Das könnte Ihnen auch gefallen
- Fused and Sintered AluminaDokument7 SeitenFused and Sintered AluminaSaragadam DilsriNoch keine Bewertungen
- Alumina Matrix in RefractoriesDokument5 SeitenAlumina Matrix in RefractoriesSans SenNoch keine Bewertungen
- Sasol Germany GMBH: Pural®/Catapal® High Purity AluminasDokument9 SeitenSasol Germany GMBH: Pural®/Catapal® High Purity Aluminasrodolfo ortizNoch keine Bewertungen
- Float Glass RefractoryDokument4 SeitenFloat Glass RefractorySans SenNoch keine Bewertungen
- 3 Am Mental Breakdown Incoming Display BoardDokument1 Seite3 Am Mental Breakdown Incoming Display BoardJellyn De VeraNoch keine Bewertungen
- BF-9201 US F-200 DatasheetDokument3 SeitenBF-9201 US F-200 DatasheetNguyễn Kim HùngNoch keine Bewertungen
- Air Gas Drying BrochureDokument10 SeitenAir Gas Drying BrochureAdriano CostaNoch keine Bewertungen
- Air and Gas Drying BrochureDokument11 SeitenAir and Gas Drying BrochuremandyxonNoch keine Bewertungen
- Caprax SC60FFDokument1 SeiteCaprax SC60FFMatahari WasisotamaNoch keine Bewertungen
- ICEF2010-35139: New Approaches On Material Design For High-Performance 2-Stroke Engine BearingsDokument6 SeitenICEF2010-35139: New Approaches On Material Design For High-Performance 2-Stroke Engine BearingsFLangNoch keine Bewertungen
- Astm C 401 - 1991 PDFDokument2 SeitenAstm C 401 - 1991 PDFYudi P.0% (1)
- AluminiumDokument4 SeitenAluminiumShàñkâr À SháñzNoch keine Bewertungen
- Specification Sheet: 2205: (UNS S32205/S31803)Dokument2 SeitenSpecification Sheet: 2205: (UNS S32205/S31803)Haytham MohamedNoch keine Bewertungen
- Acumer™: Scale Inhibitor and DispersantDokument3 SeitenAcumer™: Scale Inhibitor and DispersantAndreia Frassini100% (1)
- High Performance: Properties & General DataDokument4 SeitenHigh Performance: Properties & General DataRaghNoch keine Bewertungen
- C51-11 Standard Terminology Relating To Lime and Limestone (As Used by The Industry)Dokument4 SeitenC51-11 Standard Terminology Relating To Lime and Limestone (As Used by The Industry)mithileshNoch keine Bewertungen
- ASTM C 51 Standard Terminology Relating To Lime and Limestone (As Used by The Industry)Dokument3 SeitenASTM C 51 Standard Terminology Relating To Lime and Limestone (As Used by The Industry)Ryan LasacaNoch keine Bewertungen
- Lime and Limestone (As Used by The Industry) : Standard Terminology Relating ToDokument3 SeitenLime and Limestone (As Used by The Industry) : Standard Terminology Relating ToSimin Coke Co.Noch keine Bewertungen
- Investigation of Some Copolymers Based On Acrylic Salts As Circulation Loss Control AgentsDokument11 SeitenInvestigation of Some Copolymers Based On Acrylic Salts As Circulation Loss Control AgentsAmany AymanNoch keine Bewertungen
- High-Strength, Low-Alloy Carbon, Manganese, Columbium, Vanadium Steel of Structural Quality With Improved Notch ToughnessDokument2 SeitenHigh-Strength, Low-Alloy Carbon, Manganese, Columbium, Vanadium Steel of Structural Quality With Improved Notch ToughnessMytzy Godoy TapiaNoch keine Bewertungen
