Das könnte Ihnen auch gefallen
- Production BD From Wate OilDokument8 SeitenProduction BD From Wate Oilbala krishnaNoch keine Bewertungen
- 1 s2.0 S1877705812029281 MainDokument10 Seiten1 s2.0 S1877705812029281 MainPhenol PhthaleinNoch keine Bewertungen
- Background 1Dokument8 SeitenBackground 1KuIzzuNoch keine Bewertungen
- BIODIESEL Biodiesel - Production - From - Waste - CookingDokument7 SeitenBIODIESEL Biodiesel - Production - From - Waste - CookingCarlos GarvanNoch keine Bewertungen
- 2013 Optimization of Biodiesel ProductionDokument7 Seiten2013 Optimization of Biodiesel ProductionJ VNoch keine Bewertungen
- Comparison of Biodiesel Production Scenarios With Coproduction of Triacetin According To Energy and GHG EmissionsDokument8 SeitenComparison of Biodiesel Production Scenarios With Coproduction of Triacetin According To Energy and GHG EmissionsAlexNoch keine Bewertungen
- 1 s2.0 S0016236117305884 MainDokument10 Seiten1 s2.0 S0016236117305884 MainMuhammad KafillahNoch keine Bewertungen
- Journal of Analytical and Applied PyrolysisDokument6 SeitenJournal of Analytical and Applied PyrolysisCarlos AlvarezNoch keine Bewertungen
- Ganesh L. Maddikeri, Parag R. Gogate, Aniruddha B. Pandit: HighlightsDokument8 SeitenGanesh L. Maddikeri, Parag R. Gogate, Aniruddha B. Pandit: HighlightssureshNoch keine Bewertungen
- Ri29 PDFDokument7 SeitenRi29 PDFrcalaforraNoch keine Bewertungen
- Kel Kar 2008Dokument7 SeitenKel Kar 2008Teresa MataNoch keine Bewertungen
- 1623 1629 PDFDokument7 Seiten1623 1629 PDFnitin birajdarNoch keine Bewertungen
- Energies 11 02845Dokument13 SeitenEnergies 11 02845hariprasadr5199Noch keine Bewertungen
- Predicting Hydrotreater Performance While Co-Processing Vegetable OilDokument4 SeitenPredicting Hydrotreater Performance While Co-Processing Vegetable OilJeffrey Ryan LindmarkNoch keine Bewertungen
- Biodiesel optimization using RSMDokument9 SeitenBiodiesel optimization using RSMKatherine Insuasty MartinezNoch keine Bewertungen
- Full Length Article: SciencedirectDokument20 SeitenFull Length Article: SciencedirectAngel FajmNoch keine Bewertungen
- 1 s2.0 S0165237022000687 MainDokument11 Seiten1 s2.0 S0165237022000687 Mainhadush2002Noch keine Bewertungen
- 1 s2.0 S187661021500911X MainDokument8 Seiten1 s2.0 S187661021500911X MainM Ikhtiar Roza XII MIA 5Noch keine Bewertungen
- Matecconf Aigev2017 01073 PDFDokument7 SeitenMatecconf Aigev2017 01073 PDFNadiedaNoch keine Bewertungen
- Ullah 2017Dokument32 SeitenUllah 2017Fitri HardiyantiNoch keine Bewertungen
- Han 2023 CombustionDokument11 SeitenHan 2023 CombustionkiruthekasaiNoch keine Bewertungen
- Bio-Hydrocarbons Through Catalytic Pyrolysis of Used Cooking Oils: Towards Sustainable Jet and Road FuelsDokument7 SeitenBio-Hydrocarbons Through Catalytic Pyrolysis of Used Cooking Oils: Towards Sustainable Jet and Road Fuelsahmad zikriNoch keine Bewertungen
- Upgrading of Waste Oils Into Transportation Fuels Using Hydrotreating TechnologiesDokument3 SeitenUpgrading of Waste Oils Into Transportation Fuels Using Hydrotreating TechnologiesMarcelo MisutsuNoch keine Bewertungen
- j.fuel.2011.09.011Dokument6 Seitenj.fuel.2011.09.011Lorraine OliveiraNoch keine Bewertungen
- 1 s2.0 S0926337316307810 MainDokument11 Seiten1 s2.0 S0926337316307810 MainHamza BoulikaNoch keine Bewertungen
- 1 s2.0 S0255270109000427 Main.27Dokument5 Seiten1 s2.0 S0255270109000427 Main.27luuphuongNoch keine Bewertungen
- Alves 2013Dokument11 SeitenAlves 2013Atif zahoorNoch keine Bewertungen
- Aceite de FrituraDokument8 SeitenAceite de FrituraNestor Andres Urbina SuarezNoch keine Bewertungen
- Applied Energy: Amin Talebian-Kiakalaieh, Nor Aishah Saidina Amin, Alireza Zarei, Iman NoshadiDokument10 SeitenApplied Energy: Amin Talebian-Kiakalaieh, Nor Aishah Saidina Amin, Alireza Zarei, Iman NoshadiMercedes Vera MahechaNoch keine Bewertungen
