Das könnte Ihnen auch gefallen
- Aplicación Normas ISADokument4 SeitenAplicación Normas ISAByron AlvarezNoch keine Bewertungen
- Apunte Planta PilotoDokument19 SeitenApunte Planta PilotoAgustinaNoch keine Bewertungen
- Conduccion No Estacionaria INFORMEDokument29 SeitenConduccion No Estacionaria INFORMEBarbara Zambrano100% (1)
- Flujo de Fluidos PreguntasDokument2 SeitenFlujo de Fluidos PreguntasDiego Alexis100% (1)
- Diseño de SecadoresDokument19 SeitenDiseño de SecadoresChilamBalamNoch keine Bewertungen
- Ejercicio 2.13Dokument2 SeitenEjercicio 2.13Jonathan HerreraNoch keine Bewertungen
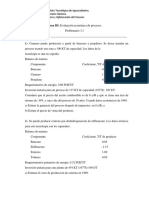
- Problemario 3.1Dokument2 SeitenProblemario 3.1Javier G Zapiain SalinasNoch keine Bewertungen
- Capitulo 3Dokument12 SeitenCapitulo 3marNoch keine Bewertungen
- Manual Conductos R410ADokument58 SeitenManual Conductos R410AAfrica Odara100% (1)
- Nataclor Aquark-ManualUsuarioDokument4 SeitenNataclor Aquark-ManualUsuarioHidromasajes AraratNoch keine Bewertungen
- Fundamentos de Aire Acondicionado y Refrigeracion PDFDokument2 SeitenFundamentos de Aire Acondicionado y Refrigeracion PDFFranyer Guillen15% (13)
- EVAPORADORESDokument10 SeitenEVAPORADORESAnthony Tapia CoariNoch keine Bewertungen
- Practica#8 CNDC Sistema Interconectado NacionalDokument2 SeitenPractica#8 CNDC Sistema Interconectado NacionalJGabriel Atahuachi CondoriNoch keine Bewertungen
- Hojas de Especificaciones de IntercambiadoresDokument72 SeitenHojas de Especificaciones de IntercambiadoresSchneyder GalvisNoch keine Bewertungen
- Caldera Columna de ReactificacionDokument6 SeitenCaldera Columna de ReactificacionRuddy LimaNoch keine Bewertungen
- Análisis de Un Reactor de Membrana de Lecho Fluidizado para La Oxidación Parcial de Butano A Anhídrido Maleico-Modelado 2d.en - EsDokument11 SeitenAnálisis de Un Reactor de Membrana de Lecho Fluidizado para La Oxidación Parcial de Butano A Anhídrido Maleico-Modelado 2d.en - EsJenny Ojeda CastillonNoch keine Bewertungen
- Exposición Secador RotatorioDokument10 SeitenExposición Secador RotatorioNathalia MartinezNoch keine Bewertungen
- Intercambiadores de Calor en Hysys PDF ImportanteDokument10 SeitenIntercambiadores de Calor en Hysys PDF ImportanteAbigail MCabezasNoch keine Bewertungen
- Actividad 7.1Dokument17 SeitenActividad 7.1Silvia ArancibiaNoch keine Bewertungen
- Torres Empacadas 3Dokument6 SeitenTorres Empacadas 3ARMANDO AMERICO MONDALGO LLANCARINoch keine Bewertungen
- Diseno Conceptual de Una Planta de Produccion de AcetonaDokument36 SeitenDiseno Conceptual de Una Planta de Produccion de AcetonaK'rwuyn Cardozo100% (1)
- Humidificación, SecadoDokument11 SeitenHumidificación, SecadoAlvaro Pacheco0% (1)
- Ley de Dalton y HenryDokument62 SeitenLey de Dalton y HenryLaura ReyesNoch keine Bewertungen
- AcrilonitriloDokument2 SeitenAcrilonitriloJâzmïn ZårcöNoch keine Bewertungen
- Pre-Informe FSC EvaporadorDokument13 SeitenPre-Informe FSC EvaporadorTatiana AceroNoch keine Bewertungen
- Talller Dest y Secado 2019ADokument6 SeitenTalller Dest y Secado 2019AFrancisco OrozcoNoch keine Bewertungen
- Intercambiadores para METANOLDokument53 SeitenIntercambiadores para METANOLCesar Rozas FormandoyNoch keine Bewertungen
- Tema 11, Intercambiadores de CalorDokument27 SeitenTema 11, Intercambiadores de CalorDanny DCNoch keine Bewertungen
- Acetato de ViniloDokument16 SeitenAcetato de ViniloKatherine Alvarez100% (1)
- Practica No. 4 Horno EléctricoDokument48 SeitenPractica No. 4 Horno EléctricoElizabeth GarciaNoch keine Bewertungen
- Intercambiadores de CalorDokument105 SeitenIntercambiadores de CalorGladis tarifaNoch keine Bewertungen
