Das könnte Ihnen auch gefallen
- Seleccion de AcerosDokument155 SeitenSeleccion de Aceroseddie2166Noch keine Bewertungen
- Instalaciones eléctricas en inmuebles AEA 90364Dokument10 SeitenInstalaciones eléctricas en inmuebles AEA 90364Luis OrdoñezNoch keine Bewertungen
- Ensayo de TraccionDokument3 SeitenEnsayo de TraccionleandromerinomercadoNoch keine Bewertungen
- Protecciones ElectricasDokument50 SeitenProtecciones ElectricasGermán Walter RufanachtNoch keine Bewertungen
- Temp. Precalentamiento en La Soldabilidad de Un Acero Astm 514 GR B PDFDokument4 SeitenTemp. Precalentamiento en La Soldabilidad de Un Acero Astm 514 GR B PDFLuis TestaNoch keine Bewertungen
- Dinamica AnaliticaDokument24 SeitenDinamica Analiticaleandromerinomercado100% (1)
- Temp. Precalentamiento en La Soldabilidad de Un Acero Astm 514 GR B PDFDokument4 SeitenTemp. Precalentamiento en La Soldabilidad de Un Acero Astm 514 GR B PDFLuis TestaNoch keine Bewertungen
- Procedimiento Dimensionar Valvulas PDFDokument34 SeitenProcedimiento Dimensionar Valvulas PDFOrlando NavarreteNoch keine Bewertungen
- Manual de Practicas Paneles Aut Electricos SCHNEIDER - ContactoresDokument169 SeitenManual de Practicas Paneles Aut Electricos SCHNEIDER - ContactoresLeandrx TorresNoch keine Bewertungen
- Manual Combustile Enfriamiento y EscapeDokument116 SeitenManual Combustile Enfriamiento y EscapeleandromerinomercadoNoch keine Bewertungen
- ELECTRICIDAD SimbolosDokument7 SeitenELECTRICIDAD SimbolosJorge del Toro100% (1)
- Aerre CatalogoDokument78 SeitenAerre CatalogojulicesarNoch keine Bewertungen
- Abb Acs 100 VariadorDokument56 SeitenAbb Acs 100 VariadorPatrick ClarkeNoch keine Bewertungen
- Procedimiento VAPDokument10 SeitenProcedimiento VAPleandromerinomercadoNoch keine Bewertungen
- Despiece Zanella Ztt200motardDokument53 SeitenDespiece Zanella Ztt200motardleandromerinomercado100% (1)
- Dinamica Analitica Rotacional - Liberto ErcoliDokument21 SeitenDinamica Analitica Rotacional - Liberto ErcoliKarachupexNoch keine Bewertungen
- Seguridad en Accesorios de Elementos de Izaje de CargaDokument14 SeitenSeguridad en Accesorios de Elementos de Izaje de CargaDaniel MoranNoch keine Bewertungen
- Manual y Catalogo de ElectricistaDokument530 SeitenManual y Catalogo de Electricistad-fbuser-31614655100% (1)
- Tor Nil LosDokument134 SeitenTor Nil LosTubi ChubiNoch keine Bewertungen
- ICOSOVSDokument72 SeitenICOSOVSleandromerinomercadoNoch keine Bewertungen
- FastemDokument8 SeitenFastemleandromerinomercadoNoch keine Bewertungen
- Manual de Sistemas de Puesta A Tierra GEDISADokument35 SeitenManual de Sistemas de Puesta A Tierra GEDISAnestor_mo100% (5)
- Protecciones EléctricasDokument24 SeitenProtecciones EléctricasleandromerinomercadoNoch keine Bewertungen
- Cómo Se Repara La Caja de Toma Obsoleta de Un Gabinete de MedidoresDokument5 SeitenCómo Se Repara La Caja de Toma Obsoleta de Un Gabinete de MedidoresleandromerinomercadoNoch keine Bewertungen
- 2 Control de MotoresDokument20 Seiten2 Control de MotoresdalexhmxNoch keine Bewertungen
- Motores Asincronicos y PWMDokument18 SeitenMotores Asincronicos y PWMMJL112Noch keine Bewertungen
- Despiece Zanella Rx125Dokument43 SeitenDespiece Zanella Rx125leandromerinomercadoNoch keine Bewertungen
