Das könnte Ihnen auch gefallen
- Manual Averias FT HysterDokument1.482 SeitenManual Averias FT HysterOswaldo92% (155)
- Canastilla de Seguridad Industrial PDFDokument7 SeitenCanastilla de Seguridad Industrial PDFAlia VargasNoch keine Bewertungen
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoVon EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoNoch keine Bewertungen
- Tema 2. Tipos de Equipos y Medios Izaje. Términos y Defi, Partes, Caracteristicas, Principios Funcionamiento.Dokument33 SeitenTema 2. Tipos de Equipos y Medios Izaje. Términos y Defi, Partes, Caracteristicas, Principios Funcionamiento.Genrry100% (1)
- Principios Del MantenimientoDokument14 SeitenPrincipios Del MantenimientoKevin Merida MartinezNoch keine Bewertungen
- Sistemas de InformacionDokument74 SeitenSistemas de InformacionBelen Aguilar VelasquezNoch keine Bewertungen
- Investigacion Tema 1 CarreterasDokument22 SeitenInvestigacion Tema 1 CarreterasJuan AntonioNoch keine Bewertungen
- UNIMAQDokument23 SeitenUNIMAQGraciela QuipuzcoNoch keine Bewertungen
- La Evolución Del Mantenimiento en Base A La TecnologiaDokument15 SeitenLa Evolución Del Mantenimiento en Base A La TecnologiaLU MafaNoch keine Bewertungen
- 0sha 1910.178Dokument17 Seiten0sha 1910.178Carlos Ernesto Flores AlbinoNoch keine Bewertungen
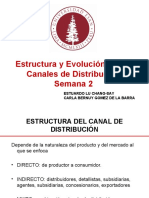
- Canales de Distribucion Sem 2Dokument21 SeitenCanales de Distribucion Sem 2Juanita JaqueNoch keine Bewertungen
- JMTE - Estación de TrabajoDokument11 SeitenJMTE - Estación de TrabajoJose Manuel Treviño EspinoNoch keine Bewertungen
- 6 Inspeccion MontacargasDokument3 Seiten6 Inspeccion Montacargasana mile vilca jalloNoch keine Bewertungen
- Examen de Canal de DistribucionDokument3 SeitenExamen de Canal de Distribucionmaria monica contrerasNoch keine Bewertungen
- Metodologia ShaDokument14 SeitenMetodologia ShamartiNoch keine Bewertungen
- Portafolio Estudio Del Trabajo 1Dokument17 SeitenPortafolio Estudio Del Trabajo 1Hector GomezNoch keine Bewertungen
- Distribucion de Planta KesslerDokument16 SeitenDistribucion de Planta KesslerAlexis Galindo PérezNoch keine Bewertungen
- Oferta y DemandaDokument18 SeitenOferta y DemandaAlexis Galindo PérezNoch keine Bewertungen
- 3 ToyotismoDokument14 Seiten3 ToyotismoNatalie SilvaNoch keine Bewertungen
- Prueba de SeriesDokument3 SeitenPrueba de SeriesAlexis Galindo PérezNoch keine Bewertungen
- Metodología SHADokument6 SeitenMetodología SHAJamileth Saucedo100% (1)
- Seguridad en Construccion Civil 2006Dokument33 SeitenSeguridad en Construccion Civil 2006Edgar Conde100% (1)
- Ejercicios Manejo de MaterialesDokument3 SeitenEjercicios Manejo de MaterialesPaula Becerra100% (1)
- Industria 4 0 TecnologiaDokument10 SeitenIndustria 4 0 TecnologiaChiaramonte Cipolla Luis AlejandroNoch keine Bewertungen
- Foro 1 Transporte y Levantamiento de CargasDokument3 SeitenForo 1 Transporte y Levantamiento de Cargasjoselyn83% (6)
