Das könnte Ihnen auch gefallen
- Colour AnalysisDokument104 SeitenColour AnalysisUlulIzzati100% (11)
- Compression MouldingDokument15 SeitenCompression MouldingVivek RainaNoch keine Bewertungen
- Wacker-Organofunctional SilanesDokument20 SeitenWacker-Organofunctional SilanesIrmaNoch keine Bewertungen
- Castor Oil A Vital Industrial Raw MaterialDokument6 SeitenCastor Oil A Vital Industrial Raw MaterialVictor LopezNoch keine Bewertungen
- Physics 107 Problem 10.2 Madelung Constant NaClDokument12 SeitenPhysics 107 Problem 10.2 Madelung Constant NaClJay Sharma75% (4)
- Sealants and Adhesives Product PortfolioDokument7 SeitenSealants and Adhesives Product Portfoliokreci1100% (1)
- Polyurethane FoamsDokument4 SeitenPolyurethane FoamsAshokkumar ParthipanNoch keine Bewertungen
- Classification of MaterialsDokument22 SeitenClassification of MaterialsVivek RainaNoch keine Bewertungen
- Polyurethane Foams Improve Passenger Comfort by Reducing Noise and VibrationsDokument13 SeitenPolyurethane Foams Improve Passenger Comfort by Reducing Noise and VibrationsChandrajeet ShelkeNoch keine Bewertungen
- Huntsman TPU IntruductionDokument26 SeitenHuntsman TPU Intruductionjuliushasan2Noch keine Bewertungen
- Intro To Polyurethane PDFDokument26 SeitenIntro To Polyurethane PDFhaidirNoch keine Bewertungen
- The Chemistry of Polyurethane Coating PDFDokument15 SeitenThe Chemistry of Polyurethane Coating PDFDhruv SevakNoch keine Bewertungen
- Glossary and Basic Review of PolyurethanesDokument2 SeitenGlossary and Basic Review of Polyurethanesuocmogiandi_aNoch keine Bewertungen
- BRB Silanes Presentation PDFDokument48 SeitenBRB Silanes Presentation PDFgokhanyaparNoch keine Bewertungen
- Eco-profiles of European Plastics Industry Polyurethane Flexible FoamDokument18 SeitenEco-profiles of European Plastics Industry Polyurethane Flexible Foamakukerank100% (1)
- ISOCYNATEDokument4 SeitenISOCYNATETry Julianda ErmayaNoch keine Bewertungen
- Curative CalculationDokument2 SeitenCurative Calculationamarghumatkar_466819Noch keine Bewertungen
- Rubber Recycling DierkesDokument25 SeitenRubber Recycling DierkesVivek RainaNoch keine Bewertungen
- Production of High Quality FoamDokument73 SeitenProduction of High Quality FoamMOHAMMED YUSUF MAIAGOGONoch keine Bewertungen
- BASF Rigid Foam enDokument14 SeitenBASF Rigid Foam enSathya PrakashNoch keine Bewertungen
- XPU Flooring Balcony Case StudyDokument12 SeitenXPU Flooring Balcony Case StudyyasafyNoch keine Bewertungen
- MS00070925 SF05 Polyols A4 0315 ESDokument14 SeitenMS00070925 SF05 Polyols A4 0315 ESΣταύρος Βουγιουκλίδης100% (1)
- PU Product IndexDokument20 SeitenPU Product IndexSaurabh KadamNoch keine Bewertungen
- Calculos de Poliuretano RigidoDokument46 SeitenCalculos de Poliuretano Rigidosescobar86100% (1)
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975Von EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovBewertung: 5 von 5 Sternen5/5 (1)
- PU FoamDokument33 SeitenPU FoamVivek Raina100% (1)
- Gantt Chart LDokument8 SeitenGantt Chart LAshok PuttaparthyNoch keine Bewertungen
- Formulation and Characterization of EBT & EDTA Complex PU FoamsDokument27 SeitenFormulation and Characterization of EBT & EDTA Complex PU FoamsAbhijeetKumar100% (1)
- Equivalent Weight: Technical Center Guide To Urethane CalculationsDokument4 SeitenEquivalent Weight: Technical Center Guide To Urethane CalculationsAbdullah SahlyNoch keine Bewertungen
- Gen Chem 2 DAILY LESSON LOGDokument8 SeitenGen Chem 2 DAILY LESSON LOGMaricriz Bioco100% (1)
- Polyurethane Chemicals in AlbertaDokument53 SeitenPolyurethane Chemicals in AlbertaAhmed M. AbdElraheem100% (2)
- Formation of Integral Skin Polyurethane FoamsDokument11 SeitenFormation of Integral Skin Polyurethane FoamsHariHaran RajendranNoch keine Bewertungen