- Cómo Se Repara La Caja de Toma Obsoleta de Un Gabinete de MedidoresDokument5 SeitenCómo Se Repara La Caja de Toma Obsoleta de Un Gabinete de MedidoresleandromerinomercadoNoch keine Bewertungen
- Infraestructura de Fibra Óptica para Edificios: Redes FTTX y ArquitecturasDokument8 SeitenInfraestructura de Fibra Óptica para Edificios: Redes FTTX y ArquitecturasluisNoch keine Bewertungen
- @ Guia Rapida DPMDokument3 Seiten@ Guia Rapida DPMmario gallardoNoch keine Bewertungen
- Resistencia Por El Método de La MadejaDokument7 SeitenResistencia Por El Método de La MadejaAlex VCNoch keine Bewertungen
- Manual de Uso Sekur 2014Dokument205 SeitenManual de Uso Sekur 2014Richard Espinola DuarteNoch keine Bewertungen
- VJHLKLDokument1 SeiteVJHLKLJavier CarrizoNoch keine Bewertungen
- Pets 1 Abastecimiento de CombustibleDokument1 SeitePets 1 Abastecimiento de CombustibleSaul S. Yucra QuispeNoch keine Bewertungen
- Temario Teleinformatica PDFDokument3 SeitenTemario Teleinformatica PDFKareem LorenzanaNoch keine Bewertungen
- RoutingDokument2 SeitenRoutingjoydivision99Noch keine Bewertungen
- Tarea Semana 4 MetrologiaDokument10 SeitenTarea Semana 4 MetrologiaIbar villalobos100% (4)
- Simbologia y NormasDokument3 SeitenSimbologia y NormasTonyNoch keine Bewertungen
- Digitel-Oferta Planes Servicios Prepago-0711v02Dokument2 SeitenDigitel-Oferta Planes Servicios Prepago-0711v02jhsancheNoch keine Bewertungen
- Acabados en Piso DosDokument1 SeiteAcabados en Piso DosIsrael GarcíaNoch keine Bewertungen
- DrayTek QS Vigor2925 V3.1 SpanishDokument569 SeitenDrayTek QS Vigor2925 V3.1 SpanishOscar PichardoNoch keine Bewertungen
- Qué es HDMIDokument5 SeitenQué es HDMICinthia BautiztaNoch keine Bewertungen
- Induccion General SysoDokument20 SeitenInduccion General Sysoclubdesocios.sergioNoch keine Bewertungen
- Análisis granulométrico de agregados para diseño de asfaltoDokument18 SeitenAnálisis granulométrico de agregados para diseño de asfaltojose yucraNoch keine Bewertungen
- Lte Costa RicaDokument180 SeitenLte Costa Ricapedro100% (1)
- ARCHIVODCRFDokument1 SeiteARCHIVODCRFRonaldo RojasNoch keine Bewertungen
- Redes FFTXDokument4 SeitenRedes FFTXManu IsaacNoch keine Bewertungen
- PMI - SamsungDokument2 SeitenPMI - SamsungPaKo Araya0% (1)
- NTC1457 6Dokument11 SeitenNTC1457 6Ivan Dario Oyola RaveloNoch keine Bewertungen
- Estadistica 2Dokument7 SeitenEstadistica 2miguel0% (2)
- Testo 160 Registradores de Datos Gua RpidaDokument22 SeitenTesto 160 Registradores de Datos Gua RpidaTomásNoch keine Bewertungen
- Esp. Tec SuministroDokument79 SeitenEsp. Tec SuministroluisornaNoch keine Bewertungen
- Examen RbsDokument7 SeitenExamen RbsAnthony Tarquino100% (3)
- Utilizar HtaccessDokument6 SeitenUtilizar HtaccessDaniel Fernando Acosta CeballosNoch keine Bewertungen
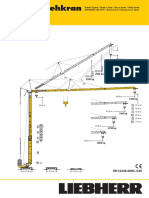
- Grúa Torre Liebherr 120K-1 (T)Dokument6 SeitenGrúa Torre Liebherr 120K-1 (T)Carlos Alfredo Laura100% (1)
- Riesgos, Seguridad y Recuperación Ante DesastresDokument19 SeitenRiesgos, Seguridad y Recuperación Ante DesastresMakoto Mayorga HilarioNoch keine Bewertungen
- Accesorios Marzo 2022Dokument7 SeitenAccesorios Marzo 2022kendo kaponiNoch keine Bewertungen
- Introducción AL MODELO OSIDokument6 SeitenIntroducción AL MODELO OSIMARCELOBJSNoch keine Bewertungen