- Optimizing AOD Refractory PerformanceDokument10 SeitenOptimizing AOD Refractory PerformanceJulio PurezaNoch keine Bewertungen
- BELZONA 1111 Product Specification SheetDokument2 SeitenBELZONA 1111 Product Specification SheetMohamed NouzerNoch keine Bewertungen
- 2011 Bullentin Rel. 2 CompacSOL-dataDokument4 Seiten2011 Bullentin Rel. 2 CompacSOL-dataBranko TodorovicNoch keine Bewertungen
- Environmental Product Declaration: Epd I - Anpa - 7Dokument6 SeitenEnvironmental Product Declaration: Epd I - Anpa - 7ssNoch keine Bewertungen
- Al-Li AlloyDokument6 SeitenAl-Li AlloyArshad SiddiqueeNoch keine Bewertungen
- Lime and Limestone (As Used by The Industry) : Standard Terminology Relating ToDokument3 SeitenLime and Limestone (As Used by The Industry) : Standard Terminology Relating ToGabriel Arteaga100% (1)
- 1 s2.0 S1631074810002857 MainDokument8 Seiten1 s2.0 S1631074810002857 MainAditya BhordeNoch keine Bewertungen
- C51 PDFDokument3 SeitenC51 PDFINARQ1979Noch keine Bewertungen
- Silicon Carbide: Nitride Bonded (Cast/pressed), Ramming CFR, Castable CFCDokument3 SeitenSilicon Carbide: Nitride Bonded (Cast/pressed), Ramming CFR, Castable CFCdebasisNoch keine Bewertungen
- 3 CamelliDokument4 Seiten3 CamelliSilvia CamelliNoch keine Bewertungen
- John Harvey and Samantha Birch: Important Factors in The Selection of Steel Ladle Lining MaterialsDokument8 SeitenJohn Harvey and Samantha Birch: Important Factors in The Selection of Steel Ladle Lining MaterialssadhuNoch keine Bewertungen
- Light Metals 2015: Edited By: Margaret HylandDokument2 SeitenLight Metals 2015: Edited By: Margaret HylandPRACHIPRAVA PRADHANNoch keine Bewertungen
- The New Generation Engine Bearings That Go The Distance: ... and Then Some!Dokument4 SeitenThe New Generation Engine Bearings That Go The Distance: ... and Then Some!Troy BauerNoch keine Bewertungen
- 023 - Isomerization Unit (ISOM)Dokument5 Seiten023 - Isomerization Unit (ISOM)Raghavan VenkatramanNoch keine Bewertungen
- Specification Sheet: 2205: A 22Cr-3Mo Stainless SteelDokument2 SeitenSpecification Sheet: 2205: A 22Cr-3Mo Stainless SteelAldinoFilhoNoch keine Bewertungen
- 2205 Spec SheetDokument2 Seiten2205 Spec SheetDownloader99Noch keine Bewertungen
- General CatalogDokument18 SeitenGeneral CatalogMiguel ParejaNoch keine Bewertungen
- Alumina Aluminium Oxide Al2O3 A Refractory Ceramic OxideDokument4 SeitenAlumina Aluminium Oxide Al2O3 A Refractory Ceramic OxidemichaelNoch keine Bewertungen
- Inconel 625 PDFDokument16 SeitenInconel 625 PDFErick OlavarriaNoch keine Bewertungen
- 2331 CRL Ar2009 ReviewDokument9 Seiten2331 CRL Ar2009 Reviewmanas chatterjeeNoch keine Bewertungen
- Nickel Aluminum Bronze GuideDokument9 SeitenNickel Aluminum Bronze GuideAnoir AkkariNoch keine Bewertungen
- Secondary Aluminium Alloying CHEMMETALSDokument1 SeiteSecondary Aluminium Alloying CHEMMETALSShyam AmalakantiNoch keine Bewertungen
