Das könnte Ihnen auch gefallen
- Proceso DHDokument16 SeitenProceso DHCarolinaRodriguezSotoNoch keine Bewertungen
- BrandingDokument4 SeitenBrandingCarolinaRodriguezSotoNoch keine Bewertungen
- Taller Clasificacion de Los Aceros 1Dokument3 SeitenTaller Clasificacion de Los Aceros 1CarolinaRodriguezSotoNoch keine Bewertungen
- Taller de Electrotecnia NDokument6 SeitenTaller de Electrotecnia NCarolinaRodriguezSotoNoch keine Bewertungen
- Analisis 2.0Dokument3 SeitenAnalisis 2.0CarolinaRodriguezSotoNoch keine Bewertungen
- Programación Xxiii Jie 2019Dokument57 SeitenProgramación Xxiii Jie 2019CarolinaRodriguezSotoNoch keine Bewertungen
- Constructor AsDokument4 SeitenConstructor AsCarolinaRodriguezSotoNoch keine Bewertungen
- BrandingDokument4 SeitenBrandingCarolinaRodriguezSotoNoch keine Bewertungen
- BrandingDokument4 SeitenBrandingCarolinaRodriguezSotoNoch keine Bewertungen
- Suelos Licuables - Si PDFDokument278 SeitenSuelos Licuables - Si PDFCarolinaRodriguezSotoNoch keine Bewertungen
- 4593-Texto Del Artículo-7767-1-10-20181210Dokument20 Seiten4593-Texto Del Artículo-7767-1-10-20181210Fernanda Manrique SuarezNoch keine Bewertungen
- BrandingDokument4 SeitenBrandingCarolinaRodriguezSotoNoch keine Bewertungen
- Pautas para Elaborar Un EnsayoDokument5 SeitenPautas para Elaborar Un EnsayoAaron CasanovaNoch keine Bewertungen
- Extraccion y Usos de Titanio y TungstenoDokument2 SeitenExtraccion y Usos de Titanio y TungstenoCarolinaRodriguezSotoNoch keine Bewertungen
- Informe Fisiologia Vegetal L CorrecionDokument6 SeitenInforme Fisiologia Vegetal L CorrecionCarolinaRodriguezSotoNoch keine Bewertungen
- Ensayo de Tracción Materiales ReforzadosDokument95 SeitenEnsayo de Tracción Materiales ReforzadosCarolinaRodriguezSotoNoch keine Bewertungen
- Tablas ProbabilidadesDokument69 SeitenTablas ProbabilidadesManuel Buendia100% (1)
- ASTM G 102.españolDokument7 SeitenASTM G 102.españolJeniffer TrianaNoch keine Bewertungen
- ASTM G 59.en - EsDokument4 SeitenASTM G 59.en - EsyeisonNoch keine Bewertungen
- Informe Fisiologia Vegetal L CorrecionDokument6 SeitenInforme Fisiologia Vegetal L CorrecionCarolinaRodriguezSotoNoch keine Bewertungen
- Composición Química A304Dokument9 SeitenComposición Química A304CarolinaRodriguezSotoNoch keine Bewertungen
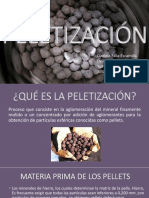
- PELETIZACIÓNDokument8 SeitenPELETIZACIÓNCarolinaRodriguezSotoNoch keine Bewertungen
- LitioDokument7 SeitenLitioCarolinaRodriguezSotoNoch keine Bewertungen
- LitioDokument4 SeitenLitioCarolinaRodriguezSotoNoch keine Bewertungen
- Polarización EléctricoDokument1 SeitePolarización EléctricoCarolinaRodriguezSotoNoch keine Bewertungen
- El Litio 2Dokument8 SeitenEl Litio 2CarolinaRodriguezSotoNoch keine Bewertungen
- Taller Electro 2Dokument2 SeitenTaller Electro 2CarolinaRodriguezSotoNoch keine Bewertungen
- Forja InformeDokument24 SeitenForja InformeJhoseph Rafael Paucar PradoNoch keine Bewertungen
- Lixiviación de NíquelDokument3 SeitenLixiviación de NíquelfabioNoch keine Bewertungen
- Economia de La SaludDokument41 SeitenEconomia de La SaludLuis CabelloNoch keine Bewertungen
- Diffuse Arthralgias and MyalgiasDokument50 SeitenDiffuse Arthralgias and MyalgiasAlberto BarriosNoch keine Bewertungen
- Condiciones Generales para La Rehabilitaci (On Post CovidDokument9 SeitenCondiciones Generales para La Rehabilitaci (On Post CovidJorge Camilo Torres CalderonNoch keine Bewertungen