- PU 2003 Trouble Shooting PUDokument35 SeitenPU 2003 Trouble Shooting PUmiltonhribeiroNoch keine Bewertungen
- Self-Cleaning Materials and Surfaces: A Nanotechnology ApproachVon EverandSelf-Cleaning Materials and Surfaces: A Nanotechnology ApproachWalid A. DaoudBewertung: 5 von 5 Sternen5/5 (1)
- MSDS VR-514 SDS 20201110Dokument6 SeitenMSDS VR-514 SDS 20201110dennisjuntakNoch keine Bewertungen
- Munzing Masterbatch AdditivesDokument8 SeitenMunzing Masterbatch AdditivesThea Athalia CandraNoch keine Bewertungen
- Equations of StateDokument33 SeitenEquations of StateDevika BharathanNoch keine Bewertungen
- PU foam optimization for low isocyanateDokument13 SeitenPU foam optimization for low isocyanateSiriluck NevestNoch keine Bewertungen
- 1K Polyurethane Dispersion For Conventional 2K - LubrizolDokument7 Seiten1K Polyurethane Dispersion For Conventional 2K - Lubrizolphi dinhNoch keine Bewertungen
- How Importance of Cell Structure For Viscoelastic Foams PolyuretgabDokument13 SeitenHow Importance of Cell Structure For Viscoelastic Foams PolyuretgabajoilhamNoch keine Bewertungen
- Project Report On Flexible Pu FoamDokument6 SeitenProject Report On Flexible Pu FoamEIRI Board of Consultants and PublishersNoch keine Bewertungen
- Formulation and Process Software For Flexible Polyurethane FoamDokument4 SeitenFormulation and Process Software For Flexible Polyurethane FoamPuneetPurshotam100% (1)
- Poly Ols For Polyurethane SDokument6 SeitenPoly Ols For Polyurethane SA MahmoodNoch keine Bewertungen
- Proper Handling and Storage of Flexible Polyurethane FoamDokument4 SeitenProper Handling and Storage of Flexible Polyurethane FoamronakNoch keine Bewertungen
- Flexible Polyurethane Foam in The Transportation IndustriDokument8 SeitenFlexible Polyurethane Foam in The Transportation IndustriirwanchemNoch keine Bewertungen
- Basic Review of Polyurethane Polyols and IsocyanatesDokument2 SeitenBasic Review of Polyurethane Polyols and IsocyanatesslaughterjilguNoch keine Bewertungen
- Bayer MaterialScienceDokument3 SeitenBayer MaterialScienceaelshazlNoch keine Bewertungen
- Chap12 PDFDokument44 SeitenChap12 PDFYassine OuakkiNoch keine Bewertungen
- Polyurethanes May11 ImpDokument3 SeitenPolyurethanes May11 ImpittobaneNoch keine Bewertungen
- Addivant Polymer ModifiersDokument11 SeitenAddivant Polymer ModifiersAgustin Eduardo C.Noch keine Bewertungen
- Additives Designed For NOP Containing PU FoamsDokument37 SeitenAdditives Designed For NOP Containing PU FoamsMuhammad SaadNoch keine Bewertungen
- Effects of Urea, Borax and Ammonium Chloride On Flame Retarding Properties of Cellulosic Ceiling Board PDFDokument7 SeitenEffects of Urea, Borax and Ammonium Chloride On Flame Retarding Properties of Cellulosic Ceiling Board PDFAlexander DeckerNoch keine Bewertungen
- MP DiolDokument6 SeitenMP DiolJijo T GeorgeNoch keine Bewertungen
- Soyol Polyol FormulationsDokument3 SeitenSoyol Polyol FormulationsurethanNoch keine Bewertungen
- Microcellular Shoes Ole SystemsDokument10 SeitenMicrocellular Shoes Ole SystemsA Mahmood100% (1)
- Lecture 7 Foam TechnologyDokument31 SeitenLecture 7 Foam Technologygauravgarg115Noch keine Bewertungen
- Cream Concentrated Latex For Foam Rubber ProductsDokument9 SeitenCream Concentrated Latex For Foam Rubber ProductsDjun GarciaNoch keine Bewertungen
- Project Report On Polyurethane FoamDokument6 SeitenProject Report On Polyurethane FoamEIRI Board of Consultants and PublishersNoch keine Bewertungen
- Thesis GayathriDokument89 SeitenThesis GayathriHoracio RodriguezNoch keine Bewertungen
- Palm Based Polyols For PU Foams ApplicationDokument10 SeitenPalm Based Polyols For PU Foams ApplicationMichelle EvelynNoch keine Bewertungen
