Das könnte Ihnen auch gefallen
- Penerbit, 002Dokument9 SeitenPenerbit, 002ernesto ndjoli rokuNoch keine Bewertungen
- Kurlaev 2020 IOP Conf. Ser. Mater. Sci. Eng. 843 012003Dokument8 SeitenKurlaev 2020 IOP Conf. Ser. Mater. Sci. Eng. 843 012003Mohamed Sherif Ahmed SolimanNoch keine Bewertungen
- Bumper PDFDokument7 SeitenBumper PDFTj BalaNoch keine Bewertungen
- ASME Research Paper 1Dokument7 SeitenASME Research Paper 1roopesh1422Noch keine Bewertungen
- Magnet Pole Shape Design of Permanent Magnet MachiDokument5 SeitenMagnet Pole Shape Design of Permanent Magnet MachiAymen KammounNoch keine Bewertungen
- Mechanistic Design of Overlay Based On Benkelman Beam Deflection TechniqueDokument8 SeitenMechanistic Design of Overlay Based On Benkelman Beam Deflection TechniqueNilay BhavsarNoch keine Bewertungen
- Finite Element Analysis of Machining Thin-Wall Parts: Key Engineering Materials December 2010Dokument9 SeitenFinite Element Analysis of Machining Thin-Wall Parts: Key Engineering Materials December 2010Sachin PawarNoch keine Bewertungen
- Internal Residual Stress Measurement On Linear Friction Welding of Titanium Alloy Plates With Contour MethodDokument6 SeitenInternal Residual Stress Measurement On Linear Friction Welding of Titanium Alloy Plates With Contour Methodsatyanarayana chvvNoch keine Bewertungen
- Ravisankar 2021 IOP Conf. Ser. Mater. Sci. Eng. 1055 012132Dokument16 SeitenRavisankar 2021 IOP Conf. Ser. Mater. Sci. Eng. 1055 012132tejas9280Noch keine Bewertungen
- ICE Component Design Pistons 2021Dokument7 SeitenICE Component Design Pistons 2021Sanjay PatelNoch keine Bewertungen
- The Role of HBN Solid LubricantDokument9 SeitenThe Role of HBN Solid LubricantNambiRajNoch keine Bewertungen
- Analysis of Cracking-Moment Calculation Method of Pre-Stressed Sheet PileDokument11 SeitenAnalysis of Cracking-Moment Calculation Method of Pre-Stressed Sheet PileMuhammad LutfhiNoch keine Bewertungen
- PVP2005-71060-Crack Propagation Analysis Procedure Using FEM Applied To The Three-Dimensional Stress FieldDokument8 SeitenPVP2005-71060-Crack Propagation Analysis Procedure Using FEM Applied To The Three-Dimensional Stress FieldbomikaNoch keine Bewertungen
- Studi Komparasi Detailing Desain Kompone PDFDokument10 SeitenStudi Komparasi Detailing Desain Kompone PDFSyahril SaharNoch keine Bewertungen
- (Adirek Baisukhan) Sequential Effects of Deep Rolling and Post-Weld (Al 7075 Properties)Dokument19 Seiten(Adirek Baisukhan) Sequential Effects of Deep Rolling and Post-Weld (Al 7075 Properties)Muhammad Fa'iq Al BaihaqiNoch keine Bewertungen
- 1765 ArticleText 15686 1 10 20210325Dokument14 Seiten1765 ArticleText 15686 1 10 20210325Suman SahaNoch keine Bewertungen
- Clayton RajaDokument7 SeitenClayton RajaSrinivasm SriniNoch keine Bewertungen
- Dynamic Load Analysis and Optimization of A Fracture-Split Connecting RodDokument11 SeitenDynamic Load Analysis and Optimization of A Fracture-Split Connecting RodRahul BadgujarNoch keine Bewertungen
- Squeeze Casting of Aluminium Metal Matrix Composites-An OverviewDokument10 SeitenSqueeze Casting of Aluminium Metal Matrix Composites-An OverviewPaoloMaccaronioNoch keine Bewertungen
- Wear Behavior of The Pair Superalloy FXS-414 PDFDokument7 SeitenWear Behavior of The Pair Superalloy FXS-414 PDFWalid BenaziNoch keine Bewertungen
- Lee 2016Dokument12 SeitenLee 2016Tushar SarkarNoch keine Bewertungen
- Lubricant and CoatingDokument3 SeitenLubricant and CoatingSURENDRA PANDANoch keine Bewertungen
