Das könnte Ihnen auch gefallen
- Control of Quality Control ManualDokument25 SeitenControl of Quality Control ManualWahyu HarisantoNoch keine Bewertungen
- Quality ControlDokument51 SeitenQuality ControlOprisor CostinNoch keine Bewertungen
- Magnetic Particle Examination Procedure: Document No.: POS-MT-01 Rev.01Dokument11 SeitenMagnetic Particle Examination Procedure: Document No.: POS-MT-01 Rev.01Nguyen Anh TuanNoch keine Bewertungen
- Certification Body Requirements: Section 7Dokument20 SeitenCertification Body Requirements: Section 7Nagasimha A RNoch keine Bewertungen
- Quality Management System ManualDokument26 SeitenQuality Management System ManualtalhaNoch keine Bewertungen
- Qam 3Dokument35 SeitenQam 3Arunachalam AvanashiNoch keine Bewertungen
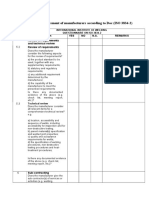
- Check List For Assessment of Manufacturers According To Doc (ISO 3834-2)Dokument5 SeitenCheck List For Assessment of Manufacturers According To Doc (ISO 3834-2)Brijesh KumarNoch keine Bewertungen
- Supplier ITP Inspection PlanDokument4 SeitenSupplier ITP Inspection PlanHassan SajidNoch keine Bewertungen
- Procedure For Management Review: Punyam Manufacturing INCDokument3 SeitenProcedure For Management Review: Punyam Manufacturing INCSoumitra HalderNoch keine Bewertungen
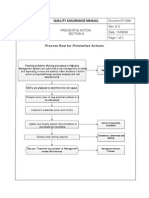
- Quality Assurance Manual Process FlowDokument2 SeitenQuality Assurance Manual Process FlowNgonidzashe ZvarevasheNoch keine Bewertungen
- NABL 103 Doc Chemical Testing LaboratoryDokument30 SeitenNABL 103 Doc Chemical Testing LaboratoryKaushik SenguptaNoch keine Bewertungen
- Quality Manual1111Dokument35 SeitenQuality Manual1111Nizar KhalidNoch keine Bewertungen
- Welding VI ProcedureDokument5 SeitenWelding VI Proceduretri_bobNoch keine Bewertungen
- Quality Aspects: Personal QualificationDokument3 SeitenQuality Aspects: Personal QualificationShahazad ShaikNoch keine Bewertungen
- Pcn/Gen Appendix F3.1 Issue 2 Rev ADokument13 SeitenPcn/Gen Appendix F3.1 Issue 2 Rev AaboutdestinyNoch keine Bewertungen
- Calibration Procedure FOR Calipers General: Technical ManualDokument8 SeitenCalibration Procedure FOR Calipers General: Technical ManualrcmetrologyNoch keine Bewertungen
- NDT Personnel Qualification RequirementsDokument4 SeitenNDT Personnel Qualification RequirementsMuthumonickamNoch keine Bewertungen
- Quality Assurance and ControlDokument55 SeitenQuality Assurance and ControlACHESNoch keine Bewertungen
- PCN requirements for employer-specific NDT certificationDokument12 SeitenPCN requirements for employer-specific NDT certificationtomcan100% (1)
- BCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFDokument8 SeitenBCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFMani Rathinam RajamaniNoch keine Bewertungen
- SOP 24 Standard Operating Procedure For Calibration of Stopwatches and Timing DevicesDokument10 SeitenSOP 24 Standard Operating Procedure For Calibration of Stopwatches and Timing DevicesAli RizviNoch keine Bewertungen
- QSV 2 Product Release Procedure EN 01Dokument6 SeitenQSV 2 Product Release Procedure EN 01prashanthNoch keine Bewertungen
- IRIS Rev Vs IS022163 Correlation Matrix 1Dokument6 SeitenIRIS Rev Vs IS022163 Correlation Matrix 1Centre For Total Quality ManagementNoch keine Bewertungen