- Test Especialidad en SYSTDokument75 SeitenTest Especialidad en SYSTNatalia EcheverryNoch keine Bewertungen
- Jungheinrich II ETV ETM 214 216 Spec Spanish PDFDokument6 SeitenJungheinrich II ETV ETM 214 216 Spec Spanish PDFCesar Sarmiento100% (1)
- Ergonomía Salud 2 ParteDokument340 SeitenErgonomía Salud 2 Partejencopa100% (1)
- Lógistica U3 - Programación de BodegasDokument16 SeitenLógistica U3 - Programación de BodegasPaty TéllezNoch keine Bewertungen
- Historia de La ProducciónDokument32 SeitenHistoria de La ProducciónManuel López MirandaNoch keine Bewertungen
- Boletin IB N6 BiomedicaDokument7 SeitenBoletin IB N6 BiomedicaorionUPCNoch keine Bewertungen
- Metodologia de ChecklandDokument13 SeitenMetodologia de Checklandrent markNoch keine Bewertungen
- TAREA 1 Sistemas de ManufacturaDokument10 SeitenTAREA 1 Sistemas de ManufacturaLeonardo VelazquezNoch keine Bewertungen
- Unidad 3. Normas Internacionales de Gestión de La CalidadDokument7 SeitenUnidad 3. Normas Internacionales de Gestión de La CalidadEsbeidi TecalcoNoch keine Bewertungen
- Automatizacion Del AlmacennnnDokument10 SeitenAutomatizacion Del AlmacennnnMonica MedinaNoch keine Bewertungen
- Sincronización La Cadena de Suministro en Función Dela DemandaDokument60 SeitenSincronización La Cadena de Suministro en Función Dela Demandanios322Noch keine Bewertungen
- Problemas Del Manejo de MaterialesDokument2 SeitenProblemas Del Manejo de MaterialesRobert Brizuela100% (1)
- Formas de Elaborar Un Plan de MantenimientoDokument19 SeitenFormas de Elaborar Un Plan de MantenimientoPaul Enrique Gutierrez Cecena100% (1)
- RESIDENCIA Rev.3Dokument6 SeitenRESIDENCIA Rev.3Ing Hugo Montelongo SolanoNoch keine Bewertungen
- Desarrollo Orientado Al TransporteDokument73 SeitenDesarrollo Orientado Al TransporteMónica Gutierrez BarbozaNoch keine Bewertungen
- Tema 1 Introducción Al Mantenimiento Industrial y Generalidades. Ene-Jun 2022Dokument48 SeitenTema 1 Introducción Al Mantenimiento Industrial y Generalidades. Ene-Jun 2022Luisa PinedaNoch keine Bewertungen
- Principios de Economía de MovimientosDokument7 SeitenPrincipios de Economía de MovimientosCinthia CKNoch keine Bewertungen
- Mejora de La Calidad de Los ServiciosDokument16 SeitenMejora de La Calidad de Los ServiciosLiliana Antaño AguliarNoch keine Bewertungen
- Presentacion de Producto SMC ITDokument61 SeitenPresentacion de Producto SMC ITJoe0% (1)
- Carta PsicometricaDokument11 SeitenCarta PsicometricaElvin Zuñiga RamosNoch keine Bewertungen
- Simulacion de SistemasDokument54 SeitenSimulacion de SistemasjuampiinNoch keine Bewertungen
- Datos EstándarDokument30 SeitenDatos EstándarEfrén Zumaya Hernández100% (1)
- Linea Del Tiempo Ingeneria BiomedicaDokument7 SeitenLinea Del Tiempo Ingeneria BiomedicaFatima QuintanaNoch keine Bewertungen
- Investigacion Unidad 1Dokument22 SeitenInvestigacion Unidad 1Ceci Poot LugoNoch keine Bewertungen
- Historia Del MantenimientoDokument4 SeitenHistoria Del Mantenimientocesar lazcanoNoch keine Bewertungen