- Actuators 1Dokument7 SeitenActuators 1Sebastian Cano CampuzanoNoch keine Bewertungen
- 128 TMT09 082 PDFDokument4 Seiten128 TMT09 082 PDFangel jimenez alonsoNoch keine Bewertungen
- Fatigue Strength in Laser Welding of The Lap Joint: S.-K. Cho, Y.-S. Yang, K.-J. Son, J.-Y. KimDokument12 SeitenFatigue Strength in Laser Welding of The Lap Joint: S.-K. Cho, Y.-S. Yang, K.-J. Son, J.-Y. KimbnidhalNoch keine Bewertungen
- Fracture Analysis of Rectangular Composite Steel Tubes Under Axial Loading Using Abaquscae 6.10-1Dokument7 SeitenFracture Analysis of Rectangular Composite Steel Tubes Under Axial Loading Using Abaquscae 6.10-1esatjournalsNoch keine Bewertungen
- Machine Design, Vol.7 (2015) No.1, ISSN 1821-1259 Pp. 31-34Dokument4 SeitenMachine Design, Vol.7 (2015) No.1, ISSN 1821-1259 Pp. 31-34Snezana VulovicNoch keine Bewertungen
- Optimised Design For Magnetorheological Brake Using DOE MethodsDokument14 SeitenOptimised Design For Magnetorheological Brake Using DOE MethodsĐiệp NgọcNoch keine Bewertungen
- Bevel Gear PaperDokument6 SeitenBevel Gear PaperIsmail IbrahimNoch keine Bewertungen
- Editorirjmt, 5th PaperDokument11 SeitenEditorirjmt, 5th PaperrajesaravindNoch keine Bewertungen
- Parametric Analysis On Automobile Bumper Beam Subjected To Low Impact ConditionsDokument63 SeitenParametric Analysis On Automobile Bumper Beam Subjected To Low Impact ConditionsPavaniNoch keine Bewertungen
- Design and Analysis of Geometrical Parameters Influencing On Curvic CouplingDokument5 SeitenDesign and Analysis of Geometrical Parameters Influencing On Curvic CouplingIJIERT-International Journal of Innovations in Engineering Research and TechnologyNoch keine Bewertungen
- WAFA 2015 PresentationDokument32 SeitenWAFA 2015 Presentationkiki FaadNoch keine Bewertungen
- UCMP Int 3 Scheme of EvaluationDokument9 SeitenUCMP Int 3 Scheme of EvaluationananthakumarNoch keine Bewertungen
- Liu 2021 IOP Conf. Ser. Mater. Sci. Eng. 1043 032037Dokument11 SeitenLiu 2021 IOP Conf. Ser. Mater. Sci. Eng. 1043 032037ntik 23Noch keine Bewertungen
- Consideraciones de Diseño para Un Freno Magnetorreológico AutomotrizDokument14 SeitenConsideraciones de Diseño para Un Freno Magnetorreológico AutomotrizYisus ÅkerfeldtNoch keine Bewertungen
- Factor Analysis of Torque Ripple Reduction in Synchronous Reluctance Motors Derived From Topology OptimizationDokument8 SeitenFactor Analysis of Torque Ripple Reduction in Synchronous Reluctance Motors Derived From Topology OptimizationRaphaelNoch keine Bewertungen
- Wu 2022 J. Phys. Conf. Ser. 2338 012067Dokument8 SeitenWu 2022 J. Phys. Conf. Ser. 2338 012067ASHUTOSH PANDEYNoch keine Bewertungen
- 2304 5658 1 PBDokument6 Seiten2304 5658 1 PBSilman CivilNoch keine Bewertungen
- Macro and Micro Process Modeling of The Cutting of Carbon Fiber Reinforced Plastics Using FEMDokument6 SeitenMacro and Micro Process Modeling of The Cutting of Carbon Fiber Reinforced Plastics Using FEMAndres de las herasNoch keine Bewertungen
- Robust PaperDokument8 SeitenRobust Paperammarausman1010Noch keine Bewertungen
- Computer-Aided Design of A Permanent Magnet Synchronous Motor (PMSM)Dokument3 SeitenComputer-Aided Design of A Permanent Magnet Synchronous Motor (PMSM)International Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- 2005 Fracture Splitting ConrodsDokument10 Seiten2005 Fracture Splitting ConrodsThomas CuerqNoch keine Bewertungen
- Calculation of Cogging Torque in A Surface Permanent Magnet MotorDokument3 SeitenCalculation of Cogging Torque in A Surface Permanent Magnet MotorAdrian David ScottNoch keine Bewertungen
