
- Revista - Materials Science ForumDokument5 SeitenRevista - Materials Science Forum0741005518Noch keine Bewertungen
- Characterization of X80 Grade Linepipe Steel Coil With 24 MM ThicknessDokument11 SeitenCharacterization of X80 Grade Linepipe Steel Coil With 24 MM ThicknessMarcelo Varejão CasarinNoch keine Bewertungen
- The Mechanical Properties and Microstructures of 9% Chromium Steel P92 WeldmentsDokument23 SeitenThe Mechanical Properties and Microstructures of 9% Chromium Steel P92 WeldmentspkguptaqaqcNoch keine Bewertungen
- Ipc2012 90337Dokument6 SeitenIpc2012 90337Marcelo Varejão CasarinNoch keine Bewertungen
- Evaluation of Microstructure and Toughness of AISI D2 Steel by Bright Hardening in Comparison With Oil QuenchingDokument6 SeitenEvaluation of Microstructure and Toughness of AISI D2 Steel by Bright Hardening in Comparison With Oil QuenchingWalid Ben AmirNoch keine Bewertungen
- Microstructure, Material Flow and Tensile Properties of A356 Alloy Thixoformed PartsDokument10 SeitenMicrostructure, Material Flow and Tensile Properties of A356 Alloy Thixoformed PartsAldo HernándezNoch keine Bewertungen
- Improvement of The Ductility of Press-Hardened Plane Sheets Through A Modified Heat TreatmentDokument8 SeitenImprovement of The Ductility of Press-Hardened Plane Sheets Through A Modified Heat TreatmentGuussttNoch keine Bewertungen
- 4 MAIA Pgs 23 31Dokument8 Seiten4 MAIA Pgs 23 31Filipe PossamaiNoch keine Bewertungen
- Metals: Influence of Hot Forging Parameters On A Low Carbon Continuous Cooling Bainitic Steel MicrostructureDokument11 SeitenMetals: Influence of Hot Forging Parameters On A Low Carbon Continuous Cooling Bainitic Steel Microstructureth34560Noch keine Bewertungen
- Effect of Heat Treatment On Strength and Ductility PDFDokument8 SeitenEffect of Heat Treatment On Strength and Ductility PDFMartin HristovNoch keine Bewertungen
- Effect of Heat Treatment On Strength and DuctilityDokument8 SeitenEffect of Heat Treatment On Strength and DuctilityMartin HristovNoch keine Bewertungen
- Review of Refractory Materials For Innovative Investigation and Testing-IJAERDV05I0344919 PDFDokument7 SeitenReview of Refractory Materials For Innovative Investigation and Testing-IJAERDV05I0344919 PDFJonathan YepesNoch keine Bewertungen
- A Numerical Simulation of Metal Injection Moulding: Numeri Ne Simulacije Brizganja Kovinskih Pra (Natih MaterialovDokument6 SeitenA Numerical Simulation of Metal Injection Moulding: Numeri Ne Simulacije Brizganja Kovinskih Pra (Natih MaterialovPraveen KumarNoch keine Bewertungen
- 4 MAIA Pgs 23 32Dokument8 Seiten4 MAIA Pgs 23 32Filipe PossamaiNoch keine Bewertungen
- Overall Model of The Dynamic Behaviour of The Steel Strip in An Annealing Heating Furnace On A Hot-Dip Galvanizing LineDokument16 SeitenOverall Model of The Dynamic Behaviour of The Steel Strip in An Annealing Heating Furnace On A Hot-Dip Galvanizing LineJuan Perez AstillaNoch keine Bewertungen
- 2013p CavazzutiCorticelli PIMechECDokument23 Seiten2013p CavazzutiCorticelli PIMechECmap vitcoNoch keine Bewertungen
- 430459.A005-RIM 09 - 031 - Stefanija Klaric PDFDokument6 Seiten430459.A005-RIM 09 - 031 - Stefanija Klaric PDFGizachew HeleboNoch keine Bewertungen
- Materials 13 00711 v2Dokument24 SeitenMaterials 13 00711 v2Marwan JBNoch keine Bewertungen
- IWIT2017-Proceeding FullpaperDokument8 SeitenIWIT2017-Proceeding FullpaperKittichai SojiphanNoch keine Bewertungen
- Hardness Test PracticalDokument7 SeitenHardness Test PracticalTandoh Achiever TenengNoch keine Bewertungen
- 06 2009 041 Motorcu 391 401 3k 4kDokument11 Seiten06 2009 041 Motorcu 391 401 3k 4kGus DurNoch keine Bewertungen
- Performance Optimization of High Resistant White Cast Iron For Severe Working ApplicationsDokument6 SeitenPerformance Optimization of High Resistant White Cast Iron For Severe Working ApplicationsANA LAURA BRAGA NASCIMENTONoch keine Bewertungen
