Das könnte Ihnen auch gefallen
- Design Analysis and Improvement of EOT Crane WheelDokument4 SeitenDesign Analysis and Improvement of EOT Crane WheelIJSTENoch keine Bewertungen
- Demag Crane Specifications and Data TablesDokument1 SeiteDemag Crane Specifications and Data TablesalikajbafNoch keine Bewertungen
- Design and Analysis of Crane Hook With Different MaterialsDokument6 SeitenDesign and Analysis of Crane Hook With Different MaterialsEditor IJTSRDNoch keine Bewertungen
- KBK Classic and KBK Ergo Crane Construction Kits GuideDokument12 SeitenKBK Classic and KBK Ergo Crane Construction Kits GuideMahendran KuppusamyNoch keine Bewertungen
- Fleet AngleDokument1 SeiteFleet AngleAgung HerwidiaNoch keine Bewertungen
- Component Parts KBDokument12 SeitenComponent Parts KBPato PuruncajasNoch keine Bewertungen
- Manual For AGBS Rev02Dokument20 SeitenManual For AGBS Rev02Grandhi Venkata Satya KiranNoch keine Bewertungen
- Manual TB WoodsDokument92 SeitenManual TB WoodsjoadNoch keine Bewertungen
- Application Basics Lifting TongsDokument9 SeitenApplication Basics Lifting TongsBruno SantosNoch keine Bewertungen
- NBR 13541-2 EnglishDokument10 SeitenNBR 13541-2 EnglishCinthia BazethNoch keine Bewertungen
- Brochure Crane SmartDokument8 SeitenBrochure Crane SmartMichael LazarusNoch keine Bewertungen
- Catalogus VMLGDokument148 SeitenCatalogus VMLGgeorgekc77Noch keine Bewertungen
- MonorailDokument14 SeitenMonorailMarly ReyesNoch keine Bewertungen
- DNV 2.22-Padeye TestingDokument2 SeitenDNV 2.22-Padeye Testingepzilon1985Noch keine Bewertungen
- NCDOT WPS for Double Bevel Groove WeldsDokument3 SeitenNCDOT WPS for Double Bevel Groove Weldsfarshid KarpasandNoch keine Bewertungen
- Frac Tank Sample SpecificationDokument2 SeitenFrac Tank Sample SpecificationchonubobbyNoch keine Bewertungen
- SC Screw Conveyor Torque PDFDokument3 SeitenSC Screw Conveyor Torque PDFQuality Tech AccessoriesNoch keine Bewertungen
- Securing Straps & RatchetsDokument2 SeitenSecuring Straps & RatchetsKhurram S. MuzammilNoch keine Bewertungen
- Pillar and Wall-Mounted Slewing Jib Cranes: Move MoreDokument18 SeitenPillar and Wall-Mounted Slewing Jib Cranes: Move MoreEgemen AkbulutNoch keine Bewertungen
- Cranes Today March 2004 What To Look ForDokument3 SeitenCranes Today March 2004 What To Look FordomsonengNoch keine Bewertungen
- Suds Wire Rope Grips Din741Dokument1 SeiteSuds Wire Rope Grips Din741Gerardo LobosNoch keine Bewertungen
- Mangla Hoists PVT LTD: Internal/Final Inspection Report For DG/SG EOT CraneDokument2 SeitenMangla Hoists PVT LTD: Internal/Final Inspection Report For DG/SG EOT CranePRABHUDAYAL SHARMANoch keine Bewertungen
- Taglineuse PEERREVIEWDOCDokument56 SeitenTaglineuse PEERREVIEWDOCMohamed Said0% (1)
- KranDokument7 SeitenKranMarioNoch keine Bewertungen
- Harmer Steel Rail DimenesionsDokument3 SeitenHarmer Steel Rail DimenesionsARTHURS316Noch keine Bewertungen
- Utomatic LAB ONG: ATA HeetDokument2 SeitenUtomatic LAB ONG: ATA HeetDejanNoch keine Bewertungen
- Optimize Drum Coupling SelectionDokument15 SeitenOptimize Drum Coupling SelectionAshley DeanNoch keine Bewertungen
