Das könnte Ihnen auch gefallen
- Productivity and Reliability-Based Maintenance Management, Second EditionVon EverandProductivity and Reliability-Based Maintenance Management, Second EditionNoch keine Bewertungen
- Lesson Plan On Digestion in Stomach and Intestines Grade 4Dokument3 SeitenLesson Plan On Digestion in Stomach and Intestines Grade 4jaydalene saga macay100% (5)
- Maintenance ConceptDokument4 SeitenMaintenance Conceptsomjit saranaiNoch keine Bewertungen
- Failure Mode and Effect Analysis-FMEADokument39 SeitenFailure Mode and Effect Analysis-FMEAKishor kumar Bhatia100% (11)
- Why Maintenance ExcellenceDokument14 SeitenWhy Maintenance ExcellenceRolando DaclanNoch keine Bewertungen
- All About Ocean Life-Rachel BladonDokument6 SeitenAll About Ocean Life-Rachel BladonRichard TekulaNoch keine Bewertungen
- International Trade Law: AssignmentDokument2 SeitenInternational Trade Law: AssignmentQuỳnh PhạmmNoch keine Bewertungen
- Centered Maintainance ReliabilityDokument8 SeitenCentered Maintainance ReliabilityKifayat Ullah100% (1)
- Technical Report Concerning RCM. by Elisony Edward Mweladzi. Dar Es Salaam Tanzania +255 754321825Dokument14 SeitenTechnical Report Concerning RCM. by Elisony Edward Mweladzi. Dar Es Salaam Tanzania +255 754321825Elisony EdwardNoch keine Bewertungen
- Gas and Oil Reliability Engineering: Modeling and AnalysisVon EverandGas and Oil Reliability Engineering: Modeling and AnalysisBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Guidelines for Auditing Process Safety Management SystemsVon EverandGuidelines for Auditing Process Safety Management SystemsNoch keine Bewertungen
- Computer-Managed Maintenance Systems: A Step-by-Step Guide to Effective Management of Maintenance, Labor, and InventoryVon EverandComputer-Managed Maintenance Systems: A Step-by-Step Guide to Effective Management of Maintenance, Labor, and InventoryBewertung: 3 von 5 Sternen3/5 (1)
- Equipment Criticality TutorialDokument7 SeitenEquipment Criticality TutorialmailboxofmurliNoch keine Bewertungen
- CMMS computerized maintenance management system The Ultimate Step-By-Step GuideVon EverandCMMS computerized maintenance management system The Ultimate Step-By-Step GuideNoch keine Bewertungen
- 4 Maintenance Strategies For Asset Management FiixDokument11 Seiten4 Maintenance Strategies For Asset Management FiixLeo UrbančićNoch keine Bewertungen
- 12 TPMDokument50 Seiten12 TPMGatut SulianaNoch keine Bewertungen
- Computerised Maintenance Management SystemsDokument12 SeitenComputerised Maintenance Management SystemsNeng AmnadNoch keine Bewertungen
- World Class Maintenance Management (INDONESIA) (November 2018) iKA - AMIRAHDokument10 SeitenWorld Class Maintenance Management (INDONESIA) (November 2018) iKA - AMIRAHGrandong LanangNoch keine Bewertungen
- Equipment Criticality AnalysisDokument20 SeitenEquipment Criticality AnalysisArmandoNoch keine Bewertungen
- Reliability Best Practices: Review TheseDokument18 SeitenReliability Best Practices: Review TheseSV SANKARAMOORTHYNoch keine Bewertungen
- Maintenance Data AnalysisDokument15 SeitenMaintenance Data AnalysisRaju Ramaswami100% (1)
- RCM Process RCM ProcessDokument58 SeitenRCM Process RCM Processgoldu18100% (2)
- 10% Rule of Preventive Maintenance: Ricky SmithDokument5 Seiten10% Rule of Preventive Maintenance: Ricky Smithfkarimz862467Noch keine Bewertungen
- Reliability Centred MaintenanceDokument52 SeitenReliability Centred Maintenanceviselle_cNoch keine Bewertungen
- Life Cycle Institute-SMRP BOK-Detailed Outline (2840)Dokument3 SeitenLife Cycle Institute-SMRP BOK-Detailed Outline (2840)jhonatan lorenzoNoch keine Bewertungen
