Das könnte Ihnen auch gefallen
- 1996-2001 Fuso FH Service Manual PDFDokument1.652 Seiten1996-2001 Fuso FH Service Manual PDFoutback_fred100% (4)
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDokument1 SeiteWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavNoch keine Bewertungen
- Gasitaly f1 Eng ManualDokument13 SeitenGasitaly f1 Eng ManualSekson Junsukpluk50% (2)
- 1-Butene Storage - by Philips PDFDokument19 Seiten1-Butene Storage - by Philips PDFD K SNoch keine Bewertungen
- CAESAR II Expansion JointsDokument26 SeitenCAESAR II Expansion Jointskamal_md100% (4)
- Machines and Gadgets Used in Process Industries PDFDokument15 SeitenMachines and Gadgets Used in Process Industries PDFAhmed H. ShehataNoch keine Bewertungen
- Special Tools: CatalogueDokument160 SeitenSpecial Tools: CatalogueKot8780% (1)
- Torque Values RTJ (B16.5)Dokument3 SeitenTorque Values RTJ (B16.5)Dave Donohue100% (9)
- SRT Cracking Furnace - 1Dokument66 SeitenSRT Cracking Furnace - 1D K S100% (2)
- Mission Centrifugal PumpsDokument60 SeitenMission Centrifugal PumpsWell Site Ranger100% (2)
- Integrated NGL and LNG ProcessDokument16 SeitenIntegrated NGL and LNG ProcessD K SNoch keine Bewertungen
- Flue Gas Analyzer O&M Manual ROENDokument2.353 SeitenFlue Gas Analyzer O&M Manual ROENAnonymous bSpP1m8j0nNoch keine Bewertungen
- Problem Is The Result of Industry 'S Move To Use Higher PressuresDokument2 SeitenProblem Is The Result of Industry 'S Move To Use Higher PressuresFadhliNoch keine Bewertungen
- Natural Gas Processing - Summary & IntroductionDokument7 SeitenNatural Gas Processing - Summary & IntroductiondndudcNoch keine Bewertungen
- PSV Sizing (Two-Phase Flow)Dokument19 SeitenPSV Sizing (Two-Phase Flow)D K S100% (1)
- Transportation of Waxy Crude OilsDokument23 SeitenTransportation of Waxy Crude OilsIshan Haider100% (2)
- Storage Tanks CalculationsDokument21 SeitenStorage Tanks Calculationsjimallen21288% (26)
- Technical Manual: Md4 FunctionsDokument78 SeitenTechnical Manual: Md4 FunctionsMilad MiriNoch keine Bewertungen
- Safety Moment - Tank CollapseDokument1 SeiteSafety Moment - Tank CollapseD K S50% (2)
- Safety Moment - Tank CollapseDokument1 SeiteSafety Moment - Tank CollapseD K S50% (2)
- Bow Tie DiagramDokument2 SeitenBow Tie DiagramKoay Kang HaoNoch keine Bewertungen
- AGCO Power Gensets Land V2Dokument2 SeitenAGCO Power Gensets Land V2Tawfiq ZidanNoch keine Bewertungen
- A Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantDokument9 SeitenA Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantInternational Journal of Research in Engineering and ScienceNoch keine Bewertungen
- D348 INDUSTRIAL & MARINE ENGINES CaterpillarDokument32 SeitenD348 INDUSTRIAL & MARINE ENGINES Caterpillarjosef67% (3)
- Slug Catchers in Natural Gas ProductionDokument64 SeitenSlug Catchers in Natural Gas ProductionjmpandolfiNoch keine Bewertungen
- Line Sizing Spreadsheets-GeneralDokument8 SeitenLine Sizing Spreadsheets-GeneralFavoriteNoch keine Bewertungen
- SPE-171415-MS Increasing Sales Gas Output From Glycol Dehydration PlantsDokument7 SeitenSPE-171415-MS Increasing Sales Gas Output From Glycol Dehydration Plantsnguyenphuoc258Noch keine Bewertungen
- Code General Design GuideDokument12 SeitenCode General Design Guidec_nghiaNoch keine Bewertungen