- Gantry Crane Rail Inspection Form NAVFACDokument6 SeitenGantry Crane Rail Inspection Form NAVFACTracy JohnsonNoch keine Bewertungen
- Alimak APF ManualDokument153 SeitenAlimak APF Manualإيليس غابرييل كاديناس شيا100% (1)
- Mark Baker (Baker CGI) API-653-EEMUA159 Petro 2012 WJGDokument41 SeitenMark Baker (Baker CGI) API-653-EEMUA159 Petro 2012 WJGbram100% (1)
- WPS ExampleDokument2 SeitenWPS ExampleMarcio Jr.Noch keine Bewertungen
- Master Link CatalogueDokument1 SeiteMaster Link CatalogueHafizi HZnumismatic50% (2)
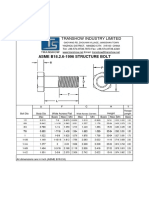
- B 18 2 6Dokument1 SeiteB 18 2 6pablitochoaNoch keine Bewertungen
- Ofertas-12-06-08 (On Sale-English)Dokument22 SeitenOfertas-12-06-08 (On Sale-English)anon-382370Noch keine Bewertungen
- Crane Guide Chap-1Dokument1 SeiteCrane Guide Chap-1Jayadev PalaiNoch keine Bewertungen
- 1V-2V-1315-1325 - Without Tolerance - Out PDFDokument167 Seiten1V-2V-1315-1325 - Without Tolerance - Out PDFMirang ShahNoch keine Bewertungen
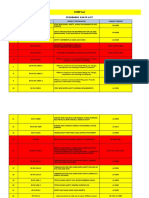
- Copie de Standards Check ListDokument7 SeitenCopie de Standards Check ListAbakar MahamatNoch keine Bewertungen
- Silo Data Sheet PDFDokument4 SeitenSilo Data Sheet PDFAhmed Ben HmidaNoch keine Bewertungen
- BS en 7883 - Traduzido o Trecho ImportanteDokument2 SeitenBS en 7883 - Traduzido o Trecho ImportanteGustavo Carnevali MendesNoch keine Bewertungen
- st44 2 PDFDokument1 Seitest44 2 PDFAraby Gamal GamalNoch keine Bewertungen
- Katalog Wampfler Narazniky EN PDFDokument34 SeitenKatalog Wampfler Narazniky EN PDFpich222100% (1)
- Wire Rope SpecificationDokument15 SeitenWire Rope Specificationfarichtape channel100% (1)
- Product: Rock Over Flat Deck Trailer Payload: 40 Tons Quantity: 3 NosDokument2 SeitenProduct: Rock Over Flat Deck Trailer Payload: 40 Tons Quantity: 3 NosNavasOTNoch keine Bewertungen
- Mobile Crane Test Procedure.Dokument4 SeitenMobile Crane Test Procedure.Deepak GehlotNoch keine Bewertungen
- JTL158 Record Book PDFDokument18 SeitenJTL158 Record Book PDFmordidomiNoch keine Bewertungen
- Murray Street, Hobart: State OfficesDokument9 SeitenMurray Street, Hobart: State Officestarek100% (1)
- Liebherr LR 1350/1 Crawler Crane Specs and DetailsDokument2 SeitenLiebherr LR 1350/1 Crawler Crane Specs and DetailsIngeniero EstructuralNoch keine Bewertungen
- Quick guide to choosing the right flooring gratingDokument32 SeitenQuick guide to choosing the right flooring gratingFaris MahmoodNoch keine Bewertungen
- Guidance On The Use of U-Bolt Type Wire Rope Grips: Document Reference: LEEA-049Dokument6 SeitenGuidance On The Use of U-Bolt Type Wire Rope Grips: Document Reference: LEEA-049Ganiyu100% (1)
- Ficha Tecnica Astm 514Dokument1 SeiteFicha Tecnica Astm 514Ruben Dario Mamani ArellanoNoch keine Bewertungen
- Eot Crane During SeismicDokument12 SeitenEot Crane During SeismicboyzesNoch keine Bewertungen
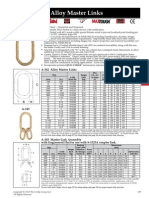
- Alloy Master LinksDokument1 SeiteAlloy Master LinksAnonymous 48jYxR1C0% (1)