- Worldclass Preventative & Predictive Maintenance: ND RDDokument10 SeitenWorldclass Preventative & Predictive Maintenance: ND RDAgung PriambodhoNoch keine Bewertungen
- 1.0 Maintenance Organization FDokument57 Seiten1.0 Maintenance Organization FTayaChandran100% (1)
- What Is Reliability - Centered MaintenanceDokument6 SeitenWhat Is Reliability - Centered Maintenancearchie zambranoNoch keine Bewertungen
- Equipment Criticality White PaperDokument6 SeitenEquipment Criticality White Papercderin2000Noch keine Bewertungen
- Maintenance Planning and Scheduling PPT 2Dokument9 SeitenMaintenance Planning and Scheduling PPT 2Sunday Paul100% (1)
- Leading and Lagging Maintenance KPIsDokument15 SeitenLeading and Lagging Maintenance KPIsDian cx100% (1)
- Develop A Maintenance and Reliability PlanDokument5 SeitenDevelop A Maintenance and Reliability Planjak4442001100% (1)
- Reliability and MaintenanceDokument77 SeitenReliability and MaintenanceMitesh SharmaNoch keine Bewertungen
- Contract Maintenance: A Pros and Cons GuideDokument7 SeitenContract Maintenance: A Pros and Cons GuideRubenOrtegaNoch keine Bewertungen
- 11 - 8 Steps To Success in Maintenance Planning and Scheduling PDFDokument42 Seiten11 - 8 Steps To Success in Maintenance Planning and Scheduling PDFmsaad19103564100% (2)
- Comm - PC - Reliability Assessment Subcommittee RAS DL - Reliability Assessment Guidebook - Reliability Assessment Guidebook 3 1 FinalDokument81 SeitenComm - PC - Reliability Assessment Subcommittee RAS DL - Reliability Assessment Guidebook - Reliability Assessment Guidebook 3 1 Finalbodhas8924100% (1)
- Failure Reporting, Analysis, Corrective Action System: Presented By: Ricky Smith, CMRPDokument55 SeitenFailure Reporting, Analysis, Corrective Action System: Presented By: Ricky Smith, CMRPTeodora DobricăNoch keine Bewertungen
- Condition Based Maintenance EbookDokument48 SeitenCondition Based Maintenance EbookDayan AGUILAR RINCONNoch keine Bewertungen
- Maintenance Planning Work Flow DescriptionDokument7 SeitenMaintenance Planning Work Flow DescriptionAsep Herman100% (2)
- RCM Based Critical Equipment TrainingDokument6 SeitenRCM Based Critical Equipment TrainingSyedNadeemAhmedNoch keine Bewertungen
- Inspection Decisions Including Condition-Based MaintenanceDokument79 SeitenInspection Decisions Including Condition-Based Maintenanceapi-3732848100% (1)
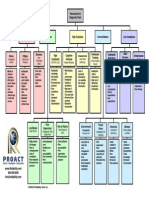
- Proact Rca TemplateDokument1 SeiteProact Rca Templatetristanmaharaj100% (1)
- Maintenance Presentation1Dokument47 SeitenMaintenance Presentation1prsiva2420034066100% (2)
- Reliability Centred Mai NotDokument2 SeitenReliability Centred Mai NotAhmed El-FayoomiNoch keine Bewertungen
- Great Maintenance SupervisorsDokument7 SeitenGreat Maintenance SupervisorsJair T100% (1)
- Key Performance Indicators For Maintenance PDFDokument6 SeitenKey Performance Indicators For Maintenance PDFnhatnam06dt1Noch keine Bewertungen
- Introduction To RCMDokument27 SeitenIntroduction To RCMMariadelosangeles Mata Ramos67% (3)
- Reliability EngineeringDokument17 SeitenReliability EngineeringPratik PanchalNoch keine Bewertungen
- Questions of Reliability Centered MaintenanceDokument15 SeitenQuestions of Reliability Centered Maintenancemariana100% (1)
- Developing Maintenance Strategy 88760d01Dokument14 SeitenDeveloping Maintenance Strategy 88760d01Sundar Kumar Vasantha Govindarajulu100% (1)
- AvailabilityWorkbench A4Dokument501 SeitenAvailabilityWorkbench A4Rodrigo Vargas100% (1)
- A Framework For Reliability and Risk Centered MaintenanceDokument8 SeitenA Framework For Reliability and Risk Centered Maintenanceuamiranda3518100% (1)
- MaintenanceDokument23 SeitenMaintenanceDeepankumar AthiyannanNoch keine Bewertungen
