Das könnte Ihnen auch gefallen
- Resolver Ejercicios de Ruta Mas CortaDokument1 SeiteResolver Ejercicios de Ruta Mas CortaURIEL HERNANDEZNoch keine Bewertungen
- Diferencias Entre El Sistema TradicionalDokument2 SeitenDiferencias Entre El Sistema TradicionalAntonio Corzo RamNoch keine Bewertungen
- Unidad 1 PMDokument8 SeitenUnidad 1 PMURIEL HERNANDEZNoch keine Bewertungen
- ERGONOMIA v2 PDFDokument8 SeitenERGONOMIA v2 PDFAlexis V. BedollaNoch keine Bewertungen
- Apuntes Ergonomía Unidad 1Dokument25 SeitenApuntes Ergonomía Unidad 1URIEL HERNANDEZNoch keine Bewertungen
- Unidad VII, Mapa Conceptual, TUHHDokument2 SeitenUnidad VII, Mapa Conceptual, TUHHURIEL HERNANDEZNoch keine Bewertungen
- Problemas Propuestos de La Unidad 1 CasumDokument1 SeiteProblemas Propuestos de La Unidad 1 CasumURIEL HERNANDEZNoch keine Bewertungen
- TALLER DE HERRAMIENTAS INTELECTUALES v2 PDFDokument11 SeitenTALLER DE HERRAMIENTAS INTELECTUALES v2 PDFJulioCzArNoch keine Bewertungen
- Taguchi PresentacionDokument9 SeitenTaguchi PresentacionURIEL HERNANDEZNoch keine Bewertungen
- MTM PracticaDokument1 SeiteMTM PracticaURIEL HERNANDEZNoch keine Bewertungen
- Thi-Iinb, Apuntes Unidad 1Dokument40 SeitenThi-Iinb, Apuntes Unidad 1URIEL HERNANDEZNoch keine Bewertungen
- Teoria Unidad - 1Dokument1 SeiteTeoria Unidad - 1URIEL HERNANDEZNoch keine Bewertungen
- Mapa Mental 1, Tuhh, Actividad UviiDokument2 SeitenMapa Mental 1, Tuhh, Actividad UviiURIEL HERNANDEZNoch keine Bewertungen
- Unidad8 El Proceso AdministrativoDokument76 SeitenUnidad8 El Proceso Administrativoescueladegobierno100% (11)
- La Empresa y Su EntornoDokument20 SeitenLa Empresa y Su Entornodrkskt0% (2)
- Medios de ReclutamientoDokument22 SeitenMedios de ReclutamientoURIEL HERNANDEZNoch keine Bewertungen
- Actividad 1, Unidad 1, Ri, Tuhh Mapa ConceptualDokument3 SeitenActividad 1, Unidad 1, Ri, Tuhh Mapa ConceptualURIEL HERNANDEZNoch keine Bewertungen
- Actividad 4.2, Unidad 2, Ri, CompensacionDokument36 SeitenActividad 4.2, Unidad 2, Ri, CompensacionURIEL HERNANDEZNoch keine Bewertungen
- Evaluacion Del Desempeño SubirDokument26 SeitenEvaluacion Del Desempeño SubirURIEL HERNANDEZ100% (1)
- Filosofia TaguchiDokument11 SeitenFilosofia TaguchiURIEL HERNANDEZNoch keine Bewertungen
- Actividad 1, Unidad 1, Ri, Tuhh Mapa ConceptualDokument3 SeitenActividad 1, Unidad 1, Ri, Tuhh Mapa ConceptualURIEL HERNANDEZNoch keine Bewertungen
- Actividad ComicDokument11 SeitenActividad ComicURIEL HERNANDEZ80% (5)
- Metodo DMAIC, TUHHDokument9 SeitenMetodo DMAIC, TUHHURIEL HERNANDEZNoch keine Bewertungen
- Unidad 2 MacroecnomiaDokument10 SeitenUnidad 2 MacroecnomiaURIEL HERNANDEZNoch keine Bewertungen
- Ejercicios Reales Sin Respuesta Ene Jun 2019Dokument1 SeiteEjercicios Reales Sin Respuesta Ene Jun 2019URIEL HERNANDEZNoch keine Bewertungen
- Core Tools, TuhhDokument24 SeitenCore Tools, TuhhURIEL HERNANDEZNoch keine Bewertungen
- Dmaic VS PdcaDokument4 SeitenDmaic VS PdcaURIEL HERNANDEZ100% (1)
- Cuentas EjercicioDokument1 SeiteCuentas EjercicioURIEL HERNANDEZNoch keine Bewertungen
- Taller Investigaacion Capitulo 1 Subir PDFDokument2 SeitenTaller Investigaacion Capitulo 1 Subir PDFURIEL HERNANDEZNoch keine Bewertungen
- UNIDAD III lEGISLACION LABORAR POR EQUIPODokument28 SeitenUNIDAD III lEGISLACION LABORAR POR EQUIPOURIEL HERNANDEZNoch keine Bewertungen
- Preinforme 1 Mat 270 1 2015Dokument3 SeitenPreinforme 1 Mat 270 1 2015kazekage2009Noch keine Bewertungen