- Below The Hook Lifting HanesDokument26 SeitenBelow The Hook Lifting HanesmaomontesNoch keine Bewertungen
- Imenco Rov Shackle Brochure Safest Sel Engaing Shackle in Market Al CohenDokument8 SeitenImenco Rov Shackle Brochure Safest Sel Engaing Shackle in Market Al CohenImencalcohenNoch keine Bewertungen
- API RP 8B Hoisting EquipmentDokument8 SeitenAPI RP 8B Hoisting EquipmentANSARAKUNoch keine Bewertungen
- TCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerDokument118 SeitenTCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerNam NguyenNoch keine Bewertungen
- Standar Scaffolding PDFDokument59 SeitenStandar Scaffolding PDFDianurhanifahNoch keine Bewertungen
- USSC - SGI-2015-ring Loc Technical Manual PDFDokument73 SeitenUSSC - SGI-2015-ring Loc Technical Manual PDFAzad pravesh khanNoch keine Bewertungen
- Weldlok 15Dokument2 SeitenWeldlok 15cyper100% (1)
- Yacimiento Porfido de Cobre Escondida - Planeamiento MinaDokument24 SeitenYacimiento Porfido de Cobre Escondida - Planeamiento MinaBrajham Felix Alberto GarayNoch keine Bewertungen
- Covenyor Toromocho Nº2Dokument8 SeitenCovenyor Toromocho Nº2Brajham Felix Alberto GarayNoch keine Bewertungen
- Covenyor Toromocho Nº2Dokument8 SeitenCovenyor Toromocho Nº2Brajham Felix Alberto GarayNoch keine Bewertungen
- Convenyor TOROMOCHODokument9 SeitenConvenyor TOROMOCHOBrajham Felix Alberto GarayNoch keine Bewertungen
- Laboratorio 5Dokument9 SeitenLaboratorio 5Brajham Felix Alberto GarayNoch keine Bewertungen
- Tajo Norte: Fase I Fase IiDokument4 SeitenTajo Norte: Fase I Fase IiBrajham Felix Alberto GarayNoch keine Bewertungen
- Yacimiento Porfido de Cobre Escondida - Planeamiento MinaDokument24 SeitenYacimiento Porfido de Cobre Escondida - Planeamiento MinaBrajham Felix Alberto GarayNoch keine Bewertungen
- Stripping RatioDokument13 SeitenStripping RatioMirko CuaquiraNoch keine Bewertungen
- Tajo Norte Water Levels Over TimeDokument4 SeitenTajo Norte Water Levels Over TimeBrajham Felix Alberto GarayNoch keine Bewertungen
- Antipsychotic DrugsDokument23 SeitenAntipsychotic DrugsASHLEY DAWN BUENAFENoch keine Bewertungen
- New Form 2550 M Monthly VAT Return P 1 2 1Dokument3 SeitenNew Form 2550 M Monthly VAT Return P 1 2 1The ApprenticeNoch keine Bewertungen
- 2 - SM Watches Father's Day Promotion - June 2023Dokument11 Seiten2 - SM Watches Father's Day Promotion - June 2023Shekhar NillNoch keine Bewertungen
- Alternate Sources OF Finance: FOR RBI Grade B ExamDokument9 SeitenAlternate Sources OF Finance: FOR RBI Grade B ExamAadeesh JainNoch keine Bewertungen
- 17 "Flow" Triggers That Will Increase Productivity - Tapping Into Peak Human Performance in BusinessDokument7 Seiten17 "Flow" Triggers That Will Increase Productivity - Tapping Into Peak Human Performance in BusinessFilipe RovarottoNoch keine Bewertungen
- Wagga Wagga Health and Knowledge Precinct Final ReportDokument102 SeitenWagga Wagga Health and Knowledge Precinct Final ReportDaisy HuntlyNoch keine Bewertungen
- BH2 S4CLD2208 BPD en inDokument18 SeitenBH2 S4CLD2208 BPD en inSibucharanNoch keine Bewertungen
