Das könnte Ihnen auch gefallen
- 4.failure Theories and Stress ConcentrationsDokument21 Seiten4.failure Theories and Stress ConcentrationsAmr El SaeedNoch keine Bewertungen
- SSP 099 18 Tfsi 132kw 20 Tfsi 162kw Ea888Dokument60 SeitenSSP 099 18 Tfsi 132kw 20 Tfsi 162kw Ea888Jose Ramón Orenes ClementeNoch keine Bewertungen
- Measure Flow Rates with a V-Notch WeirDokument14 SeitenMeasure Flow Rates with a V-Notch WeirPaul Ivan Asencio CasumpangNoch keine Bewertungen
- Basics of Reverse OsmosisDokument14 SeitenBasics of Reverse OsmosisNagarjuna Tadiparti100% (2)
- RCC construction, mixes, instrumentation and dams studiedDokument35 SeitenRCC construction, mixes, instrumentation and dams studiedlorikNoch keine Bewertungen
- Good Cip SystemDokument7 SeitenGood Cip SystemThanneeru Naga RajuNoch keine Bewertungen
- Hydraulic EquationsDokument9 SeitenHydraulic EquationsNguyen Phuc PhamNoch keine Bewertungen
- Underground Construction TechonologyDokument107 SeitenUnderground Construction TechonologyJose David GarciaNoch keine Bewertungen
- SYNOPSIS For Job PortalDokument6 SeitenSYNOPSIS For Job PortalAkanksha Verma90% (10)
- Is 5822 1994Dokument18 SeitenIs 5822 1994aquibzafarNoch keine Bewertungen
- Service Life Prediction of Concrete StructuresDokument18 SeitenService Life Prediction of Concrete Structuresstructure123Noch keine Bewertungen
- Earth Dams Filter Design CE-428Dokument49 SeitenEarth Dams Filter Design CE-428Engr. Muhammad Abu Bakar JamilNoch keine Bewertungen
- Software Test ReportDokument4 SeitenSoftware Test ReportSabahat HussainNoch keine Bewertungen
- A Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsVon EverandA Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsNoch keine Bewertungen
- Air in Pipelines PDFDokument92 SeitenAir in Pipelines PDFJoelCristobalNoch keine Bewertungen
- Supplier Deviation Request FormDokument2 SeitenSupplier Deviation Request Formjainik shahNoch keine Bewertungen
- Highway ReportDokument257 SeitenHighway ReportMarlon Rampersad100% (1)
- Mechanistic-Empirical Pavement Design Guide: A Manual of PracticeDokument35 SeitenMechanistic-Empirical Pavement Design Guide: A Manual of PracticeClaudio FaríasNoch keine Bewertungen
- Clarifiers & ThickenersDokument8 SeitenClarifiers & ThickenersIstifiarti MandasariNoch keine Bewertungen
- Operation and Verification of Open Channel and Closed Pipe Flow MetersDokument64 SeitenOperation and Verification of Open Channel and Closed Pipe Flow Meterssawmag123Noch keine Bewertungen
- Sewer DesignDokument14 SeitenSewer DesignDevendra Sharma100% (3)
- WRD Ot Clarifier Calculations 445211 7Dokument118 SeitenWRD Ot Clarifier Calculations 445211 7royal inNoch keine Bewertungen
- Tunnel MEP Design Status and InterfaceDokument12 SeitenTunnel MEP Design Status and InterfacebalabhaviniNoch keine Bewertungen
- Gulf Tunneling Company ProfileDokument54 SeitenGulf Tunneling Company ProfilelingamkumarNoch keine Bewertungen
- Impacts of Tunnels in The UK Arup PDFDokument9 SeitenImpacts of Tunnels in The UK Arup PDFRodrigo Hernández AbarzúaNoch keine Bewertungen
- Construction of a Cross-Passage for Delhi Metro's Twin Tunnel SystemDokument3 SeitenConstruction of a Cross-Passage for Delhi Metro's Twin Tunnel SystemJothimanikkam SomasundaramNoch keine Bewertungen
- Methods of TunnellingDokument4 SeitenMethods of TunnellingVicces P. EstradaNoch keine Bewertungen
- Datasheet Dramix RC 6535 BNDokument1 SeiteDatasheet Dramix RC 6535 BNSahil GandhiNoch keine Bewertungen
- Jet Tunnel FanDokument12 SeitenJet Tunnel FanZulkarnain DahalanNoch keine Bewertungen
- Sewer AppurtenancesDokument19 SeitenSewer AppurtenancesReshmy M RajuNoch keine Bewertungen
- Development of Railway Tunneling Technology in ChinaDokument87 SeitenDevelopment of Railway Tunneling Technology in ChinadimchodimovNoch keine Bewertungen