- Eficiencia SecadorDokument9 SeitenEficiencia SecadorSebastïan Vaca FiallosNoch keine Bewertungen
- OptimizacionDokument4 SeitenOptimizacionAnonymous 2PjTORlNoch keine Bewertungen
- Obtención Del Aluminio-1Dokument4 SeitenObtención Del Aluminio-1lujulNoch keine Bewertungen
- Calculo de Numero de Platos - DestilacionDokument5 SeitenCalculo de Numero de Platos - DestilacionEdgar Jamanca AntonioNoch keine Bewertungen
- Alquilación de OlefinasDokument13 SeitenAlquilación de OlefinasJohann ChorenNoch keine Bewertungen
- Diapositivas II Par. Calidad EstudiantesDokument320 SeitenDiapositivas II Par. Calidad EstudiantesByron Geovanny LlangaNoch keine Bewertungen
- Problemario 1Dokument6 SeitenProblemario 1lightninfire0% (1)
- Tercer Examen Cinetica.-2017Dokument1 SeiteTercer Examen Cinetica.-2017Victor AngelNoch keine Bewertungen
- Practica No. 2. Hysys AbsorcionDokument14 SeitenPractica No. 2. Hysys AbsorcionSophie'MedinaNoch keine Bewertungen
- Metodo de La Diferencia Media Logaritmica TemperaturaDokument1 SeiteMetodo de La Diferencia Media Logaritmica TemperaturaArnold BravoNoch keine Bewertungen
- Tarea John GeankoplisDokument12 SeitenTarea John GeankoplisAbraham EdwinNoch keine Bewertungen
- Diseno de Un Evaporador de Simple EfectoDokument30 SeitenDiseno de Un Evaporador de Simple EfectoPatricia UcNoch keine Bewertungen
- Calor de Combustión Del Ácido Benzoico.Dokument5 SeitenCalor de Combustión Del Ácido Benzoico.Elvis CoronelNoch keine Bewertungen
- Intercambiador de Calor Compacto: Flujo Mezclado y No MezcladoDokument20 SeitenIntercambiador de Calor Compacto: Flujo Mezclado y No MezcladoAlejandro VazquezNoch keine Bewertungen
- Práctica de Evaporador de Película AscendenteDokument7 SeitenPráctica de Evaporador de Película AscendenteEsperanza ArellanoNoch keine Bewertungen
- Activity 7.1 - Alfaro Aleman Rafael UltimoDokument20 SeitenActivity 7.1 - Alfaro Aleman Rafael UltimoRafael Gustavo Alfaro AlemanNoch keine Bewertungen
- Ejercicio para Punto Extra PDFDokument30 SeitenEjercicio para Punto Extra PDFJonathan AlonsoNoch keine Bewertungen
- Producción Del Dimetil Carbonat1Dokument7 SeitenProducción Del Dimetil Carbonat1floryguapoNoch keine Bewertungen
- PolicloroprenoDokument9 SeitenPolicloroprenoJoseline Torres MartinezNoch keine Bewertungen
- Compilación Heurísticos SIDokument18 SeitenCompilación Heurísticos SIDennis Guillen MoyaNoch keine Bewertungen
- Extracción en Etapas MúltiplesDokument6 SeitenExtracción en Etapas MúltiplesJharol Quilo OrtegaNoch keine Bewertungen
- Book Attachment 3138Dokument1 SeiteBook Attachment 3138MaribelNoch keine Bewertungen
- Lubricantes y Combustibles... (TRABAJO)Dokument19 SeitenLubricantes y Combustibles... (TRABAJO)ujuNoch keine Bewertungen
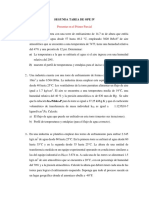
- Segunda Tarea de Ope IV 2-2018Dokument2 SeitenSegunda Tarea de Ope IV 2-2018Fathy CaceresNoch keine Bewertungen
- 3 Descripción Del Equipo FestonDokument12 Seiten3 Descripción Del Equipo FestonEsquivel Bocanegra Pablo HosmarNoch keine Bewertungen
- Cuestionario 3Dokument3 SeitenCuestionario 3Silver NicaraguaNoch keine Bewertungen
- Problemas de Destilacion-2022Dokument5 SeitenProblemas de Destilacion-2022Carla SaraviaNoch keine Bewertungen
- OligomerizacionDokument8 SeitenOligomerizacionKimy ContrerasNoch keine Bewertungen
- Descripción de ProcesosDokument3 SeitenDescripción de ProcesosLiseth Gimena Pacheco MendezNoch keine Bewertungen
- Informe DestilaciónDokument68 SeitenInforme Destilaciónmac1777Noch keine Bewertungen
- Manual de Practicas Transferencia de MasaDokument43 SeitenManual de Practicas Transferencia de MasaNan GalindoNoch keine Bewertungen
- Laboratorio Practica de SecadorDokument8 SeitenLaboratorio Practica de SecadorJulio BarrancoNoch keine Bewertungen