- 300H StainlessDokument18 Seiten300H StainlessWillian Tavares de CarvalhoNoch keine Bewertungen
- Effect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentDokument4 SeitenEffect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentIJMERNoch keine Bewertungen
- Flyer HSS Tubes Cranes OkDokument4 SeitenFlyer HSS Tubes Cranes OkNoman Abu-FarhaNoch keine Bewertungen
- Poletskov 2020 IOP Conf. Ser. Mater. Sci.Dokument8 SeitenPoletskov 2020 IOP Conf. Ser. Mater. Sci.Александр ТиньгаевNoch keine Bewertungen
- The Influence of Niobium and Aging Treatment in The 18% Ni Maraging SteelDokument8 SeitenThe Influence of Niobium and Aging Treatment in The 18% Ni Maraging SteelGopala Rao ThellaputtaNoch keine Bewertungen
- PUBLISHPAPERIJISET V3 I11 03ImpactofPost-WeldHeatTreatmentPWHTontheHardnessandDokument12 SeitenPUBLISHPAPERIJISET V3 I11 03ImpactofPost-WeldHeatTreatmentPWHTontheHardnessandYKAGARWALNoch keine Bewertungen
- TRAS2017 FullPaper ID01Dokument4 SeitenTRAS2017 FullPaper ID01Kittichai SojiphanNoch keine Bewertungen
- Effect of Heat Treatments On The Mechanical Properties of Welded Joints of Alloy Steel by Arc WeldingDokument10 SeitenEffect of Heat Treatments On The Mechanical Properties of Welded Joints of Alloy Steel by Arc WeldingFiras RocktNoch keine Bewertungen
- IBP1081 - 19 Seamless Line Pipes For Challenging Offshore ApplicationsDokument10 SeitenIBP1081 - 19 Seamless Line Pipes For Challenging Offshore ApplicationsMarcelo Varejão CasarinNoch keine Bewertungen
- 4 MAIA Pgs 23 33Dokument8 Seiten4 MAIA Pgs 23 33Filipe PossamaiNoch keine Bewertungen
- Effect of Density On Mechanical Properties of Sinter Hardened P/M MaterialsDokument8 SeitenEffect of Density On Mechanical Properties of Sinter Hardened P/M Materialsjoko setiawanNoch keine Bewertungen
- 1516 1439 MR 22 01 E20180315 PDFDokument7 Seiten1516 1439 MR 22 01 E20180315 PDFMs3a ProduksiNoch keine Bewertungen
- The Performance of Spray-Formed Tool Steels in Comparison To Conventional Route MaterialDokument14 SeitenThe Performance of Spray-Formed Tool Steels in Comparison To Conventional Route Materialالسيد ابراهيم عبدالعزيز عبداللهNoch keine Bewertungen
- Improvement of Mechanical Properties of Alloy Steel Type (40x) by Using Heat TreatmentsDokument11 SeitenImprovement of Mechanical Properties of Alloy Steel Type (40x) by Using Heat Treatmentsyared sitotawNoch keine Bewertungen
- Fabrication of Hot Induction Bends - MannesmannDokument15 SeitenFabrication of Hot Induction Bends - MannesmannZeljko RisticNoch keine Bewertungen
- 15 Ni Cu Mo NB 5Dokument14 Seiten15 Ni Cu Mo NB 5bejaouiabdelhamidNoch keine Bewertungen
- RESID. STRESS - Experiments and Numerical Simulations of The Annealing Temperature Influence in S700MCDokument26 SeitenRESID. STRESS - Experiments and Numerical Simulations of The Annealing Temperature Influence in S700MCGabriel PaesNoch keine Bewertungen
- Paper Development of Hot Rolled Pickled Oiled 490 MPa KS 49Dokument6 SeitenPaper Development of Hot Rolled Pickled Oiled 490 MPa KS 49harishidaytNoch keine Bewertungen
- Friction Stir Welding and Post-Weld Heat Treating of Maraging Steel (Final Report)Dokument20 SeitenFriction Stir Welding and Post-Weld Heat Treating of Maraging Steel (Final Report)scooter_scooterNoch keine Bewertungen
- A New High Temperature Resistant Glass-Ceramic Coating For Gas Turbine Engine ComponentsDokument8 SeitenA New High Temperature Resistant Glass-Ceramic Coating For Gas Turbine Engine ComponentsPappuRamaSubramaniam100% (1)
- Testing Guidence For Duplex Stainless Steel PDFDokument183 SeitenTesting Guidence For Duplex Stainless Steel PDFtjt4779Noch keine Bewertungen
- Case Study Papers On Practical Guidelines For The Inspection and Repair of Hot Dip Galvanized CoatingsDokument14 SeitenCase Study Papers On Practical Guidelines For The Inspection and Repair of Hot Dip Galvanized Coatingstekno foniNoch keine Bewertungen