- 11 - ENGINEERING - DESIGN - GUIDELINE - Separator Vessel - REV01Dokument28 Seiten11 - ENGINEERING - DESIGN - GUIDELINE - Separator Vessel - REV01Nadine MohamedNoch keine Bewertungen
- Wet Gas Measurement PDFDokument12 SeitenWet Gas Measurement PDFMirling Mireles100% (1)
- A Review On Centrifugal Compressor Design MethodsDokument3 SeitenA Review On Centrifugal Compressor Design MethodsIJIRSTNoch keine Bewertungen
- of 3-Phase-Separator PDFDokument25 Seitenof 3-Phase-Separator PDFD K SNoch keine Bewertungen
- AdvancesNaturalGasTechnologyITO12 PDFDokument553 SeitenAdvancesNaturalGasTechnologyITO12 PDFgion_ro401Noch keine Bewertungen
- Good BT PDF - Three-Phase-Separator-Sizing-Double-Weir-2 PDFDokument3 SeitenGood BT PDF - Three-Phase-Separator-Sizing-Double-Weir-2 PDFD K SNoch keine Bewertungen
- Teg ContactorDokument4 SeitenTeg ContactorrepentinezNoch keine Bewertungen
- SPE MEG Workshop 18 June 2009 PDFDokument122 SeitenSPE MEG Workshop 18 June 2009 PDFprabhuarunkumar850% (1)
- Produced Water in Oil ReservoirDokument12 SeitenProduced Water in Oil ReservoirGiovanni BenvegnaNoch keine Bewertungen
- Multiphase - Pumps - Axel CalgaryDokument45 SeitenMultiphase - Pumps - Axel CalgaryAlberto Enrique De Santa Anna CampderáNoch keine Bewertungen
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsVon EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNoch keine Bewertungen
- SPE 152975 Using Dynamic Simulations To Optimize The Start-Up Procedure of A Lazy Horizontal Oil WellDokument11 SeitenSPE 152975 Using Dynamic Simulations To Optimize The Start-Up Procedure of A Lazy Horizontal Oil Wellmatheus_moreira0990Noch keine Bewertungen
- Properties of Oils and Natural GasesDokument132 SeitenProperties of Oils and Natural GasesAtul Khatri100% (2)
- Transient OperationsDokument44 SeitenTransient OperationsAKOGU J. AKPOCHI J.Noch keine Bewertungen
- Dirok Gas Sale RFPDokument20 SeitenDirok Gas Sale RFPDimple SinghNoch keine Bewertungen
- Application of Genetic Algorithm For Optimization of Separator Pressures in Multistage Production UnitsDokument14 SeitenApplication of Genetic Algorithm For Optimization of Separator Pressures in Multistage Production UnitsAbbas AlkhudafiNoch keine Bewertungen
- Ups 06022015Dokument56 SeitenUps 06022015Marian GramaNoch keine Bewertungen
- 10 Challenges at LinnormDokument21 Seiten10 Challenges at LinnormmotalebyNoch keine Bewertungen
- Microbial DesulfurizationDokument34 SeitenMicrobial DesulfurizationMiguel RazquinNoch keine Bewertungen
- Training ONGCDokument13 SeitenTraining ONGCPradyumna Singh RathoreNoch keine Bewertungen
- Coconut Cocoa NutmegDokument2 SeitenCoconut Cocoa NutmegSaravanan SampathkumarNoch keine Bewertungen
- Vpci-337 (1-6-11)Dokument5 SeitenVpci-337 (1-6-11)ravichandraNoch keine Bewertungen
- LNG Short Course - Technology & LNG Chain Training Course - PetroSkills - John MDokument5 SeitenLNG Short Course - Technology & LNG Chain Training Course - PetroSkills - John Msyamsudin2006Noch keine Bewertungen
- SNAME Nov 2008 Whiterose - Phil ClarkDokument51 SeitenSNAME Nov 2008 Whiterose - Phil ClarkYan KhaiNoch keine Bewertungen
- Gas Engineering Chapter 5Dokument4 SeitenGas Engineering Chapter 5khalifasaadNoch keine Bewertungen