- Aluminum AlloysDokument29 SeitenAluminum AlloysAlejandra Balderas100% (1)
- Manual Refractario RefratecnikDokument59 SeitenManual Refractario RefratecnikCristian Aguayo Diaz100% (1)
- Service Advisory - Corrosive Sulfur in Power Bushings: Product Group Insulation & ComponentsDokument2 SeitenService Advisory - Corrosive Sulfur in Power Bushings: Product Group Insulation & ComponentsCarlos CastellonNoch keine Bewertungen
- Efecto de La Microsilica en Los Castables RefractariosDokument11 SeitenEfecto de La Microsilica en Los Castables Refractariosmiltone87Noch keine Bewertungen
- Ancamide 261a UsDokument11 SeitenAncamide 261a UsdamiendamNoch keine Bewertungen
- Refrac 2Dokument20 SeitenRefrac 2PawanNoch keine Bewertungen
- 1 s2.0 S0924013621003769 MainDokument10 Seiten1 s2.0 S0924013621003769 MainÁlvaro Nieto CastroNoch keine Bewertungen
- COBALT - FACTS-Metallurgical - UsesDokument15 SeitenCOBALT - FACTS-Metallurgical - UsesMarlon BombiNoch keine Bewertungen
- Recovery of Fine Aluminum Hydroxide With High Whiteness Index From Low Quality Bauxite Using Caustic Roasting and Water LeachingDokument10 SeitenRecovery of Fine Aluminum Hydroxide With High Whiteness Index From Low Quality Bauxite Using Caustic Roasting and Water LeachingSyifaNoch keine Bewertungen
- Processing Microstructure and Mechanical Strength of Reaction Bonded Al2O3 Ceramics 2003 Ceramics InternationalDokument10 SeitenProcessing Microstructure and Mechanical Strength of Reaction Bonded Al2O3 Ceramics 2003 Ceramics InternationalaryamesaNoch keine Bewertungen
- Astm C51Dokument3 SeitenAstm C51Jony Gutiérrez Abanto100% (2)
- Alloy200 201 SpecSheet 2Dokument2 SeitenAlloy200 201 SpecSheet 2sudhirggNoch keine Bewertungen
- Refractories For Induction Furnaces For DisplayDokument9 SeitenRefractories For Induction Furnaces For Displayabdul rochimNoch keine Bewertungen
- Pretratment Alu Before CopperDokument21 SeitenPretratment Alu Before Copperrerama reramaNoch keine Bewertungen
- Cabosil in FOOD PROCESSING INDUSTRIESDokument12 SeitenCabosil in FOOD PROCESSING INDUSTRIESCristián RojasNoch keine Bewertungen
- FW635Dokument1 SeiteFW635nc5r8fkp6zNoch keine Bewertungen
- 01.06.2020shaybah Burn Pit ShutdownDokument1 Seite01.06.2020shaybah Burn Pit ShutdownsonalisabirNoch keine Bewertungen
- OPI LEGRIT 110 0 8 0 4 ISO enDokument3 SeitenOPI LEGRIT 110 0 8 0 4 ISO ensonalisabirNoch keine Bewertungen
- 01.04.2020 Shaybah Burn Pit ShutdownDokument1 Seite01.04.2020 Shaybah Burn Pit ShutdownsonalisabirNoch keine Bewertungen
- P1-Instructions Transport & StorageDokument7 SeitenP1-Instructions Transport & StoragesonalisabirNoch keine Bewertungen
- 17.03.2020 Shaybah Burn Pit ShutdownDokument2 Seiten17.03.2020 Shaybah Burn Pit ShutdownsonalisabirNoch keine Bewertungen
- OPI LEGRIT 136 1 3S 0 4 ISO enDokument4 SeitenOPI LEGRIT 136 1 3S 0 4 ISO ensonalisabirNoch keine Bewertungen
- OPI RETARDER CA ISO enDokument3 SeitenOPI RETARDER CA ISO ensonalisabirNoch keine Bewertungen