- ISO 9712:2012 International Standard Non Destructive Testing - Qualification and Certification of NDT PersonnelDokument1 SeiteISO 9712:2012 International Standard Non Destructive Testing - Qualification and Certification of NDT PersonnelClayton CalvertNoch keine Bewertungen
- Quality Management System Manual QM-QUA-001: Nelson-Miller IncDokument34 SeitenQuality Management System Manual QM-QUA-001: Nelson-Miller IncAbd Zouhier100% (1)
- AB-518b Quality Manual and Audit ChecklistDokument24 SeitenAB-518b Quality Manual and Audit ChecklistStan Lee PaulsonNoch keine Bewertungen
- PCN Certification Procedure GuideDokument7 SeitenPCN Certification Procedure GuidetomcanNoch keine Bewertungen
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDokument26 SeitenNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosNoch keine Bewertungen
- PSL57WIRDokument4 SeitenPSL57WIRmusaismail8863Noch keine Bewertungen
- Pondy Die Casting Gauge Calibration Master ListDokument35 SeitenPondy Die Casting Gauge Calibration Master Listkrichenaraj6931100% (1)
- QCP & Report Rev 03Dokument30 SeitenQCP & Report Rev 03Heri FebriyantoNoch keine Bewertungen
- Gate & Globe PDFDokument0 SeitenGate & Globe PDFZoebairNoch keine Bewertungen
- Resume Suda Mara IDokument5 SeitenResume Suda Mara IMd AkhtarNoch keine Bewertungen
- Thermax Engineering OHS Procedure ControlDokument3 SeitenThermax Engineering OHS Procedure ControlNagendra Kumar SinghNoch keine Bewertungen
- WENS Quality Assurance Level 3 NDT Certification InformationDokument12 SeitenWENS Quality Assurance Level 3 NDT Certification Informationkoib789Noch keine Bewertungen
- PCN Certification for Non-Destructive TestingDokument7 SeitenPCN Certification for Non-Destructive TestingtomcanNoch keine Bewertungen
- DFC 4.1Dokument1 SeiteDFC 4.1Muhammad WaqasNoch keine Bewertungen
- ASNT L3 ApplicationDokument12 SeitenASNT L3 ApplicationErick PachasNoch keine Bewertungen
- QCS 03.02 Quality Inspection ProcedureDokument18 SeitenQCS 03.02 Quality Inspection ProcedureNguyễn Hoàng DũngNoch keine Bewertungen
- Emg Cal ManualDokument48 SeitenEmg Cal ManualngoalongdochanhNoch keine Bewertungen
- QMS P 008 Procedure For Liquid Penetrant Testing Revision 0Dokument9 SeitenQMS P 008 Procedure For Liquid Penetrant Testing Revision 0Jai BhandariNoch keine Bewertungen
- Equipment Calibration and Maintenance 12 18 2017 PDFDokument6 SeitenEquipment Calibration and Maintenance 12 18 2017 PDFdr.esmailmm salahNoch keine Bewertungen
- (Signed) Quality Manual Revision K 7th EditionDokument32 Seiten(Signed) Quality Manual Revision K 7th EditionCricri Cri100% (1)
- IS-2285 - 2003 - Cast Iron Surface Plates PDFDokument17 SeitenIS-2285 - 2003 - Cast Iron Surface Plates PDFkgkganesh8116Noch keine Bewertungen
- VT & PT - NotesDokument10 SeitenVT & PT - Notessanjeev sahota100% (1)
- Ea 4 15 G Rev01 May 2015 Rev PDFDokument24 SeitenEa 4 15 G Rev01 May 2015 Rev PDFandrej_voloscuk13Noch keine Bewertungen
- ISO 9000 2015 (En) Quality Management Systems - Fundamentals and VocabularyDokument23 SeitenISO 9000 2015 (En) Quality Management Systems - Fundamentals and VocabularyPaulino MutomboNoch keine Bewertungen
- MF Group of Industries: RISK MANAGEMENT-CORE PROCESS - Quality AssuranceDokument2 SeitenMF Group of Industries: RISK MANAGEMENT-CORE PROCESS - Quality AssuranceRohit VishwakarmaNoch keine Bewertungen