- Taxonomía de Lo Tipos de Mantenimiento y ConservaciónDokument8 SeitenTaxonomía de Lo Tipos de Mantenimiento y ConservaciónFernando Vazquez GarciaNoch keine Bewertungen
- La Tecnologia Actual en La SociedadDokument1 SeiteLa Tecnologia Actual en La Sociedadcarloskate848897678% (9)
- Manufactura Agil 1208711965202585 9Dokument40 SeitenManufactura Agil 1208711965202585 9kenshinimuraNoch keine Bewertungen
- Cap 7 - GMAODokument33 SeitenCap 7 - GMAOHenry GuamanNoch keine Bewertungen
- AndonDokument5 SeitenAndonJose Omar QuintanillaNoch keine Bewertungen
- Bodegas Manuales y AutomaticasDokument14 SeitenBodegas Manuales y AutomaticasAlejandroRomeroDlsNoch keine Bewertungen
- 1.5. Herramientas - AdministrativasDokument43 Seiten1.5. Herramientas - AdministrativasMaria del Refugio Izabal CastroNoch keine Bewertungen
- Las Líneas de EnsambleDokument8 SeitenLas Líneas de EnsambleLupitaSalaya100% (1)
- Cargador EcologicoDokument14 SeitenCargador EcologicoAlejandra VeranoNoch keine Bewertungen
- Líneas de ProducciónDokument14 SeitenLíneas de ProducciónJhon Alejandro SanchezNoch keine Bewertungen
- 1.4 Papel Del Mantenimiento Industrial.Dokument6 Seiten1.4 Papel Del Mantenimiento Industrial.Alejandro AlfaroNoch keine Bewertungen
- La Ingeniería en Su Evolución Desde La AntigüedadDokument5 SeitenLa Ingeniería en Su Evolución Desde La AntigüedadMarilyn LastreNoch keine Bewertungen
- Mantenimiento Correctivo y PreventivoDokument5 SeitenMantenimiento Correctivo y PreventivoFernando HerreraNoch keine Bewertungen
- 01 Historia LeanDokument10 Seiten01 Historia LeanIsaac Sanchez AnastacioNoch keine Bewertungen
- Mapa Conceptual Introduccion A Los Metodos NumericosDokument1 SeiteMapa Conceptual Introduccion A Los Metodos Numericosjose alberto rojano peguerosNoch keine Bewertungen
- Manejo Del Canal de DistribuciónDokument4 SeitenManejo Del Canal de DistribuciónJesusNeftalíPadron0% (1)
- Tema 1Dokument17 SeitenTema 1REYNA NADXIELII JIMENEZ PINEDANoch keine Bewertungen
- Antecedentes Históricos de La MecánicaDokument1 SeiteAntecedentes Históricos de La MecánicaCody Yair Hernadez EstradaNoch keine Bewertungen
- Ensayo MetodologiaDokument8 SeitenEnsayo MetodologiaPedro Pedrito FernandezNoch keine Bewertungen
- Investigación Unidad 2Dokument35 SeitenInvestigación Unidad 2Margarita I. Torres RomeroNoch keine Bewertungen
- Almacenes Almacenes, Areas de Material No Conforme Su Localización y ControlDokument4 SeitenAlmacenes Almacenes, Areas de Material No Conforme Su Localización y ControlMAURYCUATE67% (3)
- Unidad 2 Manejo de MaterialesDokument12 SeitenUnidad 2 Manejo de MaterialesjuanNoch keine Bewertungen
- Elección de Equipo y AlmacenesDokument8 SeitenElección de Equipo y AlmacenesJorge OchoaNoch keine Bewertungen
- Medios de Manejo AutomatizadoDokument18 SeitenMedios de Manejo AutomatizadoLuisfer Sanchez PinedaNoch keine Bewertungen
- Tecnologías EmergentesDokument8 SeitenTecnologías EmergentesAlexis Galindo PérezNoch keine Bewertungen