- 557 MergedDokument136 Seiten557 MergedpavanNoch keine Bewertungen
- Study On Deformation and Residual Stress of Laser Welding 316L T-JointDokument9 SeitenStudy On Deformation and Residual Stress of Laser Welding 316L T-JointAli NasserNoch keine Bewertungen
- IUST v19n4p1 enDokument10 SeitenIUST v19n4p1 enS Rao PNoch keine Bewertungen
- Table of Contents ReadyDokument7 SeitenTable of Contents ReadyAkhil DayaluNoch keine Bewertungen
- Optimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueDokument8 SeitenOptimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueTJPRC PublicationsNoch keine Bewertungen
- Static Analysis of Bajaj Pulsar 150 CC Crankshaft Using ANSYSDokument7 SeitenStatic Analysis of Bajaj Pulsar 150 CC Crankshaft Using ANSYSCristian JavierNoch keine Bewertungen
- Experimental Determination of Fracture Toughness For Hybrid MMC Reinforced With B4C and MoS2Dokument5 SeitenExperimental Determination of Fracture Toughness For Hybrid MMC Reinforced With B4C and MoS2NIRANJAN D BNoch keine Bewertungen
- Synopsis TH 2183 - 11610318Dokument13 SeitenSynopsis TH 2183 - 11610318sai kumarNoch keine Bewertungen
- Consideration About Elastic Couplings Modeled in CATIA, BUTNARIU SilviuDokument5 SeitenConsideration About Elastic Couplings Modeled in CATIA, BUTNARIU SilviuRipanu Marius IonutNoch keine Bewertungen
- A Real Math Model To Compute PDC Wear ValuesDokument21 SeitenA Real Math Model To Compute PDC Wear ValuesAzri HamimNoch keine Bewertungen
- Design and Finite Element Analysis of Micro Punch CNC Machine Modeling For Medical DevicesDokument8 SeitenDesign and Finite Element Analysis of Micro Punch CNC Machine Modeling For Medical DevicesniteshNoch keine Bewertungen
- Simufact Welding 2021.1 Introducing Simufact WeldingDokument20 SeitenSimufact Welding 2021.1 Introducing Simufact WeldingJordan PowellNoch keine Bewertungen
- Cracking of Concrete VesselDokument5 SeitenCracking of Concrete Vesselsüleyman tazebayNoch keine Bewertungen
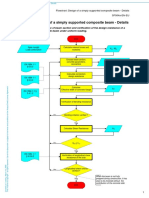
- Flowchart: Design of A Simply Supported Composite Beam - DetailsDokument5 SeitenFlowchart: Design of A Simply Supported Composite Beam - Detailstecon ploiestiNoch keine Bewertungen
- 8 Kamaland RahmanDokument11 Seiten8 Kamaland RahmanBinh NghiemNoch keine Bewertungen
- Metal Matrix Composites: A Modern Approach to ManufacturingVon EverandMetal Matrix Composites: A Modern Approach to ManufacturingVirat KhannaNoch keine Bewertungen
- 228 673 1 PBDokument8 Seiten228 673 1 PBzdravkoNoch keine Bewertungen
- Applied Sciences: On The Influence of Suspension Geometry On Steering FeedbackDokument21 SeitenApplied Sciences: On The Influence of Suspension Geometry On Steering FeedbackzdravkoNoch keine Bewertungen
- Integraciona Uloga Informacija U Marketing Logistici Transportnih SistemaDokument12 SeitenIntegraciona Uloga Informacija U Marketing Logistici Transportnih SistemazdravkoNoch keine Bewertungen
- A. Monografija - Naslov I SadrzajDokument4 SeitenA. Monografija - Naslov I SadrzajzdravkoNoch keine Bewertungen
- TRANS WP29 GRRF 58 Inf05eDokument13 SeitenTRANS WP29 GRRF 58 Inf05ezdravkoNoch keine Bewertungen
- Tow Hitch Test Rigs PDFDokument4 SeitenTow Hitch Test Rigs PDFzdravkoNoch keine Bewertungen
- DRGRGRTG NFGBNFGBFGBFDokument1 SeiteDRGRGRTG NFGBNFGBFGBFzdravkoNoch keine Bewertungen
- Conducting Focus GroupsDokument4 SeitenConducting Focus GroupsOxfam100% (1)