- Draft QPADokument3 SeitenDraft QPASams Romantiz S'bontothlzNoch keine Bewertungen
- ISO 90012015 Documents & Records ListDokument10 SeitenISO 90012015 Documents & Records ListKhaja Shanawaz UddinNoch keine Bewertungen
- QF Qa 30 Visual Dimension Final Inspection ReportDokument8 SeitenQF Qa 30 Visual Dimension Final Inspection ReportVikas Mani TripathiNoch keine Bewertungen
- Control of Monitoring and Measuring EquipmentDokument3 SeitenControl of Monitoring and Measuring EquipmentLinda Setya WatiNoch keine Bewertungen
- ISO 9001 2015 Quality Management System RequirementDokument4 SeitenISO 9001 2015 Quality Management System RequirementVincent S RyanNoch keine Bewertungen
- Procedure Progress ISO 3834 2 PDFDokument3 SeitenProcedure Progress ISO 3834 2 PDFKumar DNoch keine Bewertungen
- Visual Examination ProcedureDokument23 SeitenVisual Examination ProcedureEdAlmNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Quality Assurance Process A Complete Guide - 2020 EditionVon EverandQuality Assurance Process A Complete Guide - 2020 EditionNoch keine Bewertungen
- QA QC ManualDokument25 SeitenQA QC ManualWaldo At100% (1)
- QC ManualDokument65 SeitenQC Manualrichard nagassarNoch keine Bewertungen
- Welder Performance Qualification (WPQ)Dokument1 SeiteWelder Performance Qualification (WPQ)JBStringerNoch keine Bewertungen
- WPQRDokument1 SeiteWPQRJBStringerNoch keine Bewertungen
- Welder Performance Qualification (WPQ)Dokument1 SeiteWelder Performance Qualification (WPQ)JBStringerNoch keine Bewertungen
- WPQR Record for Welder Jaun Velez FCAW ProcessDokument1 SeiteWPQR Record for Welder Jaun Velez FCAW ProcessJBStringerNoch keine Bewertungen
- Facility SurveyDokument2 SeitenFacility SurveyJBStringerNoch keine Bewertungen
- Report PDFDokument2 SeitenReport PDFJBStringerNoch keine Bewertungen
- CleanCalculator 560 PDFDokument1 SeiteCleanCalculator 560 PDFJBStringerNoch keine Bewertungen
- LB Folster Test PlatesDokument2 SeitenLB Folster Test PlatesJBStringerNoch keine Bewertungen
- Invoice: Square Footage Type of Clean FrequencyDokument1 SeiteInvoice: Square Footage Type of Clean FrequencyJBStringerNoch keine Bewertungen
- NAVSEA T9074 As GIB 010 271 Requirements For Nondestructive Testing MethodsDokument118 SeitenNAVSEA T9074 As GIB 010 271 Requirements For Nondestructive Testing MethodsAle FatalaNoch keine Bewertungen
- Florida Homestead AplicationDokument4 SeitenFlorida Homestead AplicationJohn DollNoch keine Bewertungen
- American Legalnet, IncDokument1 SeiteAmerican Legalnet, IncJBStringerNoch keine Bewertungen
- DT-5240 Qc-11-Smaw-1Dokument1 SeiteDT-5240 Qc-11-Smaw-1JBStringerNoch keine Bewertungen
- DT-5240 Qc-11-Smaw-1Dokument1 SeiteDT-5240 Qc-11-Smaw-1JBStringerNoch keine Bewertungen
- Sika PDS - E - Sarnafil G 476 PDFDokument3 SeitenSika PDS - E - Sarnafil G 476 PDFlwin_oo2435Noch keine Bewertungen
- Super GlossDokument1.519 SeitenSuper GlossIvan Pinto33% (3)
- Brosur EssabDokument8 SeitenBrosur Essabbintang sentanuNoch keine Bewertungen
- Data Sheet 30 - 30Dokument4 SeitenData Sheet 30 - 30Robertho DoloresNoch keine Bewertungen
- Welding MachineDokument36 SeitenWelding MachineRandhir Rana100% (1)