- P1-Instructions Ceramic AnchorsDokument3 SeitenP1-Instructions Ceramic AnchorssonalisabirNoch keine Bewertungen
- OPI RESIMUR B73V 05 V ISO enDokument2 SeitenOPI RESIMUR B73V 05 V ISO ensonalisabirNoch keine Bewertungen
- OPI DIDURIT M60 5 V ISO enDokument4 SeitenOPI DIDURIT M60 5 V ISO ensonalisabirNoch keine Bewertungen
- SR No Current Responsibility Name of The Employee PF NumberDokument2 SeitenSR No Current Responsibility Name of The Employee PF NumbersonalisabirNoch keine Bewertungen
- 1122020111325AM-CLass 1 Maths Worksheet-TimeDokument2 Seiten1122020111325AM-CLass 1 Maths Worksheet-Timesonalisabir100% (1)
- Papaer JournelDokument6 SeitenPapaer JournelsonalisabirNoch keine Bewertungen
- Compliance Data SheetDokument16 SeitenCompliance Data SheetsonalisabirNoch keine Bewertungen
- English For Techies How To Start / Write / Reply Professional EmailsDokument14 SeitenEnglish For Techies How To Start / Write / Reply Professional EmailssonalisabirNoch keine Bewertungen
- Permeability of Refractory Castables atDokument3 SeitenPermeability of Refractory Castables atsonalisabirNoch keine Bewertungen
- Banaras Hindu University: Institute of TechnologyDokument24 SeitenBanaras Hindu University: Institute of TechnologysonalisabirNoch keine Bewertungen
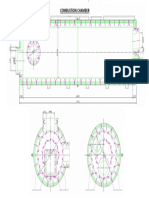
- Drawing - Combustion ChamberDokument1 SeiteDrawing - Combustion ChambersonalisabirNoch keine Bewertungen
- WPS Welding Procedure For DuctsDokument4 SeitenWPS Welding Procedure For DuctssonalisabirNoch keine Bewertungen
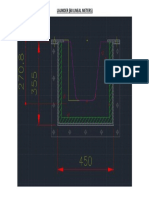
- Drawing - Sketch LaunderDokument1 SeiteDrawing - Sketch LaundersonalisabirNoch keine Bewertungen
- Refractory Activity Schedule of Boiler in Saudi Aramco SafaniaDokument2 SeitenRefractory Activity Schedule of Boiler in Saudi Aramco SafaniasonalisabirNoch keine Bewertungen
- Paigum ICP Invoice - ICP 237447Dokument1 SeitePaigum ICP Invoice - ICP 237447sonalisabirNoch keine Bewertungen
- Rotary Kiln Refractory Activities 2018csdDokument6 SeitenRotary Kiln Refractory Activities 2018csdsonalisabirNoch keine Bewertungen
- Panel MonitoringDokument1 SeitePanel MonitoringsonalisabirNoch keine Bewertungen
- TG Refractory Activities 2018csdDokument8 SeitenTG Refractory Activities 2018csdsonalisabirNoch keine Bewertungen
- Annular Cooler Refractory Activities 2018csdDokument7 SeitenAnnular Cooler Refractory Activities 2018csdsonalisabirNoch keine Bewertungen
- Malleable Iron Pipe Fittings: Gourd BrandDokument11 SeitenMalleable Iron Pipe Fittings: Gourd BrandAamer Abdul MajeedNoch keine Bewertungen
- Balancing Equations Using InspectionDokument5 SeitenBalancing Equations Using InspectionEugene MacapagalNoch keine Bewertungen
- Determination and Correlation of Heat Transfer Coefficients in A Falling Film EvaporatorDokument7 SeitenDetermination and Correlation of Heat Transfer Coefficients in A Falling Film EvaporatorSeyit AvcuNoch keine Bewertungen