- Hele Grade4Dokument56 SeitenHele Grade4Chard Gonzales100% (3)
- Answers For Some QuestionsDokument29 SeitenAnswers For Some Questionsyogeshdhuri22Noch keine Bewertungen
- Sundar Pichai PDFDokument6 SeitenSundar Pichai PDFHimanshi Patle100% (1)
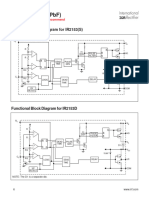
- IR2153 Parte6Dokument1 SeiteIR2153 Parte6FRANK NIELE DE OLIVEIRANoch keine Bewertungen
- Manuel SYL233 700 EDokument2 SeitenManuel SYL233 700 ESiddiqui SarfarazNoch keine Bewertungen
- DirectionDokument1 SeiteDirectionJessica BacaniNoch keine Bewertungen
- Literature Review Template DownloadDokument4 SeitenLiterature Review Template Downloadaflsigfek100% (1)
- Simon Ardhi Yudanto UpdateDokument3 SeitenSimon Ardhi Yudanto UpdateojksunarmanNoch keine Bewertungen
- Tuma Research ManualDokument57 SeitenTuma Research ManualKashinde Learner Centered Mandari100% (1)
- Galgotias University Uttar Pradesh School of Computing Science & Engineering B.Tech. (CSE) 2018-19 Semester Wise Breakup of CoursesDokument2 SeitenGalgotias University Uttar Pradesh School of Computing Science & Engineering B.Tech. (CSE) 2018-19 Semester Wise Breakup of CoursesRohit Singh BhatiNoch keine Bewertungen
- CISF Manual Final OriginalDokument17 SeitenCISF Manual Final OriginalVaishnavi JayakumarNoch keine Bewertungen
- Simran's ResumeDokument1 SeiteSimran's ResumesimranNoch keine Bewertungen
- CII Sohrabji Godrej GreenDokument30 SeitenCII Sohrabji Godrej GreenRITHANYAA100% (2)
- Img 20201010 0005Dokument1 SeiteImg 20201010 0005Tarek SalehNoch keine Bewertungen
- Unit 1 Module 3 Rep in PlantsDokument26 SeitenUnit 1 Module 3 Rep in Plantstamesh jodhanNoch keine Bewertungen
- Session 1Dokument18 SeitenSession 1Akash GuptaNoch keine Bewertungen
- Maths Formulas For IGCSEDokument2 SeitenMaths Formulas For IGCSEHikma100% (1)
- CG Photo Editing2Dokument3 SeitenCG Photo Editing2Mylene55% (11)
- Dialectical Relationship Between Translation Theory and PracticeDokument5 SeitenDialectical Relationship Between Translation Theory and PracticeEverything Under the sunNoch keine Bewertungen
- (20836104 - Artificial Satellites) Investigation of The Accuracy of Google Earth Elevation DataDokument9 Seiten(20836104 - Artificial Satellites) Investigation of The Accuracy of Google Earth Elevation DataSunidhi VermaNoch keine Bewertungen
- Safety Data Sheet SDS For CB-G PG Precision Grout and CB-G MG Multipurpose Grout Documentation ASSET DOC APPROVAL 0536Dokument4 SeitenSafety Data Sheet SDS For CB-G PG Precision Grout and CB-G MG Multipurpose Grout Documentation ASSET DOC APPROVAL 0536BanyuNoch keine Bewertungen
- AMICO Bar Grating CatalogDokument57 SeitenAMICO Bar Grating CatalogAdnanNoch keine Bewertungen
- DCS800ServiceManual RevADokument96 SeitenDCS800ServiceManual RevAElinplastNoch keine Bewertungen
- Evidence Prove DiscriminationDokument5 SeitenEvidence Prove DiscriminationRenzo JimenezNoch keine Bewertungen
- Plastic Properties HandbookDokument15 SeitenPlastic Properties HandbookguilloteARGNoch keine Bewertungen
- Module 6 Metal Properties and Destructive TestingDokument46 SeitenModule 6 Metal Properties and Destructive TestingMiki Jaksic100% (6)
- Test Physics Chapter# 12,13,14 (2 Year) NameDokument1 SeiteTest Physics Chapter# 12,13,14 (2 Year) NameStay FocusedNoch keine Bewertungen
- COK - Training PlanDokument22 SeitenCOK - Training PlanralphNoch keine Bewertungen
- Applying For A Job: Pre-ReadingDokument5 SeitenApplying For A Job: Pre-ReadingDianitta MaciasNoch keine Bewertungen