Das könnte Ihnen auch gefallen
- Modelo de Acta de VecindadDokument2 SeitenModelo de Acta de VecindadFreyder Noreña57% (14)
- Memoria DescriptivaDokument18 SeitenMemoria DescriptivaLeidy EstefanyNoch keine Bewertungen
- 01 - Memoria de Cálculo Estructural - Losa DeportivaDokument33 Seiten01 - Memoria de Cálculo Estructural - Losa DeportivaAlejandra EdithNoch keine Bewertungen
- Presupuesto General Actualizado 2022Dokument12 SeitenPresupuesto General Actualizado 2022Willan Paol Huaman Jimenez100% (1)
- Memoria de Calculo Cobertura MetalicaDokument16 SeitenMemoria de Calculo Cobertura MetalicaRaul Roque100% (2)
- Memoria Malla RaschellDokument9 SeitenMemoria Malla Raschelling_xtiano50% (2)
- Instalación de letrinas sanitarias con biodigestores en QuillashDokument1 SeiteInstalación de letrinas sanitarias con biodigestores en QuillashJhon Edwin Nivin AguedoNoch keine Bewertungen
- Trabajo AplicativoDokument28 SeitenTrabajo AplicativoUdith Irene HerediaNoch keine Bewertungen
- Previo 3. Anatomía Comparada de La Rata y HumanoDokument10 SeitenPrevio 3. Anatomía Comparada de La Rata y HumanoFelipe rodriguez islas100% (1)
- Informe de Practicas Pre ProfesionalesDokument24 SeitenInforme de Practicas Pre ProfesionalesSusan ArmasNoch keine Bewertungen
- Analísis Crítico de La Importancia de La Medicion de Coaching en OrganizacionesDokument4 SeitenAnalísis Crítico de La Importancia de La Medicion de Coaching en OrganizacionesJannier Boy VasquezNoch keine Bewertungen
- Especificaciones TecnicasDokument84 SeitenEspecificaciones TecnicasMimoTromMimoTromNoch keine Bewertungen
- Especificaciones Tecnicas de Panel SolarDokument26 SeitenEspecificaciones Tecnicas de Panel SolarFrank RodriguezNoch keine Bewertungen
- Diseño de Zapata Corrida Losa Reservorio R-10 San Antonio - MoqueguaDokument6 SeitenDiseño de Zapata Corrida Losa Reservorio R-10 San Antonio - MoqueguaWILBER CUTIMBO CHOQUE100% (2)
- Memoria de Calculo Est. MetalicaDokument16 SeitenMemoria de Calculo Est. MetalicaHoower MaloNoch keine Bewertungen
- Especificaciones Técnicas Arquitectura Primera Etapa ObservacionesDokument118 SeitenEspecificaciones Técnicas Arquitectura Primera Etapa ObservacionesJhonson Pajuelo FerrerNoch keine Bewertungen
- 10.-Plano de Detalle de Apoyos-Pg-1Dokument1 Seite10.-Plano de Detalle de Apoyos-Pg-1KoriNoch keine Bewertungen
- Memoria de Calculo FrontonDokument15 SeitenMemoria de Calculo FrontonLuis TejadaNoch keine Bewertungen
- Costos Unitarios Estructuras MetalicasDokument5 SeitenCostos Unitarios Estructuras MetalicasRICHARD DOMINGUEZNoch keine Bewertungen
- TDR Certificado Ambiental Puente GavilanDokument49 SeitenTDR Certificado Ambiental Puente GavilanAndres Aguirre LoayzaNoch keine Bewertungen
- Apus AlmacenDokument23 SeitenApus AlmacenOmar Huaman CorreaNoch keine Bewertungen
- Techo Metálico y CalculoDokument12 SeitenTecho Metálico y CalculoRaul RoqueNoch keine Bewertungen
