Das könnte Ihnen auch gefallen
- AN3025Dokument2 SeitenAN3025PalmNoch keine Bewertungen
- Pickled and Oiled Steel CoilsDokument36 SeitenPickled and Oiled Steel CoilsX800XLNoch keine Bewertungen
- 220 - 800 EBG O Terminating InstructionDokument17 Seiten220 - 800 EBG O Terminating InstructionMario DaniloNoch keine Bewertungen
- 2.bien Phap Thi Cong Ong GioDokument19 Seiten2.bien Phap Thi Cong Ong GioQuang Do HoangNoch keine Bewertungen
- Operating Manual: Inverter Series AC/DC Pulse TIG Welding MachinesDokument40 SeitenOperating Manual: Inverter Series AC/DC Pulse TIG Welding MachinesTran Anh LeNoch keine Bewertungen
- AN101 TO220 GuidelinesDokument4 SeitenAN101 TO220 GuidelinesBayangan MautNoch keine Bewertungen
- Application Note: Transistor Mounting and SolderingDokument2 SeitenApplication Note: Transistor Mounting and SolderingJakaTingKingNoch keine Bewertungen
- Ct312 Welder ManualDokument11 SeitenCt312 Welder ManualMarino CANoch keine Bewertungen
- Manual Da Máquina Strecker Se1Dokument13 SeitenManual Da Máquina Strecker Se1Lucas ChavesNoch keine Bewertungen
- Thread Make-Up ProcedureDokument5 SeitenThread Make-Up ProcedureVova PanchenkoNoch keine Bewertungen
- Operating: Maintenance ManualDokument18 SeitenOperating: Maintenance ManualAnonymous reYe6iCCNoch keine Bewertungen
- Safetrace Isolated Steam Tracers: Installation ProceduresDokument8 SeitenSafetrace Isolated Steam Tracers: Installation ProceduresjeskingNoch keine Bewertungen
- Cto WeldingDokument32 SeitenCto WeldingespluisjavierNoch keine Bewertungen
- Resin-Impregnated Paper (RIP) Condenser Transformer BushingDokument6 SeitenResin-Impregnated Paper (RIP) Condenser Transformer BushingDHANASEKARAN NNoch keine Bewertungen
- Technical Specification EM13KDokument1 SeiteTechnical Specification EM13KVåïbhäv ÇhåühåñNoch keine Bewertungen
- SG Soldering Technique-2440 - 11089-TT609-07Jan2019Dokument5 SeitenSG Soldering Technique-2440 - 11089-TT609-07Jan2019sultanrandhawaNoch keine Bewertungen
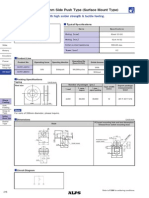
- 4.5×3.55mm Side Push Type (Surface Mount Type) : Sidepush With High Solder Strength & Tactile FeelingDokument3 Seiten4.5×3.55mm Side Push Type (Surface Mount Type) : Sidepush With High Solder Strength & Tactile FeelingshyhuNoch keine Bewertungen
- LabInstr EE221L Lab5Dokument7 SeitenLabInstr EE221L Lab5frebytony2006Noch keine Bewertungen
- AN-1501 Handling InstructionsDokument8 SeitenAN-1501 Handling InstructionsmSmallNoch keine Bewertungen
- Teromatec Eo 8355: Description Procedure of UseDokument1 SeiteTeromatec Eo 8355: Description Procedure of UseAravind rajNoch keine Bewertungen
- WindTurbineKitManual 1654568248111Dokument13 SeitenWindTurbineKitManual 1654568248111IonNoch keine Bewertungen
- Is 1367 - 13 PDFDokument4 SeitenIs 1367 - 13 PDFsat palNoch keine Bewertungen
- Hicks 2000Dokument3 SeitenHicks 2000monikeshNoch keine Bewertungen
- HVT Series Terminations 15-35kV Class High Voltage Termination For LC Shield CableDokument6 SeitenHVT Series Terminations 15-35kV Class High Voltage Termination For LC Shield Cable20353124Noch keine Bewertungen
- CMT Welding Research PaperDokument23 SeitenCMT Welding Research PaperUpendra93Noch keine Bewertungen
- Critical To Quality in Welding-1Dokument29 SeitenCritical To Quality in Welding-1aadmaadmNoch keine Bewertungen
- RTA-10 Piston Skirt in Two PartsDokument6 SeitenRTA-10 Piston Skirt in Two PartsCatalin CataNoch keine Bewertungen
- Contactor 3TS47, 3TS48: Operating InstructionsDokument7 SeitenContactor 3TS47, 3TS48: Operating Instructionsemilce RiveraNoch keine Bewertungen