- Metodología de ChecklandDokument13 SeitenMetodología de ChecklandAlexis Galindo PérezNoch keine Bewertungen
- 3.3. Determinación y Propósito Del Periodo Del Mantenimiento.Dokument8 Seiten3.3. Determinación y Propósito Del Periodo Del Mantenimiento.Alexis Galindo Pérez100% (1)
- Derivadas Parciales de Orden SuperiorDokument10 SeitenDerivadas Parciales de Orden SuperiorAlexis Galindo Pérez100% (1)
- TEORÍA Fisica U2Dokument7 SeitenTEORÍA Fisica U2Alexis Galindo PérezNoch keine Bewertungen
- CinematicaDokument14 SeitenCinematicaAlexis Galindo Pérez100% (1)
- EVAPORADORDokument6 SeitenEVAPORADORAlexis Galindo PérezNoch keine Bewertungen
- Programación EnteraDokument3 SeitenProgramación EnteraAlexis Galindo PérezNoch keine Bewertungen
- CLDZ - CFDokument38 SeitenCLDZ - CFAdrian Del OrbeNoch keine Bewertungen
- Uso de PolipastosDokument6 SeitenUso de PolipastosChuy Perez SanchezNoch keine Bewertungen
- Guia de Grua HorquillaDokument8 SeitenGuia de Grua HorquillaPaulina FloresNoch keine Bewertungen
- Investigación de Tipologia y Usos de Ascensores y Montacargas.Dokument4 SeitenInvestigación de Tipologia y Usos de Ascensores y Montacargas.Anapaula Ruesta MondragonNoch keine Bewertungen
- 02 PE 4500 Instrucciones de MantenimientoDokument2 Seiten02 PE 4500 Instrucciones de MantenimientoVicente Vixo Montero BustosNoch keine Bewertungen
- Cuáles Son Las Normas de Seguridad en Un AlmacénDokument1 SeiteCuáles Son Las Normas de Seguridad en Un AlmacénquiryatNoch keine Bewertungen
- Procedimientos de Manejo de Combustible V2.0Dokument3 SeitenProcedimientos de Manejo de Combustible V2.0Alejandra SastreNoch keine Bewertungen
- Formato de Ast CompletoDokument4 SeitenFormato de Ast CompletoandreaNoch keine Bewertungen
- Capitulo 5 TompkinsDokument15 SeitenCapitulo 5 TompkinssdserraNoch keine Bewertungen
- MMJB0043R0, Cambio Hoja Topadora 24H.Dokument12 SeitenMMJB0043R0, Cambio Hoja Topadora 24H.RobertoContrerasNoch keine Bewertungen
- Cabinas PDFDokument32 SeitenCabinas PDFYheyson Jhon GNoch keine Bewertungen
- Equipos o Instrumentos Utilizados Industria AlimentariaDokument12 SeitenEquipos o Instrumentos Utilizados Industria AlimentariaDavid Alejandro Diaz100% (1)
- Cat DP40K-DDokument2 SeitenCat DP40K-DOliver SemecoNoch keine Bewertungen
- Curso AlmacenDokument4 SeitenCurso AlmacenDaniel Alturo Mendez MedinaNoch keine Bewertungen
- 04 - Clase 6 y 7 - SeñalizacionDokument19 Seiten04 - Clase 6 y 7 - SeñalizacionKevin CastroNoch keine Bewertungen
- IC-SSO-PR-13-01 Procedimiento de Uso de MontacargasDokument14 SeitenIC-SSO-PR-13-01 Procedimiento de Uso de MontacargasMarco Ayala PacoNoch keine Bewertungen
- Matrices IPER Servicios A BrindarDokument10 SeitenMatrices IPER Servicios A BrindarPríncipeCarlosNoch keine Bewertungen
- CMS GilbrethDokument165 SeitenCMS GilbrethAndres SantanaNoch keine Bewertungen
- Carta de Lubricacion Torno PDFDokument10 SeitenCarta de Lubricacion Torno PDFJhon C.C.Noch keine Bewertungen