Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- British Hallmarks For Gold, Platinum and Silver.Dokument20 SeitenBritish Hallmarks For Gold, Platinum and Silver.AFLAC ............100% (5)
- 360 Flexible Drilling MachineDokument22 Seiten360 Flexible Drilling Machinesumit bijwe100% (1)
- Week 12Dokument26 SeitenWeek 12Izzah HzmhNoch keine Bewertungen
- 1.) Bourdon Tube Pressure Gauge: Experiment #5 Pressure Transducers / Gages: 3 Ways To Measure PressureDokument18 Seiten1.) Bourdon Tube Pressure Gauge: Experiment #5 Pressure Transducers / Gages: 3 Ways To Measure PressureIzzah HzmhNoch keine Bewertungen
- QuizDokument2 SeitenQuizIzzah HzmhNoch keine Bewertungen
- Professional Ethics in Engineering: Whistleblowing, Audits, and LeadershipDokument26 SeitenProfessional Ethics in Engineering: Whistleblowing, Audits, and LeadershipIzzah HzmhNoch keine Bewertungen
- SadasdDokument2 SeitenSadasdSyahrial RamadhanNoch keine Bewertungen
- Week 3 - Ethical Decision MakingDokument30 SeitenWeek 3 - Ethical Decision MakingIzzah HzmhNoch keine Bewertungen
- Week 9Dokument59 SeitenWeek 9Izzah HzmhNoch keine Bewertungen
- Week 11Dokument37 SeitenWeek 11Izzah HzmhNoch keine Bewertungen
- Week 9Dokument59 SeitenWeek 9Izzah HzmhNoch keine Bewertungen
- Week 1Dokument31 SeitenWeek 1Izzah HzmhNoch keine Bewertungen
- Week 5 - Ethical FrameworkDokument31 SeitenWeek 5 - Ethical FrameworkIzzah HzmhNoch keine Bewertungen
- Q13&14Dokument2 SeitenQ13&14Izzah HzmhNoch keine Bewertungen
- Professional Ethics in EngineeringDokument27 SeitenProfessional Ethics in EngineeringIzzah HzmhNoch keine Bewertungen
- Week 3-4Dokument33 SeitenWeek 3-4Izzah HzmhNoch keine Bewertungen
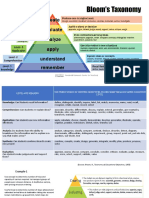
- Assessment BloomtaxonnomyDokument7 SeitenAssessment BloomtaxonnomyIzzah HzmhNoch keine Bewertungen
- Ethics QuestionsDokument1 SeiteEthics QuestionsIzzah HzmhNoch keine Bewertungen
- Deviation of Actual Vapor Power Cycles From Idealized OnesDokument2 SeitenDeviation of Actual Vapor Power Cycles From Idealized OnesIzzah HzmhNoch keine Bewertungen
- Ethics Questions-AnswerDokument6 SeitenEthics Questions-AnswerIzzah HzmhNoch keine Bewertungen
- Answers: 59660 KW, 122 KW, 18050 KW, 30.3%Dokument1 SeiteAnswers: 59660 KW, 122 KW, 18050 KW, 30.3%Izzah HzmhNoch keine Bewertungen
- 14 2042015Assignment03Solution PDFDokument6 Seiten14 2042015Assignment03Solution PDFElle LawlietNoch keine Bewertungen
- Chapter 1 Dmilhilihlms Edited1Dokument12 SeitenChapter 1 Dmilhilihlms Edited1Evangeline Moratillo AbellarNoch keine Bewertungen
- RAC InternetDokument2 SeitenRAC InternetIzzah HzmhNoch keine Bewertungen
- Stoichiometric Calculations for Combustion AnalysisDokument47 SeitenStoichiometric Calculations for Combustion AnalysisHandayani KesumadewiNoch keine Bewertungen
- ThermodynamicsDokument33 SeitenThermodynamicsIzzah HzmhNoch keine Bewertungen
- How To Select Cutting OilDokument4 SeitenHow To Select Cutting Oilgaggy1983Noch keine Bewertungen
- 10 16 PDFDokument2 Seiten10 16 PDFHafiq Prima UtamaNoch keine Bewertungen
- Materials Processing Technology: ElsevierDokument12 SeitenMaterials Processing Technology: ElsevierIzzah HzmhNoch keine Bewertungen
- Use of Castor Oil As Cutting Fluid in Machining of Hardened Stainless Steel With Minimum Quantity of LubricantDokument5 SeitenUse of Castor Oil As Cutting Fluid in Machining of Hardened Stainless Steel With Minimum Quantity of LubricantIzzah HzmhNoch keine Bewertungen
- An Experimental Investigation On Effect of Cutting Fluids in Turning With Coated Carbides ToolDokument8 SeitenAn Experimental Investigation On Effect of Cutting Fluids in Turning With Coated Carbides ToolIzzah HzmhNoch keine Bewertungen