- Maintenance Analysis and Benchmark - M (1) - Yves LAVINA (ProConseil) - 19-09-2007Dokument12 SeitenMaintenance Analysis and Benchmark - M (1) - Yves LAVINA (ProConseil) - 19-09-2007Eng.Bassam - UltraMedicaNoch keine Bewertungen
- Evolution of Maintenance StrategiesDokument10 SeitenEvolution of Maintenance StrategiesmusaveerNoch keine Bewertungen
- Lecture 14 - Reliability Centered Maintenance-2012Dokument31 SeitenLecture 14 - Reliability Centered Maintenance-2012Falak Khan100% (1)
- Product Version: Boost Up Your Certification ScoreDokument4 SeitenProduct Version: Boost Up Your Certification ScoreDante Poquioma AlejoNoch keine Bewertungen
- Chapter 6 - Maintenance Planning - May 2020Dokument64 SeitenChapter 6 - Maintenance Planning - May 2020Syamimi AlwaniNoch keine Bewertungen
- 07 PDFDokument8 Seiten07 PDFchanayireNoch keine Bewertungen
- Reliability Centered Maintenance Rcm A Complete Guide - 2019 EditionVon EverandReliability Centered Maintenance Rcm A Complete Guide - 2019 EditionNoch keine Bewertungen
- Growing HerbsDokument10 SeitenGrowing Herbsemad sabriNoch keine Bewertungen
- Alternative Fuels in Cement IndustryDokument25 SeitenAlternative Fuels in Cement Industryemad sabri100% (1)
- Glossary of Conveyor Belt TermsDokument8 SeitenGlossary of Conveyor Belt Termsemad sabriNoch keine Bewertungen
- Alternative Fuels in Cement IndustryDokument25 SeitenAlternative Fuels in Cement Industryemad sabri100% (1)
- Glossary of Conveyor Belt TermsDokument8 SeitenGlossary of Conveyor Belt Termsemad sabriNoch keine Bewertungen
- Alternative Fuels in Cement IndustryDokument25 SeitenAlternative Fuels in Cement Industryemad sabri100% (1)
- Basic Organic Gardening InformationDokument13 SeitenBasic Organic Gardening Informationemad sabriNoch keine Bewertungen
- Effective MaintenanceDokument19 SeitenEffective Maintenanceemad sabri100% (1)
- UtilitiesDokument17 SeitenUtilitiesnkw123Noch keine Bewertungen
- Maintenance Audit SampleDokument4 SeitenMaintenance Audit Sampleemad sabriNoch keine Bewertungen
- Maintenance Audit SampleDokument4 SeitenMaintenance Audit Sampleemad sabriNoch keine Bewertungen
- Concepts For Green CementDokument8 SeitenConcepts For Green Cementemad sabriNoch keine Bewertungen
- 2013 Plant Info Summary Sample PDFDokument38 Seiten2013 Plant Info Summary Sample PDFemad sabriNoch keine Bewertungen
- Hammercrusher1 PDFDokument4 SeitenHammercrusher1 PDFemad sabriNoch keine Bewertungen
- Operations: The PlantDokument4 SeitenOperations: The Plantemad sabriNoch keine Bewertungen
- UtilitiesDokument17 SeitenUtilitiesnkw123Noch keine Bewertungen
- Econ 2Dokument16 SeitenEcon 2ediabcNoch keine Bewertungen
- The Most Important Books of The Cement IndustryDokument3 SeitenThe Most Important Books of The Cement Industryemad sabriNoch keine Bewertungen
- CementDokument24 SeitenCementanshuldoc9100% (2)
- 1Dokument20 Seiten1Kelly EstradaNoch keine Bewertungen
- Symptoms Causes Remedies: Rolling Bearing DamageDokument1 SeiteSymptoms Causes Remedies: Rolling Bearing Damageemad sabriNoch keine Bewertungen
- Alignment StandardsDokument6 SeitenAlignment StandardsFidelFornolles100% (2)
- The Most Important Books of The Cement IndustryDokument3 SeitenThe Most Important Books of The Cement Industryemad sabriNoch keine Bewertungen
- IEEE IASPCA 2012 Conference Plant Tours at TXI Hunter Cement PlantDokument2 SeitenIEEE IASPCA 2012 Conference Plant Tours at TXI Hunter Cement Plantemad sabriNoch keine Bewertungen
- The Role of Tribology in Engineering Materials: Friction, Lubrication and WearDokument40 SeitenThe Role of Tribology in Engineering Materials: Friction, Lubrication and Wearemad sabri100% (1)
- Lubrication, Friction and Wear PDFDokument31 SeitenLubrication, Friction and Wear PDFemad sabriNoch keine Bewertungen
