Das könnte Ihnen auch gefallen
- Dosificación de mezclas para bloques de hormigónVon EverandDosificación de mezclas para bloques de hormigónNoch keine Bewertungen
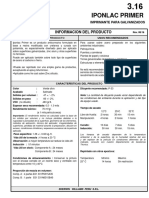
- 3.16 Iponlac PrimerDokument4 Seiten3.16 Iponlac PrimerPeter CallánNoch keine Bewertungen
- Base PROMASTIC 89 MP 1Dokument2 SeitenBase PROMASTIC 89 MP 1Jesus YarlequeNoch keine Bewertungen
- Zinc Clad IV Epoxy Zinc PrimerDokument4 SeitenZinc Clad IV Epoxy Zinc Primerrmontero81100% (1)
- Esmalte Epoxico KBDokument2 SeitenEsmalte Epoxico KBCinthia CarranzaNoch keine Bewertungen
- Pintura de Acabado - Ultramastic - 850 - HSHBDokument2 SeitenPintura de Acabado - Ultramastic - 850 - HSHBrooseveltNoch keine Bewertungen
- Sumadur FC HS Plus - EsDokument2 SeitenSumadur FC HS Plus - EscesarNoch keine Bewertungen
- 5.1 Sumatane HS PDFDokument4 Seiten5.1 Sumatane HS PDFcerorideNoch keine Bewertungen
- Sumadur FC HP - Español PDFDokument2 SeitenSumadur FC HP - Español PDFHaydé Miranda MantillaNoch keine Bewertungen
- 03 Inspeccion Arenado de EstructurasDokument8 Seiten03 Inspeccion Arenado de EstructuraswilliamcdNoch keine Bewertungen
- Zinc Clad 60Dokument4 SeitenZinc Clad 60Aldo Yabar50% (2)
- ZINC CLAD IV 80 - HTDokument4 SeitenZINC CLAD IV 80 - HTJackelin Mayra100% (1)
- 6.2 Zinc Clad 60Dokument4 Seiten6.2 Zinc Clad 60Cesar Tineo Salazar0% (1)
- Duraplate UHSDokument4 SeitenDuraplate UHSDaisy Reyna PadillaNoch keine Bewertungen
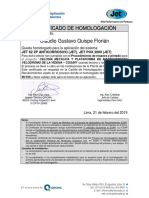
- Certificado de Homologacion-J62zp - Jp2000-Claudio QuispeDokument1 SeiteCertificado de Homologacion-J62zp - Jp2000-Claudio QuispeLuis Alexander Cristobal Ubaldo100% (1)
- Ficha Tecnica SoldinoxDokument1 SeiteFicha Tecnica SoldinoxJaimeRubenLLoqueBorda100% (1)
- Macropoxy 851Dokument4 SeitenMacropoxy 851Luis Miguel Cervantes Huanca100% (1)
- Procedimiento Del Granallado y Pintura de Estructuras MetálicasDokument4 SeitenProcedimiento Del Granallado y Pintura de Estructuras MetálicasElvis Jelvisj100% (2)
- Capacitacion - Homologacion de Pintores - VijicsaDokument44 SeitenCapacitacion - Homologacion de Pintores - VijicsaErich Escobar67% (3)
- Vencelatex Mate PDFDokument2 SeitenVencelatex Mate PDFcristhianNoch keine Bewertungen
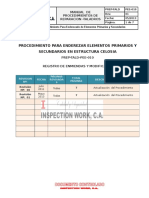
- Procedimiento de Enderezado de EstructuraDokument7 SeitenProcedimiento de Enderezado de EstructuraJesus CacharucoNoch keine Bewertungen
- AST03-P09 - Especificaciones Tecnicas para Arenado y Pintado de Naves v06Dokument13 SeitenAST03-P09 - Especificaciones Tecnicas para Arenado y Pintado de Naves v06jassely100% (4)
- Base Zincromato Anypsa - Tipo, Acabado, Mezcla, Etc PDFDokument2 SeitenBase Zincromato Anypsa - Tipo, Acabado, Mezcla, Etc PDFJeysonDiazYcocheaNoch keine Bewertungen
- Fasti Mastic 850Dokument2 SeitenFasti Mastic 850Javier Zea Macizo100% (6)
- Recmastic 870 HSHBDokument2 SeitenRecmastic 870 HSHBHector Suarez100% (1)
- Manual de Mantenimiento Barandas y Carpinteria Metalica.Dokument2 SeitenManual de Mantenimiento Barandas y Carpinteria Metalica.Fátima HerediaNoch keine Bewertungen
