Das könnte Ihnen auch gefallen
- SC CalculationsDokument112 SeitenSC CalculationsJAY PARIKHNoch keine Bewertungen
- GRE Word ThesaurusDokument137 SeitenGRE Word ThesaurusPhanidhar GubbalaNoch keine Bewertungen
- GRE Word ThesaurusDokument137 SeitenGRE Word ThesaurusPhanidhar GubbalaNoch keine Bewertungen
- Company Logo: Cable Size CalculationDokument7 SeitenCompany Logo: Cable Size Calculationahmadgce04Noch keine Bewertungen
- Irr - Pa & Id Fan - Boiler 1Dokument14 SeitenIrr - Pa & Id Fan - Boiler 1Jay Rameshbhai ParikhNoch keine Bewertungen
- CableDokument2 SeitenCableJAY PARIKHNoch keine Bewertungen
- CT Testing at ERDA & HALOLDokument3 SeitenCT Testing at ERDA & HALOLJAY PARIKHNoch keine Bewertungen
- CT Testing at ERDA & HALOLDokument3 SeitenCT Testing at ERDA & HALOLJAY PARIKHNoch keine Bewertungen
- CableInstallation PDFDokument8 SeitenCableInstallation PDFJAY PARIKHNoch keine Bewertungen
- CEA Battery ManagementDokument112 SeitenCEA Battery ManagementJAY PARIKHNoch keine Bewertungen
- Keeping SafeDokument3 SeitenKeeping SafeJay Rameshbhai ParikhNoch keine Bewertungen
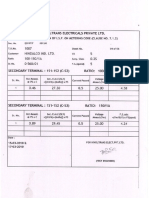
- Hindalco Routine Test Report Page No. 4 & 5Dokument2 SeitenHindalco Routine Test Report Page No. 4 & 5JAY PARIKHNoch keine Bewertungen
- 3AH1 Operating InstrDokument29 Seiten3AH1 Operating InstrJAY PARIKHNoch keine Bewertungen
- 011-23340000 / 23344787 / 23344773 / 23345500 / 23345800 or Mail To: Care@irctc - Co.inDokument1 Seite011-23340000 / 23344787 / 23344773 / 23345500 / 23345800 or Mail To: Care@irctc - Co.inJAY PARIKHNoch keine Bewertungen
- 3AH3 Circuit Breaker DetailsDokument28 Seiten3AH3 Circuit Breaker Details2003vinayNoch keine Bewertungen
- 3AH Catalog PDFDokument75 Seiten3AH Catalog PDFalsilva2014100% (1)
- Improve Primary Air Heater EfficiencyDokument4 SeitenImprove Primary Air Heater EfficiencyJAY PARIKHNoch keine Bewertungen
- Best PracticesDokument28 SeitenBest PracticesJAY PARIKHNoch keine Bewertungen
- SynchroniserDokument21 SeitenSynchroniserJAY PARIKHNoch keine Bewertungen
- SynchroniserDokument21 SeitenSynchroniserJAY PARIKHNoch keine Bewertungen
- Voltage Regulator DECS-100 ManuelDokument81 SeitenVoltage Regulator DECS-100 Manuelctsak100% (1)
- Boiler DraftDokument22 SeitenBoiler DraftJAY PARIKHNoch keine Bewertungen
- Air CompressorsDokument10 SeitenAir CompressorsJAY PARIKHNoch keine Bewertungen
- MX3EG1A Automatic Synchronizer Technical ManualDokument38 SeitenMX3EG1A Automatic Synchronizer Technical Manualsgshekar30Noch keine Bewertungen
- WoodwardDokument4 SeitenWoodwardKUNALJAYNoch keine Bewertungen
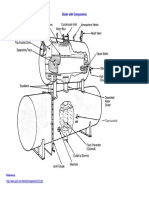
- 0507BoilerwithComponents PDFDokument1 Seite0507BoilerwithComponents PDFJAY PARIKHNoch keine Bewertungen
- Procedure For Calculation of Efficiency-1Dokument7 SeitenProcedure For Calculation of Efficiency-1JAY PARIKHNoch keine Bewertungen
- Boiler Water TreatmentDokument7 SeitenBoiler Water TreatmentJAY PARIKH100% (1)
- Boiler TechnologiesDokument5 SeitenBoiler TechnologiesSubhabrata SahaNoch keine Bewertungen
- Statement Showing Cost & Profitability of Power Generated - Cogeneration PlantDokument19 SeitenStatement Showing Cost & Profitability of Power Generated - Cogeneration PlantJAY PARIKHNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Auxiliary Hydraulic Unit 5 4: Feed Pressure Back-Up ValveDokument1 SeiteAuxiliary Hydraulic Unit 5 4: Feed Pressure Back-Up ValveJagmohan SinghNoch keine Bewertungen
- PIPENET Presentation Process & Power Industry (ALL)Dokument152 SeitenPIPENET Presentation Process & Power Industry (ALL)mrinalkantibhaduri100% (3)
- Install and remove SISTO diaphragm valvesDokument1 SeiteInstall and remove SISTO diaphragm valvesEric LarrondoNoch keine Bewertungen
- DPS Calculation SheetDokument133 SeitenDPS Calculation SheetKraiwan AranyawatNoch keine Bewertungen