- Continuous Biodiesel Production from PFADDokument5 SeitenContinuous Biodiesel Production from PFADIsma AzraNoch keine Bewertungen
- Optimization and Standardisation of Waste Cooking Oil Into BioDieselDokument3 SeitenOptimization and Standardisation of Waste Cooking Oil Into BioDieselInternational Organization of Scientific Research (IOSR)Noch keine Bewertungen
- Diesel Engine Performance Emissions andDokument13 SeitenDiesel Engine Performance Emissions andTamer FahmyNoch keine Bewertungen
- Fuel Processing Technology: Giovanilton F. Silva, Fernando L. Camargo, Andrea L.O. FerreiraDokument7 SeitenFuel Processing Technology: Giovanilton F. Silva, Fernando L. Camargo, Andrea L.O. FerreiraJohn Conrad RamirezNoch keine Bewertungen
- Production of Biodiesel From Waste Cooking OilDokument5 SeitenProduction of Biodiesel From Waste Cooking OilKa HinaNoch keine Bewertungen
- Varanda, Pinto, Martins - 2011 - Life Cycle Analysis of Biodiesel ProductionDokument8 SeitenVaranda, Pinto, Martins - 2011 - Life Cycle Analysis of Biodiesel ProductionJalcamNoch keine Bewertungen
- Thanh 2010Dokument7 SeitenThanh 2010bcherejiNoch keine Bewertungen
- Model Based Analysis of A Petroleum Refinery Plant With Hydrotreating As A Pre-Treatment UnitDokument6 SeitenModel Based Analysis of A Petroleum Refinery Plant With Hydrotreating As A Pre-Treatment UnitArunNoch keine Bewertungen
- Journal of Analytical and Applied PyrolysisDokument11 SeitenJournal of Analytical and Applied PyrolysisMaghfira RenandaNoch keine Bewertungen
- Paper 6Dokument7 SeitenPaper 6Payam ParvasiNoch keine Bewertungen
- Eng-Investigation On Biofuel Production Using Two-Ayoola AyodejiDokument6 SeitenEng-Investigation On Biofuel Production Using Two-Ayoola AyodejiImpact JournalsNoch keine Bewertungen
- Research Article: Study On Emission and Performance of Diesel Engine Using Castor BiodieselDokument9 SeitenResearch Article: Study On Emission and Performance of Diesel Engine Using Castor BiodieselRohit YadavNoch keine Bewertungen
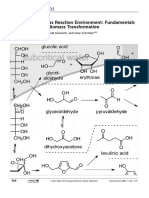
- Subcritical Water As Reaction Environment: Fundamentals of Hydrothermal Biomass TransformationDokument14 SeitenSubcritical Water As Reaction Environment: Fundamentals of Hydrothermal Biomass TransformationSeptian Perwira YudhaNoch keine Bewertungen
- Ultrasound-Assisted Solid Lewis Acid-Catalyzed Transesterification of Lesquerella Fendleri Oil For Biodiesel SynthesisDokument12 SeitenUltrasound-Assisted Solid Lewis Acid-Catalyzed Transesterification of Lesquerella Fendleri Oil For Biodiesel SynthesiskjhdfNoch keine Bewertungen
- GTL Economics SPE-94380-MSDokument8 SeitenGTL Economics SPE-94380-MSWayne MonneryNoch keine Bewertungen
- Tetrahydrofuran-Assisted Transesterification Biodiesel From Waste Cooking OilDokument5 SeitenTetrahydrofuran-Assisted Transesterification Biodiesel From Waste Cooking OilromaniaturismNoch keine Bewertungen
- Bezergianni 2011Dokument6 SeitenBezergianni 2011mayaNoch keine Bewertungen
- Effect of Assisted Hydrogen On Combustion....Dokument16 SeitenEffect of Assisted Hydrogen On Combustion....Jorge VallejosNoch keine Bewertungen
- Gas TurbineDokument6 SeitenGas TurbineAditya GuptaNoch keine Bewertungen
- Variables Affecting The in Situ Transesterification of Microalgae LipidsDokument8 SeitenVariables Affecting The in Situ Transesterification of Microalgae LipidsNestor Armando Marin SolanoNoch keine Bewertungen
- 1 s2.0 S0961953412003200 MainDokument10 Seiten1 s2.0 S0961953412003200 MainBalaji BhukyaNoch keine Bewertungen
- A of The Available Technologies For Biodiesel Production Based On A Comparison of Different Feedstock's PropertiesDokument7 SeitenA of The Available Technologies For Biodiesel Production Based On A Comparison of Different Feedstock's PropertiesFernanda PerezNoch keine