- Heat Transfer in Polymer Composite Materials: Forming ProcessesVon EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNoch keine Bewertungen
- F655 Us PDFDokument6 SeitenF655 Us PDFtruva_kissNoch keine Bewertungen
- Testing The Hardness of MetalsDokument5 SeitenTesting The Hardness of MetalsAwanNoch keine Bewertungen
- Type 1 BricksDokument20 SeitenType 1 Bricksprachi410Noch keine Bewertungen
- Catalogue Perforated Metal 201501enDokument44 SeitenCatalogue Perforated Metal 201501enRahul MohiteNoch keine Bewertungen
- Swagelok T SeriesDokument6 SeitenSwagelok T SeriesAkmalNoch keine Bewertungen
- ASTM A53 Data Sheet PDFDokument3 SeitenASTM A53 Data Sheet PDFmarcelomaster88Noch keine Bewertungen
- Fire Resistance Ratings - ANSI/UL 263: Design No. U311Dokument3 SeitenFire Resistance Ratings - ANSI/UL 263: Design No. U311DavidNoch keine Bewertungen
- A Review of Long Fiber-Reinforced Thermoplastics For LFT CompositesDokument26 SeitenA Review of Long Fiber-Reinforced Thermoplastics For LFT CompositesОлег ШибекоNoch keine Bewertungen
- LHB BogieDokument37 SeitenLHB BogiepujadagaNoch keine Bewertungen
- Injection MouldinDokument32 SeitenInjection MouldinKarthick KarthickNoch keine Bewertungen
- ACI 303.1-97 Standard Specification For Cast-In-Place Architectural ConcreteDokument10 SeitenACI 303.1-97 Standard Specification For Cast-In-Place Architectural ConcreteZaki 'Eki' MuliawanNoch keine Bewertungen
- PIPE LAYING PROJECT (Sent To Ms. Analyn) PDFDokument1 SeitePIPE LAYING PROJECT (Sent To Ms. Analyn) PDFJamaica RolloNoch keine Bewertungen
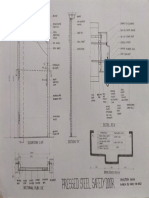
- Pressed Steel Safety DoorDokument1 SeitePressed Steel Safety DoorAshutosh SinghNoch keine Bewertungen
- Nfpa Tipos de ConstruccionDokument5 SeitenNfpa Tipos de ConstruccionARELLANO INGENIERIA S. A. DE C. V.Noch keine Bewertungen
- Philippine National Standard - Portland Cement SpecificationDokument12 SeitenPhilippine National Standard - Portland Cement SpecificationMariel Villaluna100% (2)
- IACS P PipeDokument75 SeitenIACS P PipeEren HürcanNoch keine Bewertungen
- Study The Structural Behaviour of Ferrocement Beam: UNIMAS E-Journal of Civil EngineeringDokument7 SeitenStudy The Structural Behaviour of Ferrocement Beam: UNIMAS E-Journal of Civil EngineeringAnonymous xC6bM4x6U6Noch keine Bewertungen
- Is 6044 1 2000Dokument13 SeitenIs 6044 1 2000Subhradeb PramanikNoch keine Bewertungen
- Galvanic CorrosionDokument26 SeitenGalvanic CorrosionrohanNoch keine Bewertungen
- S355 European Standard Steel 2Dokument2 SeitenS355 European Standard Steel 2afmanfrinNoch keine Bewertungen
- Draft WPSDokument3 SeitenDraft WPSWale OyeludeNoch keine Bewertungen
- Cylindrical Pins Is-2393Dokument2 SeitenCylindrical Pins Is-2393Rajasekaran MuruganNoch keine Bewertungen
- Lean ToToolShedDokument18 SeitenLean ToToolShedYolohtli Vazquez Castaneda100% (1)
- Murtfeldt-Glideskinner (Perfil de Guia)Dokument49 SeitenMurtfeldt-Glideskinner (Perfil de Guia)Suelen SantosNoch keine Bewertungen
- C. Pressure On Silo Walls Due To Stored Material: Primary Load 109: Seismic Load Along +Z Direction (+ezDokument1 SeiteC. Pressure On Silo Walls Due To Stored Material: Primary Load 109: Seismic Load Along +Z Direction (+ezdantevariasNoch keine Bewertungen
- PC750-7 S/N 20001-UP (Overseas Version)Dokument2 SeitenPC750-7 S/N 20001-UP (Overseas Version)АлександрNoch keine Bewertungen
- BBR Technical From 2012 To 2017 PDFDokument49 SeitenBBR Technical From 2012 To 2017 PDFsivasankar reddyNoch keine Bewertungen
- SikaSwellA PdsDokument2 SeitenSikaSwellA PdsPrakashNoch keine Bewertungen
- AGCO 3906313 WU311003-1 Aboard ComputerDokument2 SeitenAGCO 3906313 WU311003-1 Aboard ComputerFabianoNoch keine Bewertungen
- Kelani Cable Installation DetailsDokument1 SeiteKelani Cable Installation DetailsHansika RajapakshaNoch keine Bewertungen