- Planes de Beneficios SocialesDokument4 SeitenPlanes de Beneficios SocialesGo TelemedicinaNoch keine Bewertungen
- Eia Oroya Nueva Pachacaca PDFDokument56 SeitenEia Oroya Nueva Pachacaca PDFOdardauc YllenNoch keine Bewertungen
- Taller 3 UNRN Hidrocarburos Estructura PropiedadesDokument6 SeitenTaller 3 UNRN Hidrocarburos Estructura PropiedadesMore.e LopezNoch keine Bewertungen
- Práctica Bahkita (Llena)Dokument4 SeitenPráctica Bahkita (Llena)Anthony PaulinoNoch keine Bewertungen
- Cuadro Delitos Libertad 1 - Penal IIDokument2 SeitenCuadro Delitos Libertad 1 - Penal IIManu CesariNoch keine Bewertungen
- Intento 1Dokument9 SeitenIntento 1LAURA ESTER ROMERO NUÑEZNoch keine Bewertungen
- 2 Formato Trabajo Practico Mod-400Dokument4 Seiten2 Formato Trabajo Practico Mod-400Miguel Core-AngelNoch keine Bewertungen
- Informe Económico Comité CentralDokument2 SeitenInforme Económico Comité CentralGerald Molina100% (1)
- Dieta para Limpiar y Fortalecer A Los RiñonesDokument21 SeitenDieta para Limpiar y Fortalecer A Los RiñonesRosy CruzNoch keine Bewertungen
- Imbera vr26 1010625 Refrigerador Vertical 2 Puertas Cristal Luz Led 115v Ficha TecnicaDokument2 SeitenImbera vr26 1010625 Refrigerador Vertical 2 Puertas Cristal Luz Led 115v Ficha Tecnicaalbert 121689Noch keine Bewertungen
- Derecho Laboral PracticasDokument4 SeitenDerecho Laboral PracticasCarmen LunaNoch keine Bewertungen
- Mobil Super Moto 4T 20W-50Dokument2 SeitenMobil Super Moto 4T 20W-50luis carlos Mendoza AriasNoch keine Bewertungen
- Kristen SwansonDokument4 SeitenKristen SwansonTatiana MalcaNoch keine Bewertungen
- Modulo EpidemiologiaDokument5 SeitenModulo EpidemiologiaMorales HMNoch keine Bewertungen
- Proyecto de La PapaDokument5 SeitenProyecto de La PapaJase Luis Gutierrez MonterroNoch keine Bewertungen
- Familia de Normas Iso 9000Dokument8 SeitenFamilia de Normas Iso 9000rilitoNoch keine Bewertungen
- Informe #11Dokument9 SeitenInforme #11JAHAIRA FERNANDA BECERRA QUIROZNoch keine Bewertungen
- 4-P-04-HSEQ PROCEDIMIENTO INSTALACIÓN DE DUCTERIA Y CAJAS DE INSPECCIÓN v3Dokument9 Seiten4-P-04-HSEQ PROCEDIMIENTO INSTALACIÓN DE DUCTERIA Y CAJAS DE INSPECCIÓN v3Nayibe Gamboa SierraNoch keine Bewertungen
- Solucion Admision 2021 5 1-9Dokument16 SeitenSolucion Admision 2021 5 1-9Tamy Uscata UcharimaNoch keine Bewertungen
- Ensayo Lejislacion LñaboralDokument3 SeitenEnsayo Lejislacion LñaboralGloria Lucila Salcedo Bustillo0% (1)
- Texto de Ejercicios Resueltos de Hidrologia Nelame: Dr. Nestor Javier Lanza MejiaDokument9 SeitenTexto de Ejercicios Resueltos de Hidrologia Nelame: Dr. Nestor Javier Lanza MejiaEdward RmzNoch keine Bewertungen
- Certificado Vacunación Covid-19: República Del ParaguayDokument2 SeitenCertificado Vacunación Covid-19: República Del ParaguayRodrigo EncisoNoch keine Bewertungen
- Bradicardia Taquicardia Equipo #2Dokument11 SeitenBradicardia Taquicardia Equipo #2Alberto VazquezNoch keine Bewertungen
- Msds Catalizador Epoxi Poliamida 13229Dokument4 SeitenMsds Catalizador Epoxi Poliamida 13229Fredy SeguraNoch keine Bewertungen
- Proyecto de Tesis - MEDIDAS DE BIOSEGURIDADDokument48 SeitenProyecto de Tesis - MEDIDAS DE BIOSEGURIDADmarggiori100% (1)
- Normatividad en Salud OcupacionalDokument38 SeitenNormatividad en Salud OcupacionalleoNoch keine Bewertungen
- Néstor Braunstein - Psiquiatría, Teoría Del Sujeto, Psicoanálisis (Hacia Lacan) PDFDokument241 SeitenNéstor Braunstein - Psiquiatría, Teoría Del Sujeto, Psicoanálisis (Hacia Lacan) PDFDante Castencio100% (2)