Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Super-Safe Large Anhydrous Storage - Mackinaw Associates 2008Dokument19 SeitenSuper-Safe Large Anhydrous Storage - Mackinaw Associates 2008Liu YangtzeNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Harmonization of LNG Technical Guidelines and Best Practices For LNG in Ports - 2019Dokument30 SeitenHarmonization of LNG Technical Guidelines and Best Practices For LNG in Ports - 2019Liu YangtzeNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- GTT Membrane Cryostats For Large Volume Neutrino Detectors - 2016Dokument33 SeitenGTT Membrane Cryostats For Large Volume Neutrino Detectors - 2016Liu Yangtze100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Control Corrosion Factors in Ammonia and Urea PlantsDokument13 SeitenControl Corrosion Factors in Ammonia and Urea PlantsLiu YangtzeNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Determining The Safe Purge Rate of Flare Tubes - 1993Dokument5 SeitenDetermining The Safe Purge Rate of Flare Tubes - 1993Liu YangtzeNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- US Patent - US2777295 - Concrete Reservoir For Liquefied GasesDokument7 SeitenUS Patent - US2777295 - Concrete Reservoir For Liquefied GasesLiu YangtzeNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Understanding Explosions - Appendix B Equations For Determining The Energy of Explosion - 2003Dokument4 SeitenUnderstanding Explosions - Appendix B Equations For Determining The Energy of Explosion - 2003Liu YangtzeNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Welding 9% Nickel Steel For Liquefied Natural Gas (LNG) ApplicationsDokument11 SeitenWelding 9% Nickel Steel For Liquefied Natural Gas (LNG) ApplicationsLiu YangtzeNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Plug Hydrogen Storage Dispensing Solutions For Material HandlingDokument7 SeitenPlug Hydrogen Storage Dispensing Solutions For Material HandlingLiu YangtzeNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Plug LX-15T and LX-30T Liquefaction PproductsDokument2 SeitenPlug LX-15T and LX-30T Liquefaction PproductsLiu YangtzeNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Coming Out of The Ice Age - BASF Durasorb Cryo-HRUDokument11 SeitenComing Out of The Ice Age - BASF Durasorb Cryo-HRULiu YangtzeNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Regulatory Gaps Between LNG Carriers and LNG Fuelled ShipsDokument32 SeitenRegulatory Gaps Between LNG Carriers and LNG Fuelled ShipsLiu YangtzeNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Understanding The Value of Arc Flash Management and Mitigation For Large Electric Process HeatersDokument5 SeitenUnderstanding The Value of Arc Flash Management and Mitigation For Large Electric Process HeatersLiu YangtzeNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Challenges of LNG Materials SelectionDokument14 SeitenThe Challenges of LNG Materials SelectionLiu YangtzeNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- PSG21-2020 Guidelines For Competent Persons Involved in Witnessing of Pressure Tests - Pressure Testing GuidanceDokument14 SeitenPSG21-2020 Guidelines For Competent Persons Involved in Witnessing of Pressure Tests - Pressure Testing GuidanceLiu YangtzeNoch keine Bewertungen
- Icheme 141-01 Nothing Is Safety CriticalDokument10 SeitenIcheme 141-01 Nothing Is Safety CriticalLiu YangtzeNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Design of Cryogenic System For Liquefaction of HydrogenDokument7 SeitenDesign of Cryogenic System For Liquefaction of HydrogenLiu YangtzeNoch keine Bewertungen
- A Tentative Method of Estimating K and U For Janssens Bin Pressure Equations - 1961Dokument97 SeitenA Tentative Method of Estimating K and U For Janssens Bin Pressure Equations - 1961Liu YangtzeNoch keine Bewertungen
- Design of Multiple Shell and Tube Heat Exchangers in Series E Shell and F ShellDokument12 SeitenDesign of Multiple Shell and Tube Heat Exchangers in Series E Shell and F ShellLiu YangtzeNoch keine Bewertungen
- Inspection and Test Plan For Gas TurbineDokument5 SeitenInspection and Test Plan For Gas TurbineLiu YangtzeNoch keine Bewertungen