- Test 1 - Concrete Mix Design DishanDokument20 SeitenTest 1 - Concrete Mix Design DishanYasndra AbeygunewardhaneNoch keine Bewertungen
- Tunnelling and Underground Space TechnologyDokument6 SeitenTunnelling and Underground Space TechnologytibammNoch keine Bewertungen
- Project Proposal On Hydraulic Transient. Case Study Rubavu HPTDokument8 SeitenProject Proposal On Hydraulic Transient. Case Study Rubavu HPTEng Bagaragaza RomualdNoch keine Bewertungen
- Revised Boq SatpatiDokument101 SeitenRevised Boq SatpatiKuldeep KumarNoch keine Bewertungen
- Construction Program and Equipment PlanningDokument123 SeitenConstruction Program and Equipment PlanningGirma AssefaNoch keine Bewertungen
- CusumDokument3.984 SeitenCusumSapariya HiteshNoch keine Bewertungen
- Introduction Classification Advantages and Disadvantages Site Selection Selection of Type of DamDokument30 SeitenIntroduction Classification Advantages and Disadvantages Site Selection Selection of Type of DamKubaNoch keine Bewertungen
- Araldite PW 1036 Hardener HW 1036: Product Data SheetDokument4 SeitenAraldite PW 1036 Hardener HW 1036: Product Data SheetAhmed HusseinNoch keine Bewertungen
- Bill of Quantity For Drilling of Twenty BoreholesDokument1 SeiteBill of Quantity For Drilling of Twenty BoreholesAnonymous OeoeVBmwNoch keine Bewertungen
- Welline Water Rising Solution 20151002 PDFDokument4 SeitenWelline Water Rising Solution 20151002 PDFAaron Homing NiNoch keine Bewertungen
- Chapter 6-1Dokument33 SeitenChapter 6-1Punitha PaulNoch keine Bewertungen
- Sub Theme 2 - Full PaperDokument752 SeitenSub Theme 2 - Full PaperDedi ApriadiNoch keine Bewertungen
- Slurry Treatment Equipment Performance and SpecificationsDokument29 SeitenSlurry Treatment Equipment Performance and SpecificationsKathirgamanathan SivanathanNoch keine Bewertungen
- Construction - TBM Dismantling Final GCFlYTDokument6 SeitenConstruction - TBM Dismantling Final GCFlYTmetropodikasNoch keine Bewertungen
- Types of ManholesDokument6 SeitenTypes of ManholesEvonYongNoch keine Bewertungen
- Assgn No.4 CE OD 86 CED 87Dokument2 SeitenAssgn No.4 CE OD 86 CED 87xoham57089100% (1)
- ForebayDokument10 SeitenForebayKamal KatwalNoch keine Bewertungen
- Hyd 414Dokument116 SeitenHyd 414Bhaskar ReddyNoch keine Bewertungen
- Training - Guiding Principles For Design and Construction of Deep Hand Tube Well (DHTW) PDFDokument14 SeitenTraining - Guiding Principles For Design and Construction of Deep Hand Tube Well (DHTW) PDFCDMP BangladeshNoch keine Bewertungen
- Bingham Model For Pumpable ConcreteDokument11 SeitenBingham Model For Pumpable ConcreteYogendra SINGH PATELNoch keine Bewertungen
- BN Dutta Septic TankDokument4 SeitenBN Dutta Septic TankJeevan NaikNoch keine Bewertungen
- ExjbhDokument4 SeitenExjbhBryar Husen100% (1)
- Curve Jacking - Paper Bangkok T-1ThorenDokument10 SeitenCurve Jacking - Paper Bangkok T-1ThorenCheng KimHuaNoch keine Bewertungen
- CIV 2213 - Fluid Mechanics II At-Home Test No. 1 Date & Start Time: Time AllowedDokument3 SeitenCIV 2213 - Fluid Mechanics II At-Home Test No. 1 Date & Start Time: Time Allowedshan singhNoch keine Bewertungen
- Tunnel PPT Rakesh SehgalDokument66 SeitenTunnel PPT Rakesh SehgalS N satyanarayana100% (1)
- Hydraulics - Formulae For Partially Filled Circular Pipes (Akgiray, 2004) PDFDokument15 SeitenHydraulics - Formulae For Partially Filled Circular Pipes (Akgiray, 2004) PDFRavi KumarNoch keine Bewertungen
- Saline Water Conversion Corporation Kingdom of Saudi Arabia Projects Engineering DepartmentDokument13 SeitenSaline Water Conversion Corporation Kingdom of Saudi Arabia Projects Engineering DepartmentBhavanishankar ShettyNoch keine Bewertungen