- Korean Construction SpecificationDokument24 SeitenKorean Construction SpecificationOnnuri WonNoch keine Bewertungen
- Asme Section II A-2 Sa-487 Sa-487mDokument8 SeitenAsme Section II A-2 Sa-487 Sa-487mAnonymous GhPzn1xNoch keine Bewertungen
- Otc Ax-V4Dokument2 SeitenOtc Ax-V4Cesar A.C ZapateiroNoch keine Bewertungen
- I Et 30101m 1200 200 p4x 001 - 0 - Prelim PDFDokument821 SeitenI Et 30101m 1200 200 p4x 001 - 0 - Prelim PDFluizsavinoNoch keine Bewertungen
- 2016 Electrical Standards Products Guide PDFDokument93 Seiten2016 Electrical Standards Products Guide PDFABELWALIDNoch keine Bewertungen
- ESAB Fabricator EM500i - Complete SetDokument7 SeitenESAB Fabricator EM500i - Complete SetElwyn Rahmat HidayatNoch keine Bewertungen
- Astm A333Dokument7 SeitenAstm A333TimNoch keine Bewertungen
- Polyethylene Price List enDokument28 SeitenPolyethylene Price List enᕨᖆᕢᘙᖱ ᒸᕢᖽᐸᓎNoch keine Bewertungen
- Materials MSDSGold MSDSVendors 2021 February 16 00-46-49-831 AM1Dokument260 SeitenMaterials MSDSGold MSDSVendors 2021 February 16 00-46-49-831 AM1Rani NoumanNoch keine Bewertungen
- Metrode Dissimilar Consumable SelectorDokument7 SeitenMetrode Dissimilar Consumable SelectorClaudia MmsNoch keine Bewertungen
- Package II Part I.3 Civil BOQ For Security BuildingDokument20 SeitenPackage II Part I.3 Civil BOQ For Security Buildingdox4useNoch keine Bewertungen
- Catalogue Revolloy Welding ConsumablesDokument30 SeitenCatalogue Revolloy Welding ConsumablesAdi SutardiNoch keine Bewertungen
- Quality Control Plan: ClientDokument7 SeitenQuality Control Plan: ClienteliiiiiiNoch keine Bewertungen
- Practice Quiz On Electric WeldingDokument4 SeitenPractice Quiz On Electric WeldingcisnarF100% (1)
- Experimental Investigation For Welding Aspects of Stainless Steel 310 For The Process of TIG Welding PDFDokument7 SeitenExperimental Investigation For Welding Aspects of Stainless Steel 310 For The Process of TIG Welding PDFfaisalNoch keine Bewertungen
- Offshore Codes DNV-OS-C201 - Structural Design of Offshore Units (WSD Method) PDFDokument88 SeitenOffshore Codes DNV-OS-C201 - Structural Design of Offshore Units (WSD Method) PDFViswanathan NaraNoch keine Bewertungen
- A 595 - 98 R02 Qtu5ns05ofiwmgDokument3 SeitenA 595 - 98 R02 Qtu5ns05ofiwmgLUISALBERTO06011985Noch keine Bewertungen
- Manual Fronius 400i PDFDokument228 SeitenManual Fronius 400i PDFDiego AmadorNoch keine Bewertungen
- Abdullah Alshaghab - CV - March 2016Dokument3 SeitenAbdullah Alshaghab - CV - March 2016Ahmad fayyazNoch keine Bewertungen
- Roxbin Sem RepDokument48 SeitenRoxbin Sem RepAlan MathewNoch keine Bewertungen
- AWS - PASS Pocket Series - The Professional's Advisor - Welding of Stainless Steels - Campbell 1999Dokument92 SeitenAWS - PASS Pocket Series - The Professional's Advisor - Welding of Stainless Steels - Campbell 1999Arnold Jose Batista RodriguezNoch keine Bewertungen
- Acme Stamping Data SetDokument5 SeitenAcme Stamping Data SetMazhar FaridNoch keine Bewertungen
- Approval of Welding Electrodes, Filler Wires and FluxesDokument13 SeitenApproval of Welding Electrodes, Filler Wires and FluxesRakesh Ranjan100% (2)
- 6.basic Workshop Practice-I PDFDokument13 Seiten6.basic Workshop Practice-I PDFPreethamgowda PreciousNoch keine Bewertungen
- Basic Requirements WeldingDokument7 SeitenBasic Requirements Weldingbrpnaidu2157100% (1)