Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- MSDS - Mobil Delvac MX 15W-40Dokument10 SeitenMSDS - Mobil Delvac MX 15W-40Tùng AnhNoch keine Bewertungen
- APXXMobil Delvac MX City Logistics 10W30Dokument2 SeitenAPXXMobil Delvac MX City Logistics 10W30Tùng AnhNoch keine Bewertungen
- Engine Analysis: This Service Monitors Engine and Lubricant Conditions To Detect Premature Wear and ContaminationDokument2 SeitenEngine Analysis: This Service Monitors Engine and Lubricant Conditions To Detect Premature Wear and ContaminationTùng AnhNoch keine Bewertungen
- Know The Basics MultithermDokument4 SeitenKnow The Basics MultithermdeerajksNoch keine Bewertungen
- API UpdateDokument26 SeitenAPI UpdateRocio RupayNoch keine Bewertungen
- Advanced Lubrication TrainingDokument2 SeitenAdvanced Lubrication TrainingTùng AnhNoch keine Bewertungen
- WPC User Manual-EGDokument18 SeitenWPC User Manual-EGTùng Anh100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Physics Paper 1 DR Ken ChanDokument19 SeitenPhysics Paper 1 DR Ken Chansuperpooh-1Noch keine Bewertungen
- A Methodology For Engineering Criticality Assessment (ECA) For Offshore PipelinesDokument18 SeitenA Methodology For Engineering Criticality Assessment (ECA) For Offshore PipelinesAgus Budiono100% (1)
- E 993 KatalogDokument488 SeitenE 993 KatalogGigi DuruNoch keine Bewertungen
- Furukawa PD200 PartsListDokument2 SeitenFurukawa PD200 PartsListDavik Budiyana100% (2)
- Sewer Cleaning Parts & Accessories - PipeHunter EquipmentDokument32 SeitenSewer Cleaning Parts & Accessories - PipeHunter EquipmenthaneNoch keine Bewertungen
- Application Center TelehandlersDokument12 SeitenApplication Center TelehandlersQXNNoch keine Bewertungen
- Car SimulatorDokument87 SeitenCar SimulatorJohn SiswantoNoch keine Bewertungen
- Chapter-5 Stresses in BeamsDokument16 SeitenChapter-5 Stresses in BeamsFitsum OmituNoch keine Bewertungen
- Tecumseh Model Tvs90 43000a Parts ListDokument7 SeitenTecumseh Model Tvs90 43000a Parts ListCalo2773Noch keine Bewertungen
- 36185-Paper Cryogenic Treatment - 2Dokument6 Seiten36185-Paper Cryogenic Treatment - 2eshuNoch keine Bewertungen
- Petrochemical Furnaces PDFDokument45 SeitenPetrochemical Furnaces PDFAditya PrajasNoch keine Bewertungen
- DA42 VI SystemsDokument188 SeitenDA42 VI SystemsBen DoverNoch keine Bewertungen
- Hermetic Pumpen Kaelte e 11 2014Dokument28 SeitenHermetic Pumpen Kaelte e 11 2014goodspeed_phNoch keine Bewertungen
- TESP11920R0 LV Raceways & Cable InstallationDokument20 SeitenTESP11920R0 LV Raceways & Cable InstallationPERVEZ AHMAD KHANNoch keine Bewertungen
- Principles of Power GenerationDokument94 SeitenPrinciples of Power Generationhafiz azman83% (6)
- Honda - Labour - Schedule - 1 - 2019Dokument1 SeiteHonda - Labour - Schedule - 1 - 2019Vel MuruganNoch keine Bewertungen
- IITD-Courses-of-Study MEMDokument1 SeiteIITD-Courses-of-Study MEMMohit KumarNoch keine Bewertungen
- Cart Lab Report PREAP PhysicsDokument5 SeitenCart Lab Report PREAP Physicsgongsterr0% (3)
- Mechanical SealsDokument54 SeitenMechanical Sealsajitkk79100% (2)
- R351Dokument3 SeitenR351ArunBaskarNoch keine Bewertungen
- TP6551 MobileOperationDokument48 SeitenTP6551 MobileOperationAnonymous M0OEZEKoGiNoch keine Bewertungen
- MWWSSB 11 Sewer TesRTRting and InpectionDokument5 SeitenMWWSSB 11 Sewer TesRTRting and InpectionZeeshan ShaikNoch keine Bewertungen
- Patent CN101301931ADokument25 SeitenPatent CN101301931AVictor Von DoomNoch keine Bewertungen
- PTP Pre Insulated Pipe Supports CatalogDokument206 SeitenPTP Pre Insulated Pipe Supports Catalogklich77Noch keine Bewertungen
- Safe Operation of ForkliftDokument44 SeitenSafe Operation of Forkliftkarvad100% (1)
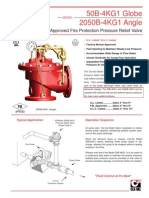
- Main Relief ValveDokument2 SeitenMain Relief ValveJesseNoch keine Bewertungen
- Submittal Data SheetDokument8 SeitenSubmittal Data SheetErickNoch keine Bewertungen
- Mechanical Properties of SolidsDokument29 SeitenMechanical Properties of SolidsManas ThakurNoch keine Bewertungen
- Thermoplastic Tubing: Catalogue 5210/UKDokument15 SeitenThermoplastic Tubing: Catalogue 5210/UKGeo BuzatuNoch keine Bewertungen
- Speed Control of DC MotorsDokument2 SeitenSpeed Control of DC Motorsmsd183wkNoch keine Bewertungen