- HT Epomar TTF 527Dokument2 SeitenHT Epomar TTF 527Saul Antayhua0% (1)
- BT Inorganico de Zinc Rezinc DFT 900Dokument3 SeitenBT Inorganico de Zinc Rezinc DFT 900MaricelSoledadTorrijosZuñigaNoch keine Bewertungen
- Procedimiento de Resane de Pintura Según SSPCDokument6 SeitenProcedimiento de Resane de Pintura Según SSPCJoni FdNoch keine Bewertungen
- Certificado de Calidad CellocordDokument1 SeiteCertificado de Calidad CellocordOllalex Dota100% (1)
- Recmastic 870 HSHBDokument2 SeitenRecmastic 870 HSHBCARLANoch keine Bewertungen
- Z02004P ZincCladIV80 011013Dokument4 SeitenZ02004P ZincCladIV80 011013Francisco Silva Toledo100% (1)
- 2742 Fastipoxi 700Dokument2 Seiten2742 Fastipoxi 700Javier Zea MacizoNoch keine Bewertungen
- Ficha Técnica - Duraplate 301W PDFDokument4 SeitenFicha Técnica - Duraplate 301W PDFNelson Marcelo Vera MendozaNoch keine Bewertungen
- b.Z01620P - Fast Zinc ReinforcedDokument2 Seitenb.Z01620P - Fast Zinc ReinforcedVictor Hugo Bustos Beltran100% (5)
- Ft-106 Golmastic 850 HSHBDokument2 SeitenFt-106 Golmastic 850 HSHBCRISTIAN LIZARASO PÉREZ100% (1)
- HT Rethane Hs 650 Rev0220Dokument2 SeitenHT Rethane Hs 650 Rev0220Roģêř CołâņâNoch keine Bewertungen
- FT Rethane 650Dokument5 SeitenFT Rethane 650Erick Parrap ParadaNoch keine Bewertungen
- Transformador de OxidoDokument2 SeitenTransformador de OxidoVladimir E. Balvin100% (2)
- Procedimiento de Granallado y Pintado-GeneralDokument6 SeitenProcedimiento de Granallado y Pintado-GeneralLiz Liz67% (12)
- Procedimiento Resane Exterior de Tuberias ACI Multiproposito Rev ADokument14 SeitenProcedimiento Resane Exterior de Tuberias ACI Multiproposito Rev ARichitzo100% (1)
- Procedimiento de Trabajo para Tintes PenetrantesDokument4 SeitenProcedimiento de Trabajo para Tintes PenetrantesDavid Aliaga Sayas0% (1)
- 004-Procedimiento de ARENADO Y PINTURA DE ESTRUCTURAS MET+ÇLICAS EN TALLER Y CAMPO FINALDokument13 Seiten004-Procedimiento de ARENADO Y PINTURA DE ESTRUCTURAS MET+ÇLICAS EN TALLER Y CAMPO FINALLeonardo Benites67% (3)
- SSPC-AB3 - Abrasivos Metálicos FerrososDokument8 SeitenSSPC-AB3 - Abrasivos Metálicos FerrososMartin Aldave100% (1)
- HT Epomax HB 85 V05Dokument2 SeitenHT Epomax HB 85 V05Freddy Taipe Cru100% (3)
- Deterjet 20Dokument1 SeiteDeterjet 20lualtovenNoch keine Bewertungen
- Procediminto de Aplicacion de Recubrimiento Esquema 6 y 7y Resnaes en Instalaciones Superficiales Taller y Obra Rev1Dokument27 SeitenProcediminto de Aplicacion de Recubrimiento Esquema 6 y 7y Resnaes en Instalaciones Superficiales Taller y Obra Rev1jorge9enrique9marin9Noch keine Bewertungen
- 1 Ficha Tecnica Polyguard RD-6 2019 PDFDokument2 Seiten1 Ficha Tecnica Polyguard RD-6 2019 PDFMarcosNoch keine Bewertungen
- Ficha Técnica de Tornillos Autoperforantes PDFDokument7 SeitenFicha Técnica de Tornillos Autoperforantes PDFCarlos AsparrinNoch keine Bewertungen
- Procedimiento de Resane en ObraDokument9 SeitenProcedimiento de Resane en ObraArturex OrbeNoch keine Bewertungen