- DC1439 TeDokument3 SeitenDC1439 TeWalker SkyNoch keine Bewertungen
- Collectorate QuatationDokument3 SeitenCollectorate Quatationyogoda5213Noch keine Bewertungen
- Fea Mr71-2018 Part 2 of 2 Parts - Final SubmissionDokument44 SeitenFea Mr71-2018 Part 2 of 2 Parts - Final SubmissionRonish ChandraNoch keine Bewertungen
- Duplex Beaune 2010Dokument10 SeitenDuplex Beaune 2010aliNoch keine Bewertungen
- Torch BondDokument2 SeitenTorch Bondmk779900mkNoch keine Bewertungen
- Eng SS 114-143088 H1Dokument15 SeitenEng SS 114-143088 H1ZorbanfrNoch keine Bewertungen
- C 70 SuperthermDokument2 SeitenC 70 SuperthermMandeep SinghNoch keine Bewertungen
- 1KW Horizontal Users ManualDokument17 Seiten1KW Horizontal Users ManualSean SmithNoch keine Bewertungen
- Triac Sereies HV Switching Circuit PDFDokument12 SeitenTriac Sereies HV Switching Circuit PDFJubari FikriNoch keine Bewertungen
- Strain Gage Soldering Techniques: Strain Gages and InstrumentsDokument6 SeitenStrain Gage Soldering Techniques: Strain Gages and InstrumentsMuayad HussainNoch keine Bewertungen
- TT 609Dokument5 SeitenTT 609Harun HodžićNoch keine Bewertungen
- Eti Ohe 76 - 6 97 - PDFDokument16 SeitenEti Ohe 76 - 6 97 - PDFCounter RoverNoch keine Bewertungen
- Catalogo 3ua 55Dokument4 SeitenCatalogo 3ua 55Ubiracy ZanetiNoch keine Bewertungen
- CMP TMCX Installation Fitting Instructions FI280 Issue 6 0210Dokument18 SeitenCMP TMCX Installation Fitting Instructions FI280 Issue 6 0210raviNoch keine Bewertungen
- En18379 2 02 18 - HFS2100 - OelDokument4 SeitenEn18379 2 02 18 - HFS2100 - Oelhangmann169Noch keine Bewertungen
- Sapm 01 PDokument10 SeitenSapm 01 PAna MirelaNoch keine Bewertungen
- STOR W001 Assembly Cable Lug To PowerAmp A Cables Rev 4Dokument11 SeitenSTOR W001 Assembly Cable Lug To PowerAmp A Cables Rev 4MrDon RuloxNoch keine Bewertungen
- Socketing Procedures For Wire Ropes Resin Socketing: Technical Report Iso/Tr 7596-1982 (E)Dokument6 SeitenSocketing Procedures For Wire Ropes Resin Socketing: Technical Report Iso/Tr 7596-1982 (E)Jason RobertsNoch keine Bewertungen
- Swi Q7 & UpDokument10 SeitenSwi Q7 & UppaulNoch keine Bewertungen
- Railrod: Data SheetDokument1 SeiteRailrod: Data Sheetmohamed AdelNoch keine Bewertungen
- Wse 200Dokument22 SeitenWse 200Goran Terzija75% (4)
- Arc Tig131Dokument29 SeitenArc Tig131booboostNoch keine Bewertungen
- Casar End ConnectionsDokument75 SeitenCasar End ConnectionsMuhammadFaridNoch keine Bewertungen
- Instrumentation For Engineering Measurements Ch5Dokument11 SeitenInstrumentation For Engineering Measurements Ch5Parchay Yadag MBNoch keine Bewertungen
- Repair Electrical WireDokument14 SeitenRepair Electrical WireMohamm Ed A NNoch keine Bewertungen
- Side Push Half-Mount Type With 1.6mm Height (Surface Mount Type)Dokument3 SeitenSide Push Half-Mount Type With 1.6mm Height (Surface Mount Type)shyhuNoch keine Bewertungen
- Sicop Bimetal OL Relay Type 3UA5-6 3UC5-6Dokument14 SeitenSicop Bimetal OL Relay Type 3UA5-6 3UC5-6erkamlakar2234Noch keine Bewertungen
- HDSD May Han Tu DongDokument17 SeitenHDSD May Han Tu DongTruong Dang VinhNoch keine Bewertungen
- MisiaDokument1 SeiteMisiaDante WilliamsNoch keine Bewertungen
- Job Procedure For Procedure NoDokument7 SeitenJob Procedure For Procedure NoUmesh SharmaNoch keine Bewertungen
- Natural Fiber Composite Design and Characterization For Limit Stress Prediction in Multiaxial Stress StateDokument14 SeitenNatural Fiber Composite Design and Characterization For Limit Stress Prediction in Multiaxial Stress Statechristian emeka okaforNoch keine Bewertungen