- Destilación de MulticomponentesDokument13 SeitenDestilación de MulticomponentesMichael GuerreroNoch keine Bewertungen
- DESTILACION MULTICOMPONENTE TeoriaDokument12 SeitenDESTILACION MULTICOMPONENTE TeoriaFranyelis Fernandez100% (1)
- Colorantes Azoicos Susy 2Dokument34 SeitenColorantes Azoicos Susy 2Susy YelitsaNoch keine Bewertungen
- BombasDokument10 SeitenBombasSusy YelitsaNoch keine Bewertungen
- Nanotecnología Al PetróleoDokument86 SeitenNanotecnología Al PetróleoSusy YelitsaNoch keine Bewertungen
- Mecanic ADokument1 SeiteMecanic ASusy YelitsaNoch keine Bewertungen
- Legislación AmbientalDokument18 SeitenLegislación AmbientalSusy YelitsaNoch keine Bewertungen
- Laboratorio#2 - Conducción AxialDokument10 SeitenLaboratorio#2 - Conducción AxialIsaac JustinNoch keine Bewertungen
- Lab - Ley de HessDokument2 SeitenLab - Ley de HessAndreita TorresNoch keine Bewertungen
- Recomendaciones Personales para El Egel IquimDokument2 SeitenRecomendaciones Personales para El Egel IquimMubara KidNoch keine Bewertungen
- Enrico Fermi TermodinamicaDokument158 SeitenEnrico Fermi TermodinamicaNancyCaroMNoch keine Bewertungen
- Clase 1.1 Meteorologia 2014 PDFDokument55 SeitenClase 1.1 Meteorologia 2014 PDFMaximiliano MollerNoch keine Bewertungen
- Ensayo JouleDokument2 SeitenEnsayo JouleDavid DuranNoch keine Bewertungen
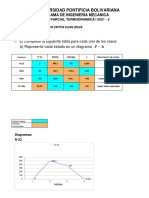
- Primer Parcial Termodinamica I 2021 - 2Dokument8 SeitenPrimer Parcial Termodinamica I 2021 - 2Elian Josue MontalvoNoch keine Bewertungen
- Prob 3er DeptalDokument6 SeitenProb 3er DeptalMichelle OsorioNoch keine Bewertungen
- Termoregulación NeonatalDokument27 SeitenTermoregulación NeonatalMichelle Alexandra Mendizabal LopezNoch keine Bewertungen
- Cuestionario FisicaDokument11 SeitenCuestionario FisicaGabriel RamirezNoch keine Bewertungen
- Comportamiento Del Fuego - Fap 2006Dokument80 SeitenComportamiento Del Fuego - Fap 2006Johnny Arce PrietoNoch keine Bewertungen
- Encuadre Física 3BDokument31 SeitenEncuadre Física 3Bmariana coatlNoch keine Bewertungen
- Aa-Doc-01 - Mem. Descrip. Shimizu Lifestyle Santa Anita 16-10-2019Dokument9 SeitenAa-Doc-01 - Mem. Descrip. Shimizu Lifestyle Santa Anita 16-10-2019Aler CanaquiriNoch keine Bewertungen
- Cuestionario Adicional - DDokument2 SeitenCuestionario Adicional - DAdriano SanchezNoch keine Bewertungen
- Iso 7730Dokument19 SeitenIso 7730Sofia Morales InzunzaNoch keine Bewertungen
- Catalogo BoshDokument67 SeitenCatalogo Boshjlop57e8r78Noch keine Bewertungen
- Significado de Los Botones Del Aire AcondicionadoDokument1 SeiteSignificado de Los Botones Del Aire AcondicionadoFranklin EchegarayNoch keine Bewertungen
- Sistema de Aire Acondicionado y Presurización para Taller de SoldaduraDokument8 SeitenSistema de Aire Acondicionado y Presurización para Taller de SoldadurajulianNoch keine Bewertungen
- Eter2 U1 A3 RiigDokument5 SeitenEter2 U1 A3 RiigRicardo Ibarra50% (2)
- Informe 2Dokument24 SeitenInforme 2Valeria MejíaNoch keine Bewertungen
- Bomba Calorimétrica de JunkerDokument6 SeitenBomba Calorimétrica de JunkergustavoNoch keine Bewertungen
- Formas de Protección Del ClimaDokument52 SeitenFormas de Protección Del ClimaAdrián PérezNoch keine Bewertungen
- Infografia Refrigeraciòn Por Compresion de Vapor.Dokument4 SeitenInfografia Refrigeraciòn Por Compresion de Vapor.Russell Antonio Pool RejonNoch keine Bewertungen
- Dispositivos de Expansion PDFDokument40 SeitenDispositivos de Expansion PDFJose Ignacio Sanchez ArenasNoch keine Bewertungen
- Broiler Guide 2019 ESP WEB - 2.22.2019Dokument112 SeitenBroiler Guide 2019 ESP WEB - 2.22.2019fernando ortizNoch keine Bewertungen