- FICHA TECNICA - Malla Electrosoldada de 2X2 #10 - GalvanizadoDokument1 SeiteFICHA TECNICA - Malla Electrosoldada de 2X2 #10 - GalvanizadoCArloz Rosadio CabelloNoch keine Bewertungen
- 5.1 Sumatane HsDokument4 Seiten5.1 Sumatane HsCesar Tineo SalazarNoch keine Bewertungen
- Macropoxy 646 PrimerDokument4 SeitenMacropoxy 646 PrimerFiorela TerronesNoch keine Bewertungen
- 3.3 Iponlac Primer PDFDokument4 Seiten3.3 Iponlac Primer PDFkoyiatNoch keine Bewertungen
- Iponlac PrimerDokument4 SeitenIponlac PrimerAlfonso ChNoch keine Bewertungen
- 3.3 Iponlac PrimerDokument4 Seiten3.3 Iponlac PrimerJamer CruzadoNoch keine Bewertungen
- Sumazinc 278 PEDokument4 SeitenSumazinc 278 PEJose ValdiviaNoch keine Bewertungen
- I Pon Lac PrimerDokument4 SeitenI Pon Lac PrimerReynaldo Ruiz MendozaNoch keine Bewertungen
- Ficha Tecnica EsmalteIponlac331Dokument4 SeitenFicha Tecnica EsmalteIponlac331Andres Terrada50% (2)
- Unizinc Epox 900Dokument2 SeitenUnizinc Epox 900Roger FarjeNoch keine Bewertungen
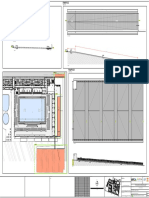
- C VMT Inf Sac Ar G ZZ PLD MTL0003 R3Dokument1 SeiteC VMT Inf Sac Ar G ZZ PLD MTL0003 R3RUDYNoch keine Bewertungen
- Transportador Helicoidal en 1336 ModelDokument1 SeiteTransportador Helicoidal en 1336 ModelRUDYNoch keine Bewertungen
- MQ 22746 - 2018 - Consorcio Sacyr - Saceem - Oferta EconomicaDokument2 SeitenMQ 22746 - 2018 - Consorcio Sacyr - Saceem - Oferta EconomicaRUDYNoch keine Bewertungen
- C Cpa Inf Sac Ar G WP PLN L010002 R3Dokument1 SeiteC Cpa Inf Sac Ar G WP PLN L010002 R3RUDYNoch keine Bewertungen
- C-CPA-INF-SAC-AR-G-WP-DET-MTL0030-R1 (Recuperado)Dokument1 SeiteC-CPA-INF-SAC-AR-G-WP-DET-MTL0030-R1 (Recuperado)RUDYNoch keine Bewertungen
- C-CPA-INF-SAC-AR-G-WP-DET-MTL0041-R0 (Recuperado 1)Dokument1 SeiteC-CPA-INF-SAC-AR-G-WP-DET-MTL0041-R0 (Recuperado 1)RUDYNoch keine Bewertungen
- t3 Gesima WaDokument2 Seitent3 Gesima WaMarco MarcosNoch keine Bewertungen
- Matriz Leopold Ev ASP Impactos Ambientales GDokument18 SeitenMatriz Leopold Ev ASP Impactos Ambientales GRicardo Alcantara SanchezNoch keine Bewertungen
- Matriz Leopold Ev ASP Impactos Ambientales GDokument18 SeitenMatriz Leopold Ev ASP Impactos Ambientales GRicardo Alcantara SanchezNoch keine Bewertungen
- Cartilla InfraccionesDokument48 SeitenCartilla InfraccionesJacob Axl CRNoch keine Bewertungen
- Lectura - Desastres NaturalesDokument2 SeitenLectura - Desastres NaturalesEve Calixto alvitesNoch keine Bewertungen
- Ficha Tecnica Co 2Dokument2 SeitenFicha Tecnica Co 2RUDYNoch keine Bewertungen
- RM #200 2015 MinamDokument3 SeitenRM #200 2015 MinamWilly Cieza MestanzaNoch keine Bewertungen
- DS N°001-2012 Minam RaeeDokument10 SeitenDS N°001-2012 Minam Raeemagnamo100% (1)
- Practica Estándar paraDokument41 SeitenPractica Estándar paraJose ChamorroNoch keine Bewertungen
- 17 (1) - DesbloqueadoDokument22 Seiten17 (1) - DesbloqueadoKRISSID AREOLANoch keine Bewertungen
- Farmacología MédicaDokument2 SeitenFarmacología MédicaMiguel Leonardo BielakNoch keine Bewertungen
- PRACTICA 01 Densidades PesoDokument12 SeitenPRACTICA 01 Densidades PesoernestoNoch keine Bewertungen