- 2.7 - Método de La Parrilla (Grillage Method) PDFDokument11 Seiten2.7 - Método de La Parrilla (Grillage Method) PDFJean Carlo MachucaNoch keine Bewertungen
- Lista de Útiles Escolares 2023Dokument6 SeitenLista de Útiles Escolares 2023Denisse MoyNoch keine Bewertungen
- Ecuacion de Empalme - EjerciciosDokument6 SeitenEcuacion de Empalme - Ejerciciosandres9314Noch keine Bewertungen
- U1 S1 FuncionesDokument3 SeitenU1 S1 FuncionesMiriamPoloAlfaroNoch keine Bewertungen
- Bitácora de Matematicas de 10° P4 - 1Dokument8 SeitenBitácora de Matematicas de 10° P4 - 1Melany OlivaNoch keine Bewertungen
- 3p-Guía 2-Adición y Sustracción de FraccionesDokument3 Seiten3p-Guía 2-Adición y Sustracción de Fraccionesyesit salamancaNoch keine Bewertungen
- Sistema de Medición y ÁngulosDokument5 SeitenSistema de Medición y ÁngulosEdith de la RosaNoch keine Bewertungen
- Silabo Del Curso de Metrología Eléctrica 2019-1Dokument6 SeitenSilabo Del Curso de Metrología Eléctrica 2019-1Flores Jonathan100% (1)
- Informe Equilibrio TermicoDokument11 SeitenInforme Equilibrio TermicoDavid Gomez100% (1)
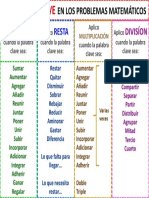
- Palabras Clave para La Resolución de Problemas MatemáticosDokument1 SeitePalabras Clave para La Resolución de Problemas MatemáticosEdi Bermejo Robles85% (20)
- Cinemática y DinámicaDokument11 SeitenCinemática y DinámicaAldair Ü CalderónNoch keine Bewertungen
- Examen de Mejoramiento - PAO - I - 2022 23Dokument12 SeitenExamen de Mejoramiento - PAO - I - 2022 23Kiara SanchezNoch keine Bewertungen
- VECTORES (2) Física Clásica Grupo 1MM3Dokument3 SeitenVECTORES (2) Física Clásica Grupo 1MM3Juan Antonio GarciaNoch keine Bewertungen
- Morfologia RegistrosDokument9 SeitenMorfologia RegistrosDayanaNoch keine Bewertungen
- Conminución de MineralesDokument12 SeitenConminución de MineralesObed Pablo VRNoch keine Bewertungen
- Preguntas para 5to de SecundariaDokument7 SeitenPreguntas para 5to de SecundariaWilder EscribaNoch keine Bewertungen
- Matemáticas para Ingenieros 1: Integral IndefinidaDokument17 SeitenMatemáticas para Ingenieros 1: Integral IndefinidaJean pierre Italo Chumbes GómezNoch keine Bewertungen
- Informatica Aplicada A Los Negocios (Trabajo Final)Dokument18 SeitenInformatica Aplicada A Los Negocios (Trabajo Final)Jhonatan Ponce RiveraNoch keine Bewertungen
- Investigacion Razones de Cambio.Dokument10 SeitenInvestigacion Razones de Cambio.Mr. FlipoNoch keine Bewertungen
- Sesión 8-1Dokument25 SeitenSesión 8-1Lennon CQNoch keine Bewertungen
- Ejercicios de Funcion LinealDokument8 SeitenEjercicios de Funcion LinealHECTORNoch keine Bewertungen
- T - Sem3 - F - Dinámica Lineal. RozamientoDokument2 SeitenT - Sem3 - F - Dinámica Lineal. Rozamientosandra shirley camayo de la cruzNoch keine Bewertungen
- MatricesDokument11 SeitenMatriceslos sabiosNoch keine Bewertungen
- Presentación 1Dokument21 SeitenPresentación 1Villanueva Morales AranzaNoch keine Bewertungen
- EjerciciosDefinicionDerivada PDFDokument4 SeitenEjerciciosDefinicionDerivada PDFesteban ramirez rodriguezNoch keine Bewertungen
- Tecnicas de Validacion Del ModeloDokument12 SeitenTecnicas de Validacion Del ModeloMiguel M SanchezNoch keine Bewertungen
- Errores de EstimaciónDokument35 SeitenErrores de EstimaciónCarlos HumbertoNoch keine Bewertungen
- Trabajo de MatematicasDokument22 SeitenTrabajo de Matematicasviviana beltran100% (1)
- Modelación y Pensamiento EspacialDokument42 SeitenModelación y Pensamiento EspacialEdwin MartínezNoch keine Bewertungen