- Compression Modelling in gPROMS For Carbon Capture and Storage Systems: Surge and Speed Control Strategies For Centrifugal Compressors - Extended AbstractDokument10 SeitenCompression Modelling in gPROMS For Carbon Capture and Storage Systems: Surge and Speed Control Strategies For Centrifugal Compressors - Extended Abstracteligius884129Noch keine Bewertungen
- Offshore Technicians Recruitment Programme 2001: Operations Technician Interview QuestionsDokument15 SeitenOffshore Technicians Recruitment Programme 2001: Operations Technician Interview QuestionsJohnYuillNoch keine Bewertungen
- Cryogenic and Its ApplicationDokument11 SeitenCryogenic and Its ApplicationBhoomika MansharamaniNoch keine Bewertungen
- Enhanced Oil Recovery Using NanoparticlesDokument9 SeitenEnhanced Oil Recovery Using NanoparticlesAbdul Sattar Al-MalikiNoch keine Bewertungen
- Inject MethanolDokument9 SeitenInject MethanolabdounouNoch keine Bewertungen
- Dragon OilDokument34 SeitenDragon OilDavinNoch keine Bewertungen
- 3.chemical Engineering Thermodynamics PDFDokument12 Seiten3.chemical Engineering Thermodynamics PDFgana PrashuNoch keine Bewertungen
- Mdea - Fact SheetDokument4 SeitenMdea - Fact SheetdanjakobNoch keine Bewertungen
- OilFieldArtificialLiftISP Report FinalDokument32 SeitenOilFieldArtificialLiftISP Report FinalWessam HashemNoch keine Bewertungen
- Product & ServicesDokument12 SeitenProduct & Servicesreign226Noch keine Bewertungen
- Crude Oil ProcessingDokument58 SeitenCrude Oil ProcessingOmariNoch keine Bewertungen
- Oil Pumping and Metering Part of The Petroleum ProceDokument77 SeitenOil Pumping and Metering Part of The Petroleum ProcefructoraNoch keine Bewertungen
- DeepFlex Overview March-2014Dokument32 SeitenDeepFlex Overview March-2014bzkxt100% (1)
- PC 2 2008 MohaddecyDokument8 SeitenPC 2 2008 MohaddecyAnonymous 1FaavtNoch keine Bewertungen
- Petroleum Production Optimization: TechnologyDokument18 SeitenPetroleum Production Optimization: TechnologybehnamjpNoch keine Bewertungen
- The Supply of A Seawater Injection System For 30,000 BWPD ServiceDokument30 SeitenThe Supply of A Seawater Injection System For 30,000 BWPD ServiceAnonymous O0lyGOShYGNoch keine Bewertungen
- ReportDokument37 SeitenReportAhsan Habib100% (1)
- Aspentech Course Catalog Fy18Dokument27 SeitenAspentech Course Catalog Fy18Waseem AkramNoch keine Bewertungen
- PE5623 - Lecture 05 - Natural Gas Hydrates PDFDokument70 SeitenPE5623 - Lecture 05 - Natural Gas Hydrates PDFLuis Carlos SaavedraNoch keine Bewertungen
- Superfrac High Perfomance TraysDokument16 SeitenSuperfrac High Perfomance Traysnatee8632Noch keine Bewertungen
- DeepFlex BrochureDokument4 SeitenDeepFlex Brochureribeiro30Noch keine Bewertungen
- PTQ Gas 2011 PDFDokument56 SeitenPTQ Gas 2011 PDFIulian BarascuNoch keine Bewertungen
- NGL Extraction TechnologiesDokument10 SeitenNGL Extraction Technologieswylie010% (1)
- Polymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsVon EverandPolymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsSanjay Mavinkere RangappaNoch keine Bewertungen
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979Von EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNoch keine Bewertungen
- API Standard 527 - Seat Tightness or Pressure Relief ValvesDokument2 SeitenAPI Standard 527 - Seat Tightness or Pressure Relief ValvesD K SNoch keine Bewertungen
- API Standard 520 - Sizing, Selection, & Installation of Pressure Relieving Devices Part I, Sizing & SelectionDokument5 SeitenAPI Standard 520 - Sizing, Selection, & Installation of Pressure Relieving Devices Part I, Sizing & SelectionD K SNoch keine Bewertungen