- Polychloroprene ContDokument10 SeitenPolychloroprene ContGilberto Monteiro100% (1)
- Arkema M52Dokument33 SeitenArkema M52yigitilgazNoch keine Bewertungen
- Incozol 2 TDSDokument1 SeiteIncozol 2 TDSArmando Van BuurenNoch keine Bewertungen
- Innovation PUR Since 1974: Polyurethane Processing EquipmentDokument46 SeitenInnovation PUR Since 1974: Polyurethane Processing Equipmentpreecha28Noch keine Bewertungen
- Emulsion Polymerization MachanismDokument13 SeitenEmulsion Polymerization MachanismLuan GabrielNoch keine Bewertungen
- Foam Manufacturing Feasibility ReportDokument137 SeitenFoam Manufacturing Feasibility ReportAJAGUN JOHNSONNoch keine Bewertungen
- 2K-PU Flooring, Flexible, Self-Leveling, Solvent-Free, 50-65-75 Shore A (V 44409 - 0)Dokument2 Seiten2K-PU Flooring, Flexible, Self-Leveling, Solvent-Free, 50-65-75 Shore A (V 44409 - 0)Oswaldo Manuel Ramirez MarinNoch keine Bewertungen
- Polyurethane Additives: Typical Physical Properties Suggested ApplicationsDokument1 SeitePolyurethane Additives: Typical Physical Properties Suggested Applicationsdangcongsan50% (2)
- Polymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3Von EverandPolymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3Noch keine Bewertungen
- HS Code CHP - 64 DescriptionDokument5 SeitenHS Code CHP - 64 DescriptionVivek RainaNoch keine Bewertungen
- Trade Policy in EthiopiaDokument28 SeitenTrade Policy in EthiopiaVivek Raina100% (1)
- Sole Material TypeDokument1 SeiteSole Material TypeVivek RainaNoch keine Bewertungen
- Value Chain For Shoe ProductionDokument41 SeitenValue Chain For Shoe ProductionVivek Raina0% (1)
- Polybutadiene Coagents Improve Elastomer Properties for Wire and CableDokument19 SeitenPolybutadiene Coagents Improve Elastomer Properties for Wire and CableVivek RainaNoch keine Bewertungen
- Sample TempletDokument1 SeiteSample TempletVivek RainaNoch keine Bewertungen
- Peroxide CuringDokument8 SeitenPeroxide CuringVivek RainaNoch keine Bewertungen
- Getting Started With Value Stream MappingDokument45 SeitenGetting Started With Value Stream MappingChanchal RajNoch keine Bewertungen
- Golden Gear Pump 102 Lesson 1Dokument13 SeitenGolden Gear Pump 102 Lesson 1simonNoch keine Bewertungen
- 122 Coloring Rubber Compounds E Cópia Do LTormento PDFDokument7 Seiten122 Coloring Rubber Compounds E Cópia Do LTormento PDFVivek RainaNoch keine Bewertungen
- 600+ GMAT Problem Solving Practice QuestionsDokument289 Seiten600+ GMAT Problem Solving Practice QuestionsRizwan AhamedNoch keine Bewertungen
- Soling Materials GuideDokument1 SeiteSoling Materials GuideVivek RainaNoch keine Bewertungen
- Gauss Grammar Notes 341Dokument9 SeitenGauss Grammar Notes 341Alex PosternakNoch keine Bewertungen
- Indonesian Leather Footwear Study Analyzes Raw Material AccessDokument24 SeitenIndonesian Leather Footwear Study Analyzes Raw Material AccessVivek RainaNoch keine Bewertungen
- SC Practice1Dokument74 SeitenSC Practice1Vivek RainaNoch keine Bewertungen
- Tyre Moulding OperatorDokument43 SeitenTyre Moulding OperatorVivek RainaNoch keine Bewertungen
- Guidelines On Consultancy and Testing ProjectsDokument4 SeitenGuidelines On Consultancy and Testing ProjectsVivek RainaNoch keine Bewertungen
- Dispersion KneaderDokument1 SeiteDispersion KneaderVivek RainaNoch keine Bewertungen
- Compression MoldingDokument6 SeitenCompression MoldingVivek RainaNoch keine Bewertungen
- Geometry Tutorial - CirclesDokument15 SeitenGeometry Tutorial - CirclesVivek RainaNoch keine Bewertungen
- Elastomers Intro ElastDokument71 SeitenElastomers Intro ElastVivek RainaNoch keine Bewertungen
- Promoting An Entrepreneurial Culture in KenyaDokument9 SeitenPromoting An Entrepreneurial Culture in KenyaVivek Raina100% (1)