- Method Statement Geo Technical Investigation: 1. PurposeDokument7 SeitenMethod Statement Geo Technical Investigation: 1. PurposeJ. Kumar Infraprojects LtdNoch keine Bewertungen
- How Tunnel Ventilation System Design is Impacted by Operational Strategies and Air Quality CriteriaDokument12 SeitenHow Tunnel Ventilation System Design is Impacted by Operational Strategies and Air Quality Criteriap0486Noch keine Bewertungen
- Surface Water IntakesDokument26 SeitenSurface Water IntakesKhalid AbeedNoch keine Bewertungen
- D.I. Catalogue) 9th Edition) PDFDokument70 SeitenD.I. Catalogue) 9th Edition) PDFArunprasad MurugesanNoch keine Bewertungen
- TUNNEL PresentationDokument27 SeitenTUNNEL Presentationsanket jainNoch keine Bewertungen
- WRI7 - 8 - 9 - Hydrograph Analysis, Unit Hydrograph, S-Hydrograph, Numerical ProblemsDokument13 SeitenWRI7 - 8 - 9 - Hydrograph Analysis, Unit Hydrograph, S-Hydrograph, Numerical ProblemsmustafaNoch keine Bewertungen
- Rehabilitation of Upper Makulapnit Dam ProposalDokument17 SeitenRehabilitation of Upper Makulapnit Dam ProposalMar MartillanoNoch keine Bewertungen
- VRVTEWUPIG FootbridgeDokument2 SeitenVRVTEWUPIG FootbridgeVeenoyNoch keine Bewertungen
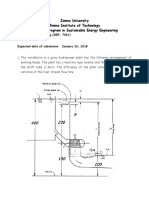
- Jimma University Hydropower Engineering AssignmentDokument4 SeitenJimma University Hydropower Engineering AssignmentAmexTesfayeKoraNoch keine Bewertungen
- Full Paper FRP CulvertBridges SubmitDokument9 SeitenFull Paper FRP CulvertBridges SubmitOussamaNoch keine Bewertungen
- SES2DB464C8RGPO0U Use of Steel Fiber Reinforced Sprayed Concrete in The Final Lining of Conventionally ExcavateDokument8 SeitenSES2DB464C8RGPO0U Use of Steel Fiber Reinforced Sprayed Concrete in The Final Lining of Conventionally Excavatemoin4cuetNoch keine Bewertungen
- Life Extension of Bridges, 2010Dokument6 SeitenLife Extension of Bridges, 2010LvisionNoch keine Bewertungen
- Is 9271 2004 PDFDokument16 SeitenIs 9271 2004 PDFshahqazwsxNoch keine Bewertungen
- 18 Dow IWWD0315 PDFDokument2 Seiten18 Dow IWWD0315 PDFshahqazwsxNoch keine Bewertungen
- 2014 MV-P1 4Dokument37 Seiten2014 MV-P1 4shahqazwsxNoch keine Bewertungen
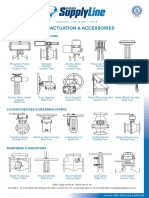
- Valve Actuation Accessories OverviewDokument1 SeiteValve Actuation Accessories OverviewshahqazwsxNoch keine Bewertungen
- Classification of Precast Concrete SegmeDokument15 SeitenClassification of Precast Concrete SegmeshahqazwsxNoch keine Bewertungen
- Presentationonasmesec 191101032115Dokument121 SeitenPresentationonasmesec 191101032115shahqazwsxNoch keine Bewertungen
- IGC-2015 Submission 374Dokument9 SeitenIGC-2015 Submission 374shahqazwsxNoch keine Bewertungen
- Entendiendo Los Rodamientos para Los Ventiladores IndustrialesDokument4 SeitenEntendiendo Los Rodamientos para Los Ventiladores Industrialesjuancgr77Noch keine Bewertungen
- Recommendations For The Symbolism of Cathodic Protection EquipmentDokument19 SeitenRecommendations For The Symbolism of Cathodic Protection EquipmentshahqazwsxNoch keine Bewertungen
- BFV 19Dokument1 SeiteBFV 19arjnittNoch keine Bewertungen
- Advanced P.1&2 Design Impressed Current PDFDokument55 SeitenAdvanced P.1&2 Design Impressed Current PDFshahqazwsxNoch keine Bewertungen
- Navi Mumbai Airport Influence Area Development Plan RegulationsDokument227 SeitenNavi Mumbai Airport Influence Area Development Plan RegulationsAshish KohaleNoch keine Bewertungen
- Spillway Design PDFDokument54 SeitenSpillway Design PDFshahqazwsxNoch keine Bewertungen
- Water HammerDokument20 SeitenWater HammershahqazwsxNoch keine Bewertungen
- Noman 1Dokument153 SeitenNoman 1Noman RazaNoch keine Bewertungen
- Zappendix A Cathodic Protection Design PDFDokument30 SeitenZappendix A Cathodic Protection Design PDFshahqazwsxNoch keine Bewertungen