- Trash and Recycling Space Allocation GuideDokument24 SeitenTrash and Recycling Space Allocation GuideJohan RodriguezNoch keine Bewertungen
- A.No.360of19 14.07.21Dokument133 SeitenA.No.360of19 14.07.21Bhupendra CharanNoch keine Bewertungen
- Field Attachment Report Format For All Third Year Students - Final For Use by StudentsDokument2 SeitenField Attachment Report Format For All Third Year Students - Final For Use by StudentsJoseph Kayima50% (2)
- Annexure CDokument63 SeitenAnnexure CSandeep VermaNoch keine Bewertungen
- GREEN Manual - 2021Dokument157 SeitenGREEN Manual - 2021Bon Ber Amad Orofeo100% (2)
- Negligence PRIMA FACIE CASEDokument107 SeitenNegligence PRIMA FACIE CASEHarry KastenbaumNoch keine Bewertungen
- Hand Sanitizer Solution: Sanipure: "Safe, Effective, Innovative"Dokument19 SeitenHand Sanitizer Solution: Sanipure: "Safe, Effective, Innovative"Daniel Mariano LeãoNoch keine Bewertungen
- 1 ComplaintDokument6 Seiten1 ComplaintIvy PazNoch keine Bewertungen
- Statistical Modelling: Regression: Choosing The Independent VariablesDokument14 SeitenStatistical Modelling: Regression: Choosing The Independent VariablesdwqefNoch keine Bewertungen
- Dual N-Channel Enhancement Mode Field Effect Transistor: Absolute Maximum Ratings (T 25 C Unless Otherwise Noted)Dokument7 SeitenDual N-Channel Enhancement Mode Field Effect Transistor: Absolute Maximum Ratings (T 25 C Unless Otherwise Noted)luis alberto perez monteroNoch keine Bewertungen
- Inbound 6094510472110192055Dokument2 SeitenInbound 6094510472110192055MarielleNoch keine Bewertungen
- Book Shop Automation SystemDokument36 SeitenBook Shop Automation SystemThe Tech ExpertNoch keine Bewertungen
- Ahmad Hassan Textile MillsDokument52 SeitenAhmad Hassan Textile Millsmakymakymaky007100% (4)
- Access User GuideDokument49 SeitenAccess User GuideShivaji JagdaleNoch keine Bewertungen
- Design InfographicDokument1 SeiteDesign InfographicHarNoch keine Bewertungen
- Dleg0170 Manual PDFDokument20 SeitenDleg0170 Manual PDFEmmanuel Lucas TrobbianiNoch keine Bewertungen
- Grasshopper VB Scripting Primer IntroductionDokument28 SeitenGrasshopper VB Scripting Primer Introductionfagus67Noch keine Bewertungen
- LeadershipDokument5 SeitenLeadershipapi-3850643Noch keine Bewertungen
- Minimize audit risk with pre-engagement activitiesDokument2 SeitenMinimize audit risk with pre-engagement activitiesAnonymityNoch keine Bewertungen
- Covid-19 Vaccine (Argumentative Essay) By: Karr GelladoDokument2 SeitenCovid-19 Vaccine (Argumentative Essay) By: Karr GelladoKesha May GelladoNoch keine Bewertungen
- Dr. Mian Ashfaq Ali: Mechanical Vibrations ME-421Dokument14 SeitenDr. Mian Ashfaq Ali: Mechanical Vibrations ME-421Talha MohsinNoch keine Bewertungen
- Course 1 Introduction To SIMS: Student Information Management System (SIMS) Office of The RegistrarDokument28 SeitenCourse 1 Introduction To SIMS: Student Information Management System (SIMS) Office of The RegistrarWeijia WangNoch keine Bewertungen
- Rule 11-Time To File Responsive PleadingsDokument6 SeitenRule 11-Time To File Responsive PleadingsAnne DemNoch keine Bewertungen