- D and F Block Elements 2Dokument9 SeitenD and F Block Elements 2Dr. P.S.SenguptaNoch keine Bewertungen
- Ceramem TechDokument17 SeitenCeramem TechSrini VasanNoch keine Bewertungen
- Procare An (TDS)Dokument2 SeitenProcare An (TDS)liniaxcitoNoch keine Bewertungen
- CH 21Dokument32 SeitenCH 21Ayyappa SwamyNoch keine Bewertungen
- Universidad Tecnológica EquinoccialDokument4 SeitenUniversidad Tecnológica EquinoccialElvisAndresEspinosaGrandaNoch keine Bewertungen
- Analysis of Anthocyanins in Strawberries and Elderberries. A Comparison of Capillary Zone Electrophoresis and HPLCDokument6 SeitenAnalysis of Anthocyanins in Strawberries and Elderberries. A Comparison of Capillary Zone Electrophoresis and HPLCGiangNoch keine Bewertungen
- Organic Chemistry 3 Assignment 1, B1748443Dokument7 SeitenOrganic Chemistry 3 Assignment 1, B1748443zacksNoch keine Bewertungen
- HaloalkanesDokument3 SeitenHaloalkanesNirav PandeyNoch keine Bewertungen
- WKS 8 & 9 - Industrial Dryer 2T 2020-2021Dokument26 SeitenWKS 8 & 9 - Industrial Dryer 2T 2020-2021Mei Lamfao100% (1)
- Fire Safety Unit 1Dokument102 SeitenFire Safety Unit 1Raunaq AroraNoch keine Bewertungen
- Scientific Program TableDokument10 SeitenScientific Program TableMd Iftekhar AhmadNoch keine Bewertungen
- Valence Bond TheoryDokument11 SeitenValence Bond TheoryGenien HongNoch keine Bewertungen
- THESIS - 2011106042 - Organic Inorganic Halide Perovskite Solar CellDokument49 SeitenTHESIS - 2011106042 - Organic Inorganic Halide Perovskite Solar CellAbhinav PaikNoch keine Bewertungen
- EASA: Module 7 (Essay)Dokument14 SeitenEASA: Module 7 (Essay)Muhammad Amirul Mansor100% (1)
- Physical-Chemical Characterization of Metal Hydroxides Sludge Waste Obtained From ElectrocoagulationDokument19 SeitenPhysical-Chemical Characterization of Metal Hydroxides Sludge Waste Obtained From ElectrocoagulationcelestinogarciaNoch keine Bewertungen
- Advance Welding PDFDokument2 SeitenAdvance Welding PDFRajeevNoch keine Bewertungen
- Allproductscatalog PDFDokument578 SeitenAllproductscatalog PDFrajpvikNoch keine Bewertungen
- PharmacyDokument9 SeitenPharmacyBhavik PrajapatiNoch keine Bewertungen
- SA90 Global Technical Data SheetDokument1 SeiteSA90 Global Technical Data SheetMohamedNoch keine Bewertungen
- given S.G x ρH2O givenDokument2 Seitengiven S.G x ρH2O givenImi_dash9Noch keine Bewertungen
- Rheomix 157 Pds Asean 311209Dokument2 SeitenRheomix 157 Pds Asean 311209Gabriel LimNoch keine Bewertungen
- Sarnafil g476 PdsDokument4 SeitenSarnafil g476 PdsRialno TambunanNoch keine Bewertungen
- Ball ValvesDokument112 SeitenBall ValvesAlexjohn2009Noch keine Bewertungen
- Astm-F 2164Dokument5 SeitenAstm-F 2164damithNoch keine Bewertungen
- 0625 s12 QP 13Dokument20 Seiten0625 s12 QP 13Ahmed Hany ElGezawyNoch keine Bewertungen
- Industrial Explosion Protection InstituteDokument4 SeitenIndustrial Explosion Protection InstituteKhoirul WaladNoch keine Bewertungen
- Bmat Test SpecificationDokument42 SeitenBmat Test SpecificationAli EslamiNoch keine Bewertungen