- Spec Speed PrimerDokument11 SeitenSpec Speed PrimerEbby OnyekweNoch keine Bewertungen
- Bearing For Pumps and CompressorsDokument24 SeitenBearing For Pumps and CompressorsshahqazwsxNoch keine Bewertungen
- 100 Alignment Minimum Head Maximum Head HGLDokument17 Seiten100 Alignment Minimum Head Maximum Head HGLshahqazwsxNoch keine Bewertungen
- BC Soil PDFDokument8 SeitenBC Soil PDFSalim BhaldarNoch keine Bewertungen
- Module 06 PDFDokument41 SeitenModule 06 PDFSusmit NimjeNoch keine Bewertungen
- 818H Power Mizer For Water and Wastewater Treatment Systems PDFDokument4 Seiten818H Power Mizer For Water and Wastewater Treatment Systems PDFshahqazwsxNoch keine Bewertungen
- Addendum2 (AC 02)Dokument12 SeitenAddendum2 (AC 02)shahqazwsxNoch keine Bewertungen
- 37 Restraints On The Execution of WorksDokument15 Seiten37 Restraints On The Execution of WorksDharmarajah Xavier IndrarajanNoch keine Bewertungen
- Zetron Model 30 Instruction Manual EarlyDokument58 SeitenZetron Model 30 Instruction Manual EarlyOscar EscobarNoch keine Bewertungen
- Peanut Brittle LabDokument2 SeitenPeanut Brittle LabMary Bacon HillebrandNoch keine Bewertungen
- PI Digital Panel Indicator - B0Dokument7 SeitenPI Digital Panel Indicator - B0dtoxidNoch keine Bewertungen
- Float Trap PennantDokument2 SeitenFloat Trap PennantJinalkumarNoch keine Bewertungen
- Usage of Regular Expressions in NLPDokument7 SeitenUsage of Regular Expressions in NLPInternational Journal of Research in Engineering and TechnologyNoch keine Bewertungen
- Figure 6-1. Frame Accessories Battery Figure 6-1. Frame Accessories BatteryDokument31 SeitenFigure 6-1. Frame Accessories Battery Figure 6-1. Frame Accessories BatteryalopezvillavicencioNoch keine Bewertungen
- Linux CommandsDokument2 SeitenLinux CommandsVishwas BeedeNoch keine Bewertungen
- Mktech Is1-19Hd & Receptor: Receptor PVR de Satelit Si Semnal Terestru Raport de TestareDokument7 SeitenMktech Is1-19Hd & Receptor: Receptor PVR de Satelit Si Semnal Terestru Raport de TestareAlexander WieseNoch keine Bewertungen
- Gilding Manual PDFDokument14 SeitenGilding Manual PDFIva VazNoch keine Bewertungen
- T REC K.Sup16 201905 I!!PDF E PDFDokument24 SeitenT REC K.Sup16 201905 I!!PDF E PDFMark LionNoch keine Bewertungen
- PRJCTDokument10 SeitenPRJCTrpkn541Noch keine Bewertungen
- Schedule of Floor Finishes: Code Description Area (SQM) FF101 FF102Dokument5 SeitenSchedule of Floor Finishes: Code Description Area (SQM) FF101 FF102Camille ArielNoch keine Bewertungen
- Troubleshoot Microlab 600 DiluterDokument3 SeitenTroubleshoot Microlab 600 DiluterAkmal RakhmadiNoch keine Bewertungen
- PARTSDokument10 SeitenPARTSTestrooteNoch keine Bewertungen
- Process Level ChartDokument2 SeitenProcess Level ChartzaidinNoch keine Bewertungen
- multirab ura signaling issuesDokument1 Seitemultirab ura signaling issuessha0% (1)
- Joy Global SolutionsDokument18 SeitenJoy Global Solutionsjvr001100% (1)
- Bottling Line Splitter DesignDokument189 SeitenBottling Line Splitter DesignIstván SzékelyNoch keine Bewertungen
- A ProcessDokument41 SeitenA ProcessjulioNoch keine Bewertungen
- Ejercicios Propuestos Temas Hasta Primer PrevioDokument2 SeitenEjercicios Propuestos Temas Hasta Primer PrevioJuan De DiosNoch keine Bewertungen
- Cap 3 CutoffDokument51 SeitenCap 3 CutoffYashraj KajaveNoch keine Bewertungen
- Vienna ModernDokument85 SeitenVienna ModernZain ZulfiqarNoch keine Bewertungen
- Price Quotation: Quote/Project Description Ref. Details: Project DetailDokument3 SeitenPrice Quotation: Quote/Project Description Ref. Details: Project DetailAhmad AyyoubNoch keine Bewertungen
- Transmission ErrorDokument7 SeitenTransmission ErrorTapas JenaNoch keine Bewertungen
- Dedi Kristiawan: Personal DetailDokument5 SeitenDedi Kristiawan: Personal DetaildedyNoch keine Bewertungen