- Cutting FluidDokument4 SeitenCutting FluidRizal FahrezaNoch keine Bewertungen
- Misumi Press Die StandardDokument72 SeitenMisumi Press Die StandardthanhvutsmvnNoch keine Bewertungen
- 031 DG Pi05 0301 0Dokument28 Seiten031 DG Pi05 0301 0powerclean ctgNoch keine Bewertungen
- NPD Gantt sheet tracks new part timelineDokument2 SeitenNPD Gantt sheet tracks new part timelineHariprasanth ChandranNoch keine Bewertungen
- Adex-List of Itms 2014Dokument21 SeitenAdex-List of Itms 2014sameer233Noch keine Bewertungen
- Es 0609Dokument38 SeitenEs 0609Joule RomeoNoch keine Bewertungen
- HEM GuidebookDokument51 SeitenHEM Guidebookaenyma100% (1)
- Making Your Own Lathe ToolsDokument9 SeitenMaking Your Own Lathe Toolscadman01380% (5)
- Krishe Site Tools & TackelsDokument6 SeitenKrishe Site Tools & TackelsArif KhanNoch keine Bewertungen
- Electrode Codes For Use in BoilersDokument4 SeitenElectrode Codes For Use in Boilersh_patnaikNoch keine Bewertungen
- 16-Nut & WasherDokument1 Seite16-Nut & Washerhesham alhelaleeNoch keine Bewertungen
- Material-Specific Threading ToolsDokument68 SeitenMaterial-Specific Threading ToolsnickgibbsNoch keine Bewertungen
- Wps Pqrwelding SCSP COUPON Phpapp02Dokument14 SeitenWps Pqrwelding SCSP COUPON Phpapp02Oladimeji TaiwoNoch keine Bewertungen
- BOM-Alfa Co2 Welding Fixture - HardwareDokument9 SeitenBOM-Alfa Co2 Welding Fixture - HardwareBhavesh ShiyaniNoch keine Bewertungen
- Production Welding Techniques & ProcessesDokument2 SeitenProduction Welding Techniques & ProcessesSreekumar RajendrababuNoch keine Bewertungen
- Welding Machine Repairing Service in Rajkot Gujarat IndiaDokument127 SeitenWelding Machine Repairing Service in Rajkot Gujarat IndiaSpandan MishraNoch keine Bewertungen
- A General Review of The Causes and Acceptance of Shape ImperfectionsDokument7 SeitenA General Review of The Causes and Acceptance of Shape ImperfectionsMuhammed SulfeekNoch keine Bewertungen
- Fabrication and Welding Manual SectionsDokument4 SeitenFabrication and Welding Manual SectionsSudhir DwivediNoch keine Bewertungen
- Linde Service Guide OverviewDokument5 SeitenLinde Service Guide OverviewMário AndradeNoch keine Bewertungen
- History of Metal CastingDokument17 SeitenHistory of Metal CastingMobaraz KhokharNoch keine Bewertungen
- 31 Screw Threads and Gear Manufacturing MethodsDokument17 Seiten31 Screw Threads and Gear Manufacturing MethodsPRASAD326100% (8)
- TaTaurus TSMD3215 Operating Instruction - Pdfurus TSMD3215 Operating InstructionDokument7 SeitenTaTaurus TSMD3215 Operating Instruction - Pdfurus TSMD3215 Operating InstructionwjzabalaNoch keine Bewertungen
- Bolt Depot CatalogDokument104 SeitenBolt Depot Catalogalexmontell100% (2)
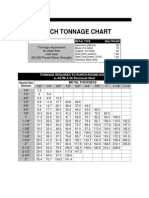
- Punch Tonnage Chart: Tonnage Required To Punch Round Holes in ASTM A-36 Structural SteelDokument1 SeitePunch Tonnage Chart: Tonnage Required To Punch Round Holes in ASTM A-36 Structural Steelsmartcad60Noch keine Bewertungen
- Daftar Berat BajaDokument15 SeitenDaftar Berat BajaAzk 463Noch keine Bewertungen
- Lakshmi Machine ToolsDokument8 SeitenLakshmi Machine ToolsPuneeth KumarNoch keine Bewertungen
- Armox 370T Class 1: General Product DescriptionDokument2 SeitenArmox 370T Class 1: General Product DescriptionSuneelNoch keine Bewertungen
- 67047-Ch14 BaruDokument48 Seiten67047-Ch14 BaruDanielNoch keine Bewertungen
- Machinist: 2 Year (Volume - I of II)Dokument146 SeitenMachinist: 2 Year (Volume - I of II)irshadNoch keine Bewertungen