- Ni HardMaterialDataandApplications 11017 PDFDokument28 SeitenNi HardMaterialDataandApplications 11017 PDFhesamalaNoch keine Bewertungen
- Shell InspectionDokument23 SeitenShell Inspectionemad sabri100% (1)
- Tire and Tire ElementsDokument33 SeitenTire and Tire Elementsemad sabri100% (1)
- Banaag Reflective Journal BlsDokument3 SeitenBanaag Reflective Journal BlsR Hornilla ArcegaNoch keine Bewertungen
- Cell Organelles 2Dokument13 SeitenCell Organelles 2Sadeeq ur RahmanNoch keine Bewertungen
- Consumer ReportsDokument64 SeitenConsumer ReportsMadalina Pilipoutanu100% (1)
- Narrative Report On Conduct of Classes-October 2021Dokument1 SeiteNarrative Report On Conduct of Classes-October 2021Jansen Roy D. JaraboNoch keine Bewertungen
- Electrical Rooms Fire FightingDokument2 SeitenElectrical Rooms Fire Fightingashraf saidNoch keine Bewertungen
- Translating Child Development Research Into Practice - Can Teachers Foster Children's Theory of Mind in Primary SchoolDokument14 SeitenTranslating Child Development Research Into Practice - Can Teachers Foster Children's Theory of Mind in Primary SchoolpecescdNoch keine Bewertungen
- NOTIFIER ERCES-Bi-Directional Amplifier Systems (BDA) Webinar 6-4-2019Dokument50 SeitenNOTIFIER ERCES-Bi-Directional Amplifier Systems (BDA) Webinar 6-4-2019culeros1Noch keine Bewertungen
- Piaget and Preoperational StageDokument2 SeitenPiaget and Preoperational Stageapi-285179229Noch keine Bewertungen
- E GarageDokument36 SeitenE GarageLidijaSpaseskaNoch keine Bewertungen
- X FEDEX EIDokument13 SeitenX FEDEX EINISREEN WAYANoch keine Bewertungen
- Perdev - Module 9Dokument9 SeitenPerdev - Module 9April Rose CortesNoch keine Bewertungen
- Practical Approach To Electron Beam Dosimetry at Extended SSDDokument10 SeitenPractical Approach To Electron Beam Dosimetry at Extended SSDAhmet Kürşat ÖzkanNoch keine Bewertungen
- TQM Assignment 3Dokument8 SeitenTQM Assignment 3ehte19797177Noch keine Bewertungen
- ChartDokument27 SeitenChartFlorijan ŠafarNoch keine Bewertungen
- SCIENCE-DRRR - Q1 - W1 - Mod2Dokument16 SeitenSCIENCE-DRRR - Q1 - W1 - Mod2Jay DhelNoch keine Bewertungen
- Unit5 TestDokument3 SeitenUnit5 TestAndrea MészárosnéNoch keine Bewertungen
- ASNT QuestionsDokument3 SeitenASNT Questionsshabbir626100% (1)
- Rubber Dam (Tooth Isolation)Dokument9 SeitenRubber Dam (Tooth Isolation)NonoNoch keine Bewertungen
- Ragin Cajun PDFDokument2 SeitenRagin Cajun PDFjosemfcNoch keine Bewertungen
- Liquid Epoxy Type E: Force-Cure Epoxy For Superior 3-Layer Corrosion ProtectionDokument2 SeitenLiquid Epoxy Type E: Force-Cure Epoxy For Superior 3-Layer Corrosion ProtectionamirhosseinNoch keine Bewertungen
- Review Related LiteratureDokument3 SeitenReview Related LiteratureHanz EspirituNoch keine Bewertungen
- A Novel Procedure For Transient CFD Modeling of Basin Solar Stills, Coupling of Species and Energy EquationsDokument16 SeitenA Novel Procedure For Transient CFD Modeling of Basin Solar Stills, Coupling of Species and Energy EquationsAverroesNoch keine Bewertungen
- Robodrill 01Dokument298 SeitenRobodrill 01vuchinhvdcNoch keine Bewertungen
- Handover Paper Final 22 3 16 BJNDokument13 SeitenHandover Paper Final 22 3 16 BJNsisaraaah12Noch keine Bewertungen
- Reclaimer Inspection ReportDokument51 SeitenReclaimer Inspection ReportThiru Malpathi100% (1)
- of Biology On Introductory BioinformaticsDokument13 Seitenof Biology On Introductory BioinformaticsUttkarsh SharmaNoch keine Bewertungen
- FALLSEM2021-22 EEE3004 ETH VL2021220100810 Reference Material I 16-Aug-2021 7 Controlled Rectifier NewDokument51 SeitenFALLSEM2021-22 EEE3004 ETH VL2021220100810 Reference Material I 16-Aug-2021 7 Controlled Rectifier NewVAHEESNoch keine Bewertungen