- Materials Selection and Design Analysis of Cryogenic Pressure Vessel - A Review - 2021Dokument4 SeitenMaterials Selection and Design Analysis of Cryogenic Pressure Vessel - A Review - 2021Liu YangtzeNoch keine Bewertungen
- 1.1 Control Philosophy CAS-1 NMDCDokument36 Seiten1.1 Control Philosophy CAS-1 NMDCkoushik42000Noch keine Bewertungen
- TIL 1881 Network Security TIL For Mark VI Controller Platform PDFDokument11 SeitenTIL 1881 Network Security TIL For Mark VI Controller Platform PDFManuel L LombarderoNoch keine Bewertungen
- MB m.2 Support Am4Dokument2 SeitenMB m.2 Support Am4HhhhCaliNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- April 2016Dokument68 SeitenApril 2016Treatment Plant Operator MagazineNoch keine Bewertungen
- ARMY TM 9-1804 Power Train Body Frame .25ton 4X4 Truck M38 Jul52Dokument206 SeitenARMY TM 9-1804 Power Train Body Frame .25ton 4X4 Truck M38 Jul52RockWagon100% (2)
- Software TestingDokument4 SeitenSoftware TestingX DevilXNoch keine Bewertungen
- MET Till DEC 2018 PDFDokument171 SeitenMET Till DEC 2018 PDFt.srinivasanNoch keine Bewertungen
- Encore 7.1 BoxDokument10 SeitenEncore 7.1 BoxNicolas HarambilletNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- 1996 Club Car DS Golf Cart Owner's ManualDokument48 Seiten1996 Club Car DS Golf Cart Owner's Manualdriver33b60% (5)
- Economics BasisDokument14 SeitenEconomics BasiskumarNoch keine Bewertungen
- Paper AeroplaneDokument19 SeitenPaper Aeroplanejkb SudhakarNoch keine Bewertungen
- Cinegy User ManualDokument253 SeitenCinegy User ManualNizamuddin KaziNoch keine Bewertungen
- BME (Steel)Dokument8 SeitenBME (Steel)Mohil JainNoch keine Bewertungen
- Elvax 460Dokument3 SeitenElvax 460ingindjorimaNoch keine Bewertungen
- E Insurance ProjectDokument10 SeitenE Insurance ProjectChukwuebuka Oluwajuwon GodswillNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- UT TransducersDokument20 SeitenUT TransducersSamanyarak AnanNoch keine Bewertungen
- Jun SMSDokument43 SeitenJun SMSgallardo0121Noch keine Bewertungen
- Hydraulic Jump - 1Dokument3 SeitenHydraulic Jump - 1Manmohit SinghNoch keine Bewertungen
- Mumbai BylawsDokument110 SeitenMumbai BylawsLokesh SharmaNoch keine Bewertungen
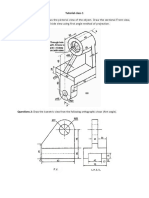
- Tutorial Class 1 Questions 1Dokument2 SeitenTutorial Class 1 Questions 1Bố Quỳnh ChiNoch keine Bewertungen
- ICON Catalog LocationsDokument16 SeitenICON Catalog LocationsTools StuffsNoch keine Bewertungen
- Furniture Catlog 2023 PDFDokument90 SeitenFurniture Catlog 2023 PDFBilal ToorNoch keine Bewertungen
- Carte Tehnicădetector Metale GarretDokument53 SeitenCarte Tehnicădetector Metale Garretely_ely3395Noch keine Bewertungen
- 3 3 1 Material Sorter Design ChallengeDokument3 Seiten3 3 1 Material Sorter Design Challengeapi-343534512Noch keine Bewertungen
- Design For X (DFX) Guidance Document: PurposeDokument3 SeitenDesign For X (DFX) Guidance Document: PurposeMani Rathinam RajamaniNoch keine Bewertungen
- Apple A9Dokument10 SeitenApple A9Savithri NandadasaNoch keine Bewertungen
- Reading Material CH 14 Other Artificial Lift MethodsDokument18 SeitenReading Material CH 14 Other Artificial Lift MethodsSagar DadhichNoch keine Bewertungen
- Universal USB Installer - Easy As 1 2 3 - USB Pen Drive LinuxDokument4 SeitenUniversal USB Installer - Easy As 1 2 3 - USB Pen Drive LinuxAishwarya GuptaNoch keine Bewertungen
- PDK Repair Aftersales TrainingDokument22 SeitenPDK Repair Aftersales TrainingEderson BJJNoch keine Bewertungen
- Centrala Termica Pe Lemn Si Carbune Rima SF Manual Tehnic LB EnglezaDokument26 SeitenCentrala Termica Pe Lemn Si Carbune Rima SF Manual Tehnic LB EnglezaDobrin PaulNoch keine Bewertungen
- House Rules: How to Decorate for Every Home, Style, and BudgetVon EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNoch keine Bewertungen
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiVon EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiBewertung: 4 von 5 Sternen4/5 (3)
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiVon Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiBewertung: 5 von 5 Sternen5/5 (2)
- Edward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsVon EverandEdward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsNoch keine Bewertungen