- Adquisición tubo negro LAC y plancha LAC para mejora baños termalesDokument3 SeitenAdquisición tubo negro LAC y plancha LAC para mejora baños termalesBilson TNoch keine Bewertungen
- VigasDokument54 SeitenVigasMiguel J. Chanca HinostrozaNoch keine Bewertungen
- Analisis PapaDokument27 SeitenAnalisis PapajorgeNoch keine Bewertungen
- Ficha Tecnica Tr4Dokument7 SeitenFicha Tecnica Tr4Cesar Benavente TacoNoch keine Bewertungen
- Especificaciones Tecnicas Nivel Topcon Mod At-B4Dokument3 SeitenEspecificaciones Tecnicas Nivel Topcon Mod At-B4Luther DuranNoch keine Bewertungen
- Metrados Techo de Losa DeportivaDokument5 SeitenMetrados Techo de Losa DeportivaJOSE LUISNoch keine Bewertungen
- Fórmula PolinómicaDokument1 SeiteFórmula PolinómicahendavisNoch keine Bewertungen
- Especificaciones TécnicasDokument27 SeitenEspecificaciones TécnicasSantiago CruzadoNoch keine Bewertungen
- 04.01. Memoria de Calculo de EstructuralDokument22 Seiten04.01. Memoria de Calculo de EstructuralmolinexcavaNoch keine Bewertungen
- 1-Inf 047-Gras SinteticoDokument41 Seiten1-Inf 047-Gras SinteticoHenry Diaz FernandezNoch keine Bewertungen
- Memoria Descriptiva Estruct OkDokument2 SeitenMemoria Descriptiva Estruct Okjosep70Noch keine Bewertungen
- Concreto en Falso Piso Mezcla 1Dokument10 SeitenConcreto en Falso Piso Mezcla 1cristianNoch keine Bewertungen
- Hoja de Vida - Ing. Luis NeciosupDokument6 SeitenHoja de Vida - Ing. Luis NeciosupJoel GonzalesNoch keine Bewertungen
- Especificaciones Tecnicas - AnfiteatroDokument147 SeitenEspecificaciones Tecnicas - AnfiteatroFroilan alvitesNoch keine Bewertungen
- Memoria DescriptivaDokument10 SeitenMemoria DescriptivaAndres Fernandez HidalgoNoch keine Bewertungen
- Memoria Descriptiva Mercado OkDokument5 SeitenMemoria Descriptiva Mercado OkPEDRONoch keine Bewertungen
- Memoria de Calculo HidraulicoDokument2 SeitenMemoria de Calculo HidraulicoConstrumart IngenierosNoch keine Bewertungen
- Calzadura San Miguel - DWGDokument1 SeiteCalzadura San Miguel - DWGWalter Adolfo Colina CajoNoch keine Bewertungen
- Muros No Portantes Cercos Tabiques Norma E.030 y E.070Dokument71 SeitenMuros No Portantes Cercos Tabiques Norma E.030 y E.070David Rodriguez100% (1)
- Expediente TecnicoDokument46 SeitenExpediente TecnicoGermanTLNoch keine Bewertungen
- Terminos Re Referencia Rotura de ProbetasDokument3 SeitenTerminos Re Referencia Rotura de ProbetasFelix Raul Quispe RamosNoch keine Bewertungen
- TDR Techo Tacmara HuanipacaDokument32 SeitenTDR Techo Tacmara HuanipacaJose Miguel Hurtado RojasNoch keine Bewertungen
- Rehabilitación de infraestructura escolar y dotación de equipamientoDokument215 SeitenRehabilitación de infraestructura escolar y dotación de equipamientoClaudia_ReyNoch keine Bewertungen
- Especificaciones Tecnicas Pistas y Vereda PongocochaDokument51 SeitenEspecificaciones Tecnicas Pistas y Vereda PongocochaRuben Palomino PradoNoch keine Bewertungen
- Memoria de Calculo Techo ParabolicoDokument4 SeitenMemoria de Calculo Techo ParabolicoHarol Will PNoch keine Bewertungen