- API Standard 521 - Guide For Pressure-Relieving and Depressuring SystemsDokument5 SeitenAPI Standard 521 - Guide For Pressure-Relieving and Depressuring SystemsD K SNoch keine Bewertungen
- Cryogenic Equipment - MCHEDokument9 SeitenCryogenic Equipment - MCHED K SNoch keine Bewertungen
- Route No.1 - Bhel-Office-Bhel.: S.No Residence Area Pick Up Time Grace TimeDokument5 SeitenRoute No.1 - Bhel-Office-Bhel.: S.No Residence Area Pick Up Time Grace TimeD K SNoch keine Bewertungen
- Kwinana Beach - Tank Collapse: Safety MomentDokument4 SeitenKwinana Beach - Tank Collapse: Safety MomentD K SNoch keine Bewertungen
- Gas - Density - Gas Molecular Weight - Table PDFDokument2 SeitenGas - Density - Gas Molecular Weight - Table PDFD K SNoch keine Bewertungen
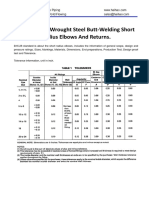
- ASME B16.28 FittingsDokument5 SeitenASME B16.28 FittingsD K SNoch keine Bewertungen
- Separator Sizing - PPTDokument21 SeitenSeparator Sizing - PPTD K SNoch keine Bewertungen
- PSV Sizing For VAPOUR OR GAS RELIEFDokument4 SeitenPSV Sizing For VAPOUR OR GAS RELIEFD K SNoch keine Bewertungen
- Offshore Pipe Line Design State of The ArtDokument33 SeitenOffshore Pipe Line Design State of The ArtMvrnaidu MithraNoch keine Bewertungen
- Electrification in MotorsportDokument8 SeitenElectrification in Motorsportddi11Noch keine Bewertungen
- Training ReportDokument60 SeitenTraining Reportarjun100% (1)
- General Purpose Butterfly ValvesDokument2 SeitenGeneral Purpose Butterfly Valvesphe zenNoch keine Bewertungen
- Lecture 2 UpdateDokument80 SeitenLecture 2 Updateماجد مدحت سعيدNoch keine Bewertungen
- Compressed Air System Gyanendra Sharma Npti DelhiDokument12 SeitenCompressed Air System Gyanendra Sharma Npti DelhiNPTINoch keine Bewertungen
- Flange TableDokument0 SeitenFlange TablemkstngrNoch keine Bewertungen
- Ref. 6.20 - PetytDokument11 SeitenRef. 6.20 - PetytVinicius RupelNoch keine Bewertungen
- 6.missile DescriptionDokument31 Seiten6.missile DescriptionJorge Antonio Chávez MirandaNoch keine Bewertungen
- Augustin - A Contribution To The Design of Ribbed PlatesDokument10 SeitenAugustin - A Contribution To The Design of Ribbed Platesm2auNoch keine Bewertungen
- Outdoor Unit Indoor Unit: Excellent Ecodan's Heating Performance, Even at Low Outdoor Temperature!Dokument19 SeitenOutdoor Unit Indoor Unit: Excellent Ecodan's Heating Performance, Even at Low Outdoor Temperature!Ивайло СтояновNoch keine Bewertungen
- PHD Thesis - Anthony Lo - 9 Dec 2014Dokument264 SeitenPHD Thesis - Anthony Lo - 9 Dec 2014Hiei ArshavinNoch keine Bewertungen
- df100 InstructionDokument20 Seitendf100 InstructionFranco SNoch keine Bewertungen
- Mi 9664 TDokument5 SeitenMi 9664 Tamir barekatiNoch keine Bewertungen
- Lab Report No 6 Bs PhysicsDokument6 SeitenLab Report No 6 Bs PhysicsITZ SUFYANNoch keine Bewertungen
- RT Report Format Rev.1 17-3-19Dokument6 SeitenRT Report Format Rev.1 17-3-19mohd as shahiddin jafriNoch keine Bewertungen
- 0K4291-E SG 100 9.0L INDUSTRIAL H-100 9 Sep 2017 PDFDokument6 Seiten0K4291-E SG 100 9.0L INDUSTRIAL H-100 9 Sep 2017 PDFGustavoCalderonNoch keine Bewertungen
- Simpson Fence Base and BracketDokument3 SeitenSimpson Fence Base and BracketAloNoch keine Bewertungen