- Replacement Parts Medica Pro B/S/R/RE/LPS: ConsumablesDokument7 SeitenReplacement Parts Medica Pro B/S/R/RE/LPS: ConsumablesMauro tenjoNoch keine Bewertungen
- ESAB ExtractPage29-30cDokument9 SeitenESAB ExtractPage29-30cDries VandezandeNoch keine Bewertungen
- Valves & Hose Bibs: How To Fix A Leaky Hose BibDokument2 SeitenValves & Hose Bibs: How To Fix A Leaky Hose BibTheKeyNoch keine Bewertungen
- Final Joint Inspection Report (External Pipeline) (Valid For Six (6) Months Prior Taking Over Date) ::::: (Attach Approved Plan and As-Built Plan of Pipeline)Dokument3 SeitenFinal Joint Inspection Report (External Pipeline) (Valid For Six (6) Months Prior Taking Over Date) ::::: (Attach Approved Plan and As-Built Plan of Pipeline)IBRAHIM MIAN SDN BHDNoch keine Bewertungen
- Gujarat Technological University: W.E.F. AY 2018-19Dokument3 SeitenGujarat Technological University: W.E.F. AY 2018-19SURAJ NAKUMNoch keine Bewertungen
- Laporan Harian TurbineDokument18 SeitenLaporan Harian TurbineoksaNoch keine Bewertungen
- Eas105 Lab Report 2Dokument16 SeitenEas105 Lab Report 2Jonathan AngNoch keine Bewertungen
- Starting and Reversing MAN & B&W 70 MC EngineDokument82 SeitenStarting and Reversing MAN & B&W 70 MC EngineDaniel Tsvetilov75% (8)
- Relief Valves FlyerDokument1 SeiteRelief Valves FlyerAkhil JoseNoch keine Bewertungen
- Sunrise Systems Pipenet Vision: Detailed Demonstration AND Discussion of ApplicationsDokument77 SeitenSunrise Systems Pipenet Vision: Detailed Demonstration AND Discussion of ApplicationsIjaz FazilNoch keine Bewertungen
- Solution Set # 1Dokument5 SeitenSolution Set # 1Duckie McBeakNoch keine Bewertungen
- Flow Control, 3 Way, PR & Temp Compensated, NG6, Type RPC1-T3Dokument4 SeitenFlow Control, 3 Way, PR & Temp Compensated, NG6, Type RPC1-T3LibinNoch keine Bewertungen
- Mec402:Industrial Automation and Robotics: Session 2021-22 Page:1/1Dokument1 SeiteMec402:Industrial Automation and Robotics: Session 2021-22 Page:1/1Deepak GuptaNoch keine Bewertungen
- TA1664-5254-1000-SBE Eco Oils - Mechanical Utilities Load ListDokument13 SeitenTA1664-5254-1000-SBE Eco Oils - Mechanical Utilities Load ListIskandar HasibuanNoch keine Bewertungen
- 3.a13a PMSDokument5 Seiten3.a13a PMSS.selvakumarNoch keine Bewertungen
- Vapour Recovery From Storage TanksDokument3 SeitenVapour Recovery From Storage TanksJatin RamboNoch keine Bewertungen
- Fact Sheet Variable Inlet Guide Vane PDFDokument1 SeiteFact Sheet Variable Inlet Guide Vane PDFemadNoch keine Bewertungen
- Equipment CatalogDokument6 SeitenEquipment CatalogHannah Patricia TanNoch keine Bewertungen
- GrothCorporationIndustrialCatalog (TTT)Dokument194 SeitenGrothCorporationIndustrialCatalog (TTT)Huynh Thanh TamNoch keine Bewertungen
- Negative Slip, Flow Separation Conditions, Air VesselsDokument7 SeitenNegative Slip, Flow Separation Conditions, Air Vesselsminesh.manu6531Noch keine Bewertungen
- Well Handover CertificateDokument1 SeiteWell Handover Certificateeng7mohamed7hashimNoch keine Bewertungen
- Modifying Jet Engines for EfficiencyDokument2 SeitenModifying Jet Engines for EfficiencySafi Ullah WarraichNoch keine Bewertungen
- 04-Fluid Report-Group 3Dokument36 Seiten04-Fluid Report-Group 3Encik BadrulNoch keine Bewertungen
- Pepbwn 001 Elc SLD 001.0 - Singel Line Diargram (New Expanse)Dokument1 SeitePepbwn 001 Elc SLD 001.0 - Singel Line Diargram (New Expanse)Rian ArfanNoch keine Bewertungen
- This Study Resource Was: 2.7-6 Energy Balance On A Flow System With A Pump and Heat Exchanger. WaterDokument7 SeitenThis Study Resource Was: 2.7-6 Energy Balance On A Flow System With A Pump and Heat Exchanger. Waterqwer50% (2)
- Agricultural Bank Al Ehsaa Chilled Water Pumps Hydraulic CalculationDokument6 SeitenAgricultural Bank Al Ehsaa Chilled Water Pumps Hydraulic CalculationMohammed TanveerNoch keine Bewertungen