- 4.1.especificaciones Tecnicas Estructuras San Miguel - Polideportivo San MiguelDokument71 Seiten4.1.especificaciones Tecnicas Estructuras San Miguel - Polideportivo San MiguelIngrid Ayala DelgadoNoch keine Bewertungen
- Memoria de Calculo para ColegioDokument38 SeitenMemoria de Calculo para ColegiowilliNoch keine Bewertungen
- Estructuras TECHO PARABOLICODokument1 SeiteEstructuras TECHO PARABOLICORichard Mirez LeivaNoch keine Bewertungen
- Memoria de Cálculo de Coberturas MetálicasDokument22 SeitenMemoria de Cálculo de Coberturas MetálicasFrancisco Favio CoaquiraNoch keine Bewertungen
- Estructuras Memoria de Calculo de Cobertura de Complejo Recreacional PatillosDokument11 SeitenEstructuras Memoria de Calculo de Cobertura de Complejo Recreacional PatillosHector Concha Ascuña100% (1)
- Memoria Descriptiva Sicuani - Saldo de ObraDokument11 SeitenMemoria Descriptiva Sicuani - Saldo de Obrahundertaker21100% (2)
- Verificación de MetradosDokument11 SeitenVerificación de MetradosYeny AquinoNoch keine Bewertungen
- Evaluación económica obras provisionales e instalacionesDokument3 SeitenEvaluación económica obras provisionales e instalacionesfornilNoch keine Bewertungen
- Memoria de Calculo Pase Aereo PaucartamboDokument8 SeitenMemoria de Calculo Pase Aereo PaucartamboAngelMuñozNoch keine Bewertungen
- Especificaciones Tecnicas de ObraDokument64 SeitenEspecificaciones Tecnicas de ObraElvis D. Olivas TimoteoNoch keine Bewertungen
- BuzonesDokument6 SeitenBuzonesalonsold936924Noch keine Bewertungen
- Valorización Mensual #03 - SetiembreDokument23 SeitenValorización Mensual #03 - SetiembreMirzoGuillenVargasNoch keine Bewertungen
- Rejilla en Cuneta TransversalDokument2 SeitenRejilla en Cuneta Transversalschwualb andresNoch keine Bewertungen
- Memoria de Calculo PorticoDokument30 SeitenMemoria de Calculo PorticoPepe Huasasquiche TasaycoNoch keine Bewertungen
- Cartela de platina para apoyo fijo y móvilDokument1 SeiteCartela de platina para apoyo fijo y móvilalfonsoNoch keine Bewertungen
- Espec. Téc. Losa Deportiva SuchimanDokument39 SeitenEspec. Téc. Losa Deportiva SuchimanFreddy Jesus Gonzales MarchenaNoch keine Bewertungen
- Especificaciones Tecnicas para Las Fabricaciones MetalicasDokument8 SeitenEspecificaciones Tecnicas para Las Fabricaciones MetalicasWilfredo Marin AndradeNoch keine Bewertungen
- Soldadura MAG de estructuras de acero al carbono. FMEC0210Von EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Noch keine Bewertungen
- Tesis Udith PRIMERA ENTREGADokument9 SeitenTesis Udith PRIMERA ENTREGAUdith Irene HerediaNoch keine Bewertungen
- Red vial de LambayequeDokument8 SeitenRed vial de LambayequeUdith Irene HerediaNoch keine Bewertungen
- Tesis Udith TERCERA ENTREGADokument70 SeitenTesis Udith TERCERA ENTREGAUdith Irene HerediaNoch keine Bewertungen
- Tesis Udith Segunda ENTREGADokument12 SeitenTesis Udith Segunda ENTREGAUdith Irene HerediaNoch keine Bewertungen
- INTRODUCCIÓNDokument1 SeiteINTRODUCCIÓNUdith Irene HerediaNoch keine Bewertungen