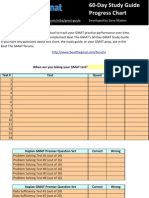
- GMAT Progress ChartDokument2 SeitenGMAT Progress ChartRavi KrishnaNoch keine Bewertungen
- Venturi TubeDokument2 SeitenVenturi TubeQing JyulyanNoch keine Bewertungen
- Analytical Methods For The Determination of N-NitrosaminesDokument14 SeitenAnalytical Methods For The Determination of N-NitrosaminesZekai BingolNoch keine Bewertungen
- Narrative Report For Environmental Protection Awareness ProgramDokument3 SeitenNarrative Report For Environmental Protection Awareness ProgramFam ValerianoNoch keine Bewertungen
- 10.1016 J.jallCOM.2005.10.048 Extraction of Titanium From Different Titania Precursors by The FFC Cambridge ProcessDokument9 Seiten10.1016 J.jallCOM.2005.10.048 Extraction of Titanium From Different Titania Precursors by The FFC Cambridge ProcessHooman BaghbanNoch keine Bewertungen
- Precipitation-Hardening Bolting (UNS N07718) For High Temperature ServiceDokument4 SeitenPrecipitation-Hardening Bolting (UNS N07718) For High Temperature ServiceJose Anisio SilvaNoch keine Bewertungen
- Soils of Karnataka-361Dokument10 SeitenSoils of Karnataka-361naturewisdom100% (3)
- Questions & Solutions Chemistry... (NEET REPEATERS) 13-01-2020Dokument45 SeitenQuestions & Solutions Chemistry... (NEET REPEATERS) 13-01-2020iram ferozNoch keine Bewertungen
- LIST OF TSD FACILITIESDokument18 SeitenLIST OF TSD FACILITIESAmelia SantosNoch keine Bewertungen
- NACE-MR0274 Mat Req For Polyolefin Cold-AppliedDokument7 SeitenNACE-MR0274 Mat Req For Polyolefin Cold-Appliedluis fernando beltran balderasNoch keine Bewertungen
- Lecture 2 - Cellulose Structure PDFDokument55 SeitenLecture 2 - Cellulose Structure PDFpipers10Noch keine Bewertungen
- X-ray Absorption Spectroscopy TechniqueDokument74 SeitenX-ray Absorption Spectroscopy TechniqueAnonymous hz3n3HK1RNNoch keine Bewertungen
- C2!6!455 Grout and Adhesive Rev.BDokument50 SeitenC2!6!455 Grout and Adhesive Rev.BAreaya mahetemNoch keine Bewertungen
- Module 4 - Chemical Kinetics Prelab Study GuideDokument5 SeitenModule 4 - Chemical Kinetics Prelab Study GuideJustine UrbanNoch keine Bewertungen
- Ladder Inspection Form: Company Name: Ladder Reference Number: Inspector Dept. DateDokument2 SeitenLadder Inspection Form: Company Name: Ladder Reference Number: Inspector Dept. DatesantoshjayantiNoch keine Bewertungen
- Types of Insulation Used On Rotating Machines, Their Insulation Life, and Deterioration CausesDokument14 SeitenTypes of Insulation Used On Rotating Machines, Their Insulation Life, and Deterioration CausessantoshkumarNoch keine Bewertungen
- HOSTAFORM® C 27021 - POM - Unfilled: DescriptionDokument5 SeitenHOSTAFORM® C 27021 - POM - Unfilled: Descriptionrahul vermaNoch keine Bewertungen
- APL - Emulsifiers Products ListDokument2 SeitenAPL - Emulsifiers Products Listshreeket3953Noch keine Bewertungen
- RNA, DNA Transcription and RNA TranslationDokument5 SeitenRNA, DNA Transcription and RNA TranslationHassan AljaberiNoch keine Bewertungen
- USCG Cargo Compatibility Chart For Chemical TankersDokument19 SeitenUSCG Cargo Compatibility Chart For Chemical TankersRodcyn YumangNoch keine Bewertungen
- Superlon1 PDFDokument4 SeitenSuperlon1 PDFmohd aliffNoch keine Bewertungen
- 3. Materials and MethodsDokument42 Seiten3. Materials and MethodsAli Akand AsifNoch keine Bewertungen
- Composite Fish Culture PDFDokument2 SeitenComposite Fish Culture PDFHanumant JagtapNoch keine Bewertungen
- Nhat Huy FillerDokument7 SeitenNhat Huy FillerLê NhungNoch keine Bewertungen
- 6 9500 F Axera 7 240 PDFDokument4 Seiten6 9500 F Axera 7 240 PDFsegomezpNoch keine Bewertungen
- Uniz Resin Spec PDFDokument11 SeitenUniz Resin Spec PDFYerayNoch keine Bewertungen