- Catalog QuickdeliveryDokument112 SeitenCatalog QuickdeliveryJerico LlovidoNoch keine Bewertungen
- Hot Tap ProcedureDokument6 SeitenHot Tap ProcedureNatarajan MurugesanNoch keine Bewertungen
- RSW Chiller VKDokument2 SeitenRSW Chiller VKzhyhhNoch keine Bewertungen
- Bohler-Welding-Germany 207Dokument1 SeiteBohler-Welding-Germany 207Anghelache RazvanNoch keine Bewertungen
- Api 6D 2016Dokument2 SeitenApi 6D 2016raulNoch keine Bewertungen
- Steady Flows in Pressurised NetworksDokument63 SeitenSteady Flows in Pressurised NetworksAyele ErmiyasNoch keine Bewertungen
- Melting Stainless Steel Using An Induction FurnaceDokument5 SeitenMelting Stainless Steel Using An Induction FurnaceErman DurmazNoch keine Bewertungen
- S03-LRB-en - LIB - Catálogo PDFDokument16 SeitenS03-LRB-en - LIB - Catálogo PDFrapaigNoch keine Bewertungen
- Code Ref.Dokument155 SeitenCode Ref.Selvakpm06Noch keine Bewertungen
- Failure Analysis of Steam Pipe Flange Gasket: Wei Liu and Hehui WangDokument4 SeitenFailure Analysis of Steam Pipe Flange Gasket: Wei Liu and Hehui WangKelvin IbrahimNoch keine Bewertungen
- R600a R1150Dokument4 SeitenR600a R1150elpancasero77Noch keine Bewertungen
- Gajjar Industries ADokument15 SeitenGajjar Industries AMPNoch keine Bewertungen
- Fire Sprinkler Testing 2015Dokument104 SeitenFire Sprinkler Testing 2015Jose R Birmighan S100% (1)
- 05 Technical Specification For Vaccine Storage Sub-Depot - SittweDokument39 Seiten05 Technical Specification For Vaccine Storage Sub-Depot - SittweKhin Sandi KoNoch keine Bewertungen
- Effect of Heat Treatment On The Mechanical Properties and Microstructure of Welded Abrasion Resistant Steel Ar200 PDFDokument119 SeitenEffect of Heat Treatment On The Mechanical Properties and Microstructure of Welded Abrasion Resistant Steel Ar200 PDFBurag HamparyanNoch keine Bewertungen
- J51 AE QSB7 2886308 SW Pump Parts ManualDokument3 SeitenJ51 AE QSB7 2886308 SW Pump Parts Manualharikrishnanpd3327Noch keine Bewertungen
- Mandolite 550 DSDokument4 SeitenMandolite 550 DSnrd9771Noch keine Bewertungen
- Conectores de 60 Pines 3400230Dokument4 SeitenConectores de 60 Pines 3400230Rocky Escudero GonzalesNoch keine Bewertungen
- I 8000 Door Schedule Rev ADokument8 SeitenI 8000 Door Schedule Rev ABOURNE VICTORIANoch keine Bewertungen
- Strut-and-Tie Model - Part 1 - BasicsDokument18 SeitenStrut-and-Tie Model - Part 1 - Basicschao liuNoch keine Bewertungen
- API 571 Comparison Sheet API 570Dokument3 SeitenAPI 571 Comparison Sheet API 570HARDIK PATELNoch keine Bewertungen
- Cement Equipment PartsDokument4 SeitenCement Equipment Parts奥世迈拓Noch keine Bewertungen
- Cemtop 250T: Constructive SolutionsDokument3 SeitenCemtop 250T: Constructive SolutionstalatzahoorNoch keine Bewertungen
- Corrosion of Heat ExchangerDokument5 SeitenCorrosion of Heat ExchangerAhmed Ibrahim Ahmed EissaNoch keine Bewertungen
- Manual Midea Ac MPN1 08CR.10CR EN Version1 PDFDokument24 SeitenManual Midea Ac MPN1 08CR.10CR EN Version1 PDFwayne dinhNoch keine Bewertungen
- Chapter 08Dokument15 SeitenChapter 08Jap Ibe86% (7)
- Glass Transition Temperature-Agglomeration, Sticky PointDokument9 SeitenGlass Transition Temperature-Agglomeration, Sticky Pointgalu348Noch keine Bewertungen
- Design: of Shell & Tube Heat ExchangerDokument27 SeitenDesign: of Shell & Tube Heat ExchangerBalamurugan SakthivelNoch keine Bewertungen
- Traditional and Innovative Joints in Bamboo ConstructionDokument3 SeitenTraditional and Innovative Joints in Bamboo ConstructionAulia Rahman FahmiliNoch keine Bewertungen