- AAAAAAAAAAAAAADokument188 SeitenAAAAAAAAAAAAAAUdith Irene HerediaNoch keine Bewertungen
- Tesis Udith ModidficadoDokument72 SeitenTesis Udith ModidficadoUdith Irene HerediaNoch keine Bewertungen
- INTRODUCCIONDokument3 SeitenINTRODUCCIONUdith Irene HerediaNoch keine Bewertungen
- PLAN DE EDUCACIÓN AMBIENTAL 2022 BicentenariosDokument22 SeitenPLAN DE EDUCACIÓN AMBIENTAL 2022 BicentenariosUdith Irene HerediaNoch keine Bewertungen
- Tesis Udith CORREGIDO FINALDokument68 SeitenTesis Udith CORREGIDO FINALUdith Irene HerediaNoch keine Bewertungen
- AutorDokument5 SeitenAutorUdith Irene HerediaNoch keine Bewertungen
- Libreta de Notas Del Curso: LEGISLACION POLICIAL I: Student: Sanchez Heredia, Jhonatan SegundoDokument1 SeiteLibreta de Notas Del Curso: LEGISLACION POLICIAL I: Student: Sanchez Heredia, Jhonatan SegundoUdith Irene HerediaNoch keine Bewertungen
- Práctica CalificadaDokument2 SeitenPráctica CalificadaUdith Irene HerediaNoch keine Bewertungen
- Educación ambiental EESTP-PNP-Tarapoto 2022-2026Dokument93 SeitenEducación ambiental EESTP-PNP-Tarapoto 2022-2026Udith Irene HerediaNoch keine Bewertungen
- Foro Documentacion ContableDokument1 SeiteForo Documentacion ContableUdith Irene HerediaNoch keine Bewertungen
- CV Ingeniería Civil UCSSDokument2 SeitenCV Ingeniería Civil UCSSUdith Irene HerediaNoch keine Bewertungen
- Delitos Contra El PatrimonioDokument50 SeitenDelitos Contra El PatrimonioUdith Irene HerediaNoch keine Bewertungen
- CURRÍCULUM VITAE DoraliDokument2 SeitenCURRÍCULUM VITAE DoraliUdith Irene HerediaNoch keine Bewertungen
- Currículum Vitae JhonatanDokument2 SeitenCurrículum Vitae JhonatanUdith Irene HerediaNoch keine Bewertungen
- Proyecto UltimoDokument19 SeitenProyecto UltimoUdith Irene HerediaNoch keine Bewertungen
- Análisis Del Estado de Conservación Del Pavimento Flexible de La Vía de Evitamiento NorteDokument3 SeitenAnálisis Del Estado de Conservación Del Pavimento Flexible de La Vía de Evitamiento NorteUdith Irene HerediaNoch keine Bewertungen
- PortadaDokument1 SeitePortadaUdith Irene HerediaNoch keine Bewertungen
- Educación superior técnica profesional PNP TarapotoDokument53 SeitenEducación superior técnica profesional PNP TarapotoUdith Irene HerediaNoch keine Bewertungen
- 6 - Rof 226Dokument20 Seiten6 - Rof 226elias toledoNoch keine Bewertungen
- 14 - Rof 278Dokument51 Seiten14 - Rof 278Solange Loayza TapiaNoch keine Bewertungen
- PARTE Tapullima Concurrencia MedicaDokument1 SeitePARTE Tapullima Concurrencia MedicaUdith Irene HerediaNoch keine Bewertungen
- Parte ArenasDokument2 SeitenParte ArenasUdith Irene HerediaNoch keine Bewertungen
- PARTE Francis Perez Guevara DEL 26ABR22Dokument10 SeitenPARTE Francis Perez Guevara DEL 26ABR22Udith Irene HerediaNoch keine Bewertungen
- Parte Otitis Del 06abr22Dokument9 SeitenParte Otitis Del 06abr22Udith Irene HerediaNoch keine Bewertungen
- Analisis Del Proseso ConstructivoDokument9 SeitenAnalisis Del Proseso ConstructivoJose de RosasNoch keine Bewertungen
- Horario Yachay TechDokument30 SeitenHorario Yachay TechAntonio Villagómez ChiluisaNoch keine Bewertungen
- Estadistica Descriptiva Semana 15Dokument9 SeitenEstadistica Descriptiva Semana 15Jack CamachoNoch keine Bewertungen
- Región MetropolitanaDokument19 SeitenRegión MetropolitanaGutierrez ErikaNoch keine Bewertungen
- Guia Taller III PC - Gladys 2023Dokument13 SeitenGuia Taller III PC - Gladys 2023Patricia YaveNoch keine Bewertungen
- Delgado Leandro - UrDokument150 SeitenDelgado Leandro - UrLorena Lazo LeivaNoch keine Bewertungen
- TemperaturaDokument12 SeitenTemperaturaJustiniano de la CruzNoch keine Bewertungen
- Matemáticas IDokument285 SeitenMatemáticas Ielsupernino50% (6)
- Reseña Libro - DX Por Pulso - Una Guía ClínicaDokument1 SeiteReseña Libro - DX Por Pulso - Una Guía ClínicaDessirhe LaraNoch keine Bewertungen
- Alexis Arturo Cardona Munguia: Informacion PersonalDokument3 SeitenAlexis Arturo Cardona Munguia: Informacion PersonalMG TRUCKING COMPANYNoch keine Bewertungen
- Elaboracion de Ladrillos de Arcilla Artesanal.Dokument5 SeitenElaboracion de Ladrillos de Arcilla Artesanal.richard aroneNoch keine Bewertungen
- PNL I Nivel 2022-2 InicialDokument5 SeitenPNL I Nivel 2022-2 Inicialluis cruzNoch keine Bewertungen
- 1 Seminario MasaDokument1 Seite1 Seminario MasaMarcos Condorí PacoNoch keine Bewertungen
- Carga Variable y ConstanteDokument6 SeitenCarga Variable y ConstantePliiNxekika PerexNoch keine Bewertungen
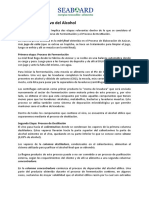
- Proceso Productivo Del AlcoholDokument2 SeitenProceso Productivo Del AlcoholDIANA DELACRUZZNoch keine Bewertungen
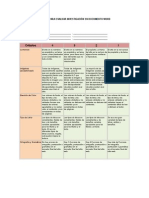
- Rubrica para Evaluar Investigacin en WordDokument1 SeiteRubrica para Evaluar Investigacin en Wordapi-257093331Noch keine Bewertungen
- Formato para Ficha de Insumos y ConsumosDokument4 SeitenFormato para Ficha de Insumos y ConsumosMiranda Rivera PenagosNoch keine Bewertungen
- Nivelacion Fisica 1P UndecimoDokument2 SeitenNivelacion Fisica 1P UndecimoAndres CaipeNoch keine Bewertungen
- Cotizacion de Ventanas Puertas MamparaDokument3 SeitenCotizacion de Ventanas Puertas MamparaJordan RuttiNoch keine Bewertungen
- Caso Clinico Colitis UlcerativaDokument6 SeitenCaso Clinico Colitis UlcerativaMiguel AngelNoch keine Bewertungen
- Tarea 2Dokument5 SeitenTarea 2Bayron Javier Cortes MartinezNoch keine Bewertungen
- Los Indicadores y Su Construccion RizoDokument15 SeitenLos Indicadores y Su Construccion RizoAdriana Escalante RojanoNoch keine Bewertungen
- Ejemplo de Planeación de Auditoría de SistemasDokument30 SeitenEjemplo de Planeación de Auditoría de SistemasEstuardo GarozNoch keine Bewertungen
- 02 Programa Montaje 2013 PDFDokument11 Seiten02 Programa Montaje 2013 PDFGustavo Noel Chavarria CastellanoNoch keine Bewertungen
- Proyecto de Investigación Modificado - Grupo N°05Dokument20 SeitenProyecto de Investigación Modificado - Grupo N°05Cristian Mondragon MalcaNoch keine Bewertungen
- Cuenca YauliDokument12 SeitenCuenca YauliEslijyJYNoch keine Bewertungen