- Describiendo Un Organigrama de Recursos HumanosDokument8 SeitenDescribiendo Un Organigrama de Recursos HumanosBomer FTNoch keine Bewertungen
- Mem. DescriptivaDokument21 SeitenMem. DescriptivaJosé L. Palacios EspezaNoch keine Bewertungen
- Analitico - Local Comunal de IngahuasiDokument1 SeiteAnalitico - Local Comunal de IngahuasicieloNoch keine Bewertungen
- GUÍA de ESTUDIO QUÍMICA I 2a CORTEDokument17 SeitenGUÍA de ESTUDIO QUÍMICA I 2a CORTETade ZzzNoch keine Bewertungen
- 1 - LA PUBERTAD Y LA ADOLESCENCIA (Delval, Juan)Dokument11 Seiten1 - LA PUBERTAD Y LA ADOLESCENCIA (Delval, Juan)Eliud Guerrero100% (1)
- Manual de Uso y Mantenimiento EdificioDokument34 SeitenManual de Uso y Mantenimiento EdificioAlexis Erik Torrez DazaNoch keine Bewertungen
- Guia Practica Pastos CultivadosDokument20 SeitenGuia Practica Pastos CultivadoslcoaguilapNoch keine Bewertungen
- Cultivos Tropicales 0258-5936: Issn: Revista@inca - Edu.cuDokument7 SeitenCultivos Tropicales 0258-5936: Issn: Revista@inca - Edu.cuPriscila N Gomez TeyerNoch keine Bewertungen
- Bases Físicas de La EcografíaDokument79 SeitenBases Físicas de La Ecografíaterebgarcia100% (2)
- ENCURTIDOSDokument21 SeitenENCURTIDOSMelita AndreaNoch keine Bewertungen
- Licitaciones Julio - Octubre 2014Dokument138 SeitenLicitaciones Julio - Octubre 2014Gabriel RMNoch keine Bewertungen
- Historia de La Gastronomia MundialDokument4 SeitenHistoria de La Gastronomia Mundialrebeca velasque guerraNoch keine Bewertungen
- Inevitable - J#2)Dokument152 SeitenInevitable - J#2)Katia Tome Garcia100% (1)
- Historia Clinica Cistitis AgudaDokument2 SeitenHistoria Clinica Cistitis AgudaJosue MedinaNoch keine Bewertungen
- Informe PreliminarDokument10 SeitenInforme PreliminarCristian UribeNoch keine Bewertungen
- Necesidades de Agua de Los CultivosDokument8 SeitenNecesidades de Agua de Los Cultivosanon-497782100% (1)
- El Orgasmo Más Largo de Tu VidaDokument5 SeitenEl Orgasmo Más Largo de Tu VidaAna Altagracia García Marte100% (1)
- Anexo 2 - Cronograma CCE-EICP-IDI-02 LicitaciónDokument1 SeiteAnexo 2 - Cronograma CCE-EICP-IDI-02 LicitaciónLicitaciones ColombiaNoch keine Bewertungen
- PradoDokument17 SeitenPradoMarcos ArgüelloNoch keine Bewertungen
- Grupo403018 - 127 .....Dokument13 SeitenGrupo403018 - 127 .....norma trujilloNoch keine Bewertungen
- Cuadro Salud ReproductivaDokument6 SeitenCuadro Salud ReproductivaMayela FloresNoch keine Bewertungen
- Paci TeaDokument2 SeitenPaci TeaMary Aravena0% (1)
- Culturas Hidráulicas AmazónicasDokument19 SeitenCulturas Hidráulicas AmazónicasLiam tiliner100% (2)
- ÁTOMOS Y MOLÉCULAS Unidad 2 Clase 1Dokument28 SeitenÁTOMOS Y MOLÉCULAS Unidad 2 Clase 1Master CursosNoch keine Bewertungen
- 12 Ventajas y Desventajas Del PetróleoDokument8 Seiten12 Ventajas y Desventajas Del PetróleoAriel Mendez AyalaNoch keine Bewertungen
- Calidad Servicios de SaludDokument8 SeitenCalidad Servicios de SaludJoan Humberto Sil VasquezNoch keine Bewertungen
- ATLANTICDokument24 SeitenATLANTICHector FrittizNoch keine Bewertungen