Das könnte Ihnen auch gefallen
- Exercices IsostatismeDokument2 SeitenExercices Isostatismemaraghni_hassine759288% (24)
- Exercices IsostatismeDokument2 SeitenExercices Isostatismemaraghni_hassine759288% (24)
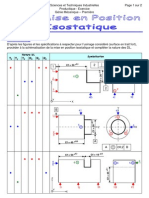
- Exercices Sur La Mise en Position Isostatique - ProfDokument2 SeitenExercices Sur La Mise en Position Isostatique - ProfNedrosat93% (61)
- Poly CND LMD 2017 CompletDokument244 SeitenPoly CND LMD 2017 CompletNigrelliNoch keine Bewertungen
- Chapitre 3 Le CND Par Examens VisuelsDokument5 SeitenChapitre 3 Le CND Par Examens VisuelsFaicel GladiateurNoch keine Bewertungen
- Exposé Du RessuageDokument18 SeitenExposé Du RessuageAchour Ifrek100% (3)
- Ressuage 01Dokument69 SeitenRessuage 01omar0% (1)
- Ressuage Cours CofrendDokument3 SeitenRessuage Cours CofrendAli Clubist100% (2)
- 01 IntroductionDokument38 Seiten01 IntroductionHassana Mhf100% (1)
- Présentation CND 2007Dokument158 SeitenPrésentation CND 2007Koukous Moussa100% (1)
- Correction-Exercice MRP 2Dokument1 SeiteCorrection-Exercice MRP 2Lamrani Mohamed100% (5)
- Depliant Emim Septembre 2012Dokument6 SeitenDepliant Emim Septembre 2012Anass MerbouhNoch keine Bewertungen
- Devis Descriptif DaoDokument57 SeitenDevis Descriptif Daolimmoud2j100% (1)
- CNDDokument11 SeitenCNDnourhenNoch keine Bewertungen
- RessuageDokument3 SeitenRessuagerezoka100% (1)
- Cour de RessuageDokument21 SeitenCour de RessuageAmih ShkfNoch keine Bewertungen
- IntoductionDokument56 SeitenIntoductionIbtĩssem Chouiref100% (1)
- Cours CND 2018 l3 PmiDokument89 SeitenCours CND 2018 l3 PmiaboFlah 20 M ?Noch keine Bewertungen
- CND ProjetDokument8 SeitenCND ProjetRal SeiNoch keine Bewertungen
- 4 RessuageDokument10 Seiten4 RessuageKhouloud AbidiNoch keine Bewertungen
- Le RessuageDokument10 SeitenLe RessuageSoh AibNoch keine Bewertungen
- RESSUAGEDokument11 SeitenRESSUAGEincocc nnuuNoch keine Bewertungen
- RessuageDokument7 SeitenRessuageZaki ZaidiNoch keine Bewertungen
- A CNDDokument30 SeitenA CNDesloch ettounsiNoch keine Bewertungen
- Cours de Controle de RevetementDokument37 SeitenCours de Controle de Revetementzouaoua slimaneNoch keine Bewertungen
- Contrôle Par EndoscopieDokument2 SeitenContrôle Par EndoscopieIlyess HamdiNoch keine Bewertungen
- 7 RessuageDokument66 Seiten7 RessuageFares ÆazizNoch keine Bewertungen
- CND GeneralitesDokument25 SeitenCND GeneralitesMohsen SaidiNoch keine Bewertungen
- Chap 4 Contrôle Par Ressuage 2021Dokument8 SeitenChap 4 Contrôle Par Ressuage 2021Zara LanderNoch keine Bewertungen
- CND: RadiographieDokument19 SeitenCND: RadiographieMohamed Ali ChebbiNoch keine Bewertungen
- Radiographie IndustrielleDokument65 SeitenRadiographie IndustrielleMoez Jaouedi100% (1)
- TD Les Contrôles Non Destructifs TD Les Contrôles Non DestructifsDokument3 SeitenTD Les Contrôles Non Destructifs TD Les Contrôles Non DestructifsKarim FathallahNoch keine Bewertungen
- Chapitre 4 CND Par MagnétoscopieDokument29 SeitenChapitre 4 CND Par MagnétoscopieMohammed Elkouhen100% (2)
- Le Contrôle Non Destructif de Soudure Par MagnétoscopieDokument6 SeitenLe Contrôle Non Destructif de Soudure Par MagnétoscopieNassim RabaouiNoch keine Bewertungen
- 2001 Sept PT1Dokument19 Seiten2001 Sept PT1HamydNoch keine Bewertungen
- Contrôle Non DestructifDokument15 SeitenContrôle Non DestructifYassine Aguelmame100% (2)
- CND - Contrôle Par RessuageDokument7 SeitenCND - Contrôle Par RessuageAminChaari100% (1)
- Controle Non Destructif CNDDokument69 SeitenControle Non Destructif CNDMohsen SaidiNoch keine Bewertungen
- Catalogue Formation CND 2018Dokument56 SeitenCatalogue Formation CND 2018darouichNoch keine Bewertungen
- VisuelDokument10 SeitenVisuelSabri WisNoch keine Bewertungen
- 01 - Classification Et DiscontinuitésDokument20 Seiten01 - Classification Et Discontinuitésoussema jendoubiNoch keine Bewertungen
- Notes Cours - CNDDokument105 SeitenNotes Cours - CNDJàMàl MejorNoch keine Bewertungen
- L'oxycoupageDokument12 SeitenL'oxycoupagemarouane karimNoch keine Bewertungen
- Ressuage Niv1Dokument28 SeitenRessuage Niv1Ilyes kNoch keine Bewertungen
- Ressuage N2Dokument112 SeitenRessuage N2Chiheb KaanicheNoch keine Bewertungen
- La MagnétoscopieDokument25 SeitenLa MagnétoscopieFirass Chafai100% (3)
- PV RessuageDokument2 SeitenPV RessuageDanem Halas0% (1)
- Technique de Controle Non DestructifDokument70 SeitenTechnique de Controle Non Destructifyoussef DhissiNoch keine Bewertungen
- 1 Généralités Sur Les CNDDokument3 Seiten1 Généralités Sur Les CNDMoundher Mns100% (1)
- TD04 UltrasonsDokument5 SeitenTD04 Ultrasonsnaoufel1706Noch keine Bewertungen
- TD N°2 Maintenance - CNDDokument2 SeitenTD N°2 Maintenance - CNDHB RIMNoch keine Bewertungen
- 3 MagnetoscopieDokument8 Seiten3 MagnetoscopiemounirNoch keine Bewertungen
- Cours CNDDokument104 SeitenCours CNDzouaoua slimaneNoch keine Bewertungen
- Chapitre 1 Et 2 CNDDokument60 SeitenChapitre 1 Et 2 CNDMohammed ElkouhenNoch keine Bewertungen
- Correction Sujet Examen N°2 CNDDokument4 SeitenCorrection Sujet Examen N°2 CNDSerge DzunoNoch keine Bewertungen
- CND RaDokument42 SeitenCND RaAnonymous LyBl88IVkfNoch keine Bewertungen
- MagnetoscopieDokument114 SeitenMagnetoscopieAy Ham100% (1)
- Bergoug AliDokument50 SeitenBergoug Alirac mediaNoch keine Bewertungen
- TP CND RessuageDokument11 SeitenTP CND RessuagesaadNoch keine Bewertungen
- TP UltrasonDokument6 SeitenTP UltrasonFadwa ZRNoch keine Bewertungen
- TP Magnetoscopie RessuageDokument8 SeitenTP Magnetoscopie RessuageJAMEL CHAKCHAKNoch keine Bewertungen
- 02 RessuageDokument67 Seiten02 RessuageElMorsliJaouadNoch keine Bewertungen
- Chapitre 2 Examen Visuel Et MagnetoscopieDokument8 SeitenChapitre 2 Examen Visuel Et Magnetoscopiekhaled kamel BouabdallahNoch keine Bewertungen
- Chap 2CNDDokument9 SeitenChap 2CNDmicipsa AhwaouiNoch keine Bewertungen
- Chapitre 2 CND RessuageDokument29 SeitenChapitre 2 CND RessuageBassma RouaneNoch keine Bewertungen
- Chapitre 2 Examen Visuel Ressuage Examen VisuelDokument5 SeitenChapitre 2 Examen Visuel Ressuage Examen VisuelKarim FathallahNoch keine Bewertungen
- 2665 09 MRP Exercice 2Dokument3 Seiten2665 09 MRP Exercice 2said100% (1)
- Rbib Tps OgpDokument1 SeiteRbib Tps OgpsaidNoch keine Bewertungen
- Chapitre 6 La Thermographie InfrarougeDokument11 SeitenChapitre 6 La Thermographie InfrarougemarzooNoch keine Bewertungen
- 2665 09 MRP Exercice 2Dokument3 Seiten2665 09 MRP Exercice 2said100% (1)
- Examen CSWADokument8 SeitenExamen CSWAsaidNoch keine Bewertungen
- Rbib TPS GmaoDokument1 SeiteRbib TPS GmaosaidNoch keine Bewertungen
- Correction MRP Exemples ExplicatifsDokument8 SeitenCorrection MRP Exemples ExplicatifsLamrani Mohamed100% (2)
- Correction MRP Exemples ExplicatifsDokument8 SeitenCorrection MRP Exemples ExplicatifsLamrani Mohamed100% (2)
- Rbib TPS GmaoDokument1 SeiteRbib TPS GmaosaidNoch keine Bewertungen
- M03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie1-FM-TSMFMDokument70 SeitenM03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie1-FM-TSMFMBrahim Kh50% (2)
- LmmùmùDokument2 SeitenLmmùmùsaidNoch keine Bewertungen
- HKJZJBLKLHDokument3 SeitenHKJZJBLKLHsaidNoch keine Bewertungen
- Securité Industrielle P1Dokument8 SeitenSecurité Industrielle P1saidNoch keine Bewertungen
- JKJLKDokument1 SeiteJKJLKsaidNoch keine Bewertungen
- M PDFDokument1 SeiteM PDFsaidNoch keine Bewertungen
- KM, LKMLDokument9 SeitenKM, LKMLsaidNoch keine Bewertungen
- LmmùmùDokument2 SeitenLmmùmùsaidNoch keine Bewertungen
- Chapitre 5 La Radiographie PDFDokument10 SeitenChapitre 5 La Radiographie PDFsaidNoch keine Bewertungen
- Chapitre 4. Les Ultrasons: Contrôle Non DestructifDokument16 SeitenChapitre 4. Les Ultrasons: Contrôle Non DestructifsaidNoch keine Bewertungen
- Chapitre 2 Examen Visuel PDFDokument6 SeitenChapitre 2 Examen Visuel PDFsaidNoch keine Bewertungen
- Chapitre 6 La Thermographie InfrarougeDokument11 SeitenChapitre 6 La Thermographie InfrarougemarzooNoch keine Bewertungen
- Chapitre 1 Controle Non Destructif GeneralitesDokument7 SeitenChapitre 1 Controle Non Destructif GeneralitesmarzooNoch keine Bewertungen
- KsjbhaeoakDokument10 SeitenKsjbhaeoaksaidNoch keine Bewertungen
- Chapitre 1 Controle Non Destructif GeneralitesDokument7 SeitenChapitre 1 Controle Non Destructif GeneralitesmarzooNoch keine Bewertungen
- Exercices Supplmentaires Me Corrig PDFDokument2 SeitenExercices Supplmentaires Me Corrig PDFsaidNoch keine Bewertungen
- Date Et Jury Des PFE MR MounirDokument1 SeiteDate Et Jury Des PFE MR MounirfefeNoch keine Bewertungen
- Weibull Version2012 PDFDokument26 SeitenWeibull Version2012 PDFMaher HammamiNoch keine Bewertungen
- Correction D PDFDokument5 SeitenCorrection D PDFأشرف مهتديNoch keine Bewertungen
- MTQ PeintureDokument7 SeitenMTQ PeintureCasey RybackNoch keine Bewertungen
- GDM en Oeuvre PrismaDokument101 SeitenGDM en Oeuvre PrismaJulia DragonNoch keine Bewertungen
- Plate-Forme Duree Vie Produits ConstructionDokument4 SeitenPlate-Forme Duree Vie Produits Constructiontaoufiq37100% (1)
- Logistique TRDokument9 SeitenLogistique TRMly Al AminiNoch keine Bewertungen
- Chap 03 ExercicesDokument35 SeitenChap 03 ExercicesmechkourNoch keine Bewertungen
- Elek TonikDokument7 SeitenElek Tonikchabane_148549Noch keine Bewertungen
- Poster AccessoiresDokument1 SeitePoster AccessoiresamjadkreitNoch keine Bewertungen
- Electrical EngineeringDokument338 SeitenElectrical Engineeringvictor1939Noch keine Bewertungen
- CV OuadieDokument1 SeiteCV Ouadieouadie belamaniNoch keine Bewertungen
- Brochure Nathural Gamme ChauxDokument9 SeitenBrochure Nathural Gamme ChauxJoshua JordanNoch keine Bewertungen
- P4-50 Le Management de La PerformanceDokument17 SeitenP4-50 Le Management de La PerformanceLavin Chris JonesNoch keine Bewertungen
- Cours L3 Genie Civil Fondation ImplantationDokument55 SeitenCours L3 Genie Civil Fondation Implantationyaweldi100% (1)
- Catalogue SLAT 2019-2020 FRDokument128 SeitenCatalogue SLAT 2019-2020 FRZoheir Redouane ZahzahNoch keine Bewertungen
- 121 - Ratios Et Efficacité de La MaintenanceDokument5 Seiten121 - Ratios Et Efficacité de La MaintenanceAhmed Nadi100% (1)
- Les Boulons Précontraints Et Non PrécontraintsDokument19 SeitenLes Boulons Précontraints Et Non PrécontraintstarekhocineNoch keine Bewertungen
- Sika Monotop 610AC Nt603Dokument2 SeitenSika Monotop 610AC Nt603reefreef67% (3)
- Rapport D'Expertise Technique Sur La Fonctionnalite Des Locaux de L'Institut Africain Des Industries Culturelles I.A.I.CDokument7 SeitenRapport D'Expertise Technique Sur La Fonctionnalite Des Locaux de L'Institut Africain Des Industries Culturelles I.A.I.CIsma ZerboNoch keine Bewertungen
- Bordereau Des Prix Unitaires ITPRDokument63 SeitenBordereau Des Prix Unitaires ITPRDaniel K KalomboNoch keine Bewertungen
- 5277 9 Les Stages en Milieu ProfessionnelDokument12 Seiten5277 9 Les Stages en Milieu ProfessionnelmarckaitaNoch keine Bewertungen
- Chapitre VII Les Stratégies D'usinageDokument6 SeitenChapitre VII Les Stratégies D'usinageHammam ChouchaneNoch keine Bewertungen
- Etau de Serrage 1 PDFDokument14 SeitenEtau de Serrage 1 PDFAziz ZereiNoch keine Bewertungen
- Manual Recambios H25TPX (2420311060-E09.03) PDFDokument319 SeitenManual Recambios H25TPX (2420311060-E09.03) PDFValoys Miranda100% (1)
- 4 - Mâchoire Mobile - Rapport TechniqueDokument2 Seiten4 - Mâchoire Mobile - Rapport Techniquez9zs5vchyvNoch keine Bewertungen
- TD GmaDokument6 SeitenTD GmaMaxi PlusNoch keine Bewertungen
- TD Goupille Clavette CanneluresDokument2 SeitenTD Goupille Clavette CanneluresIkram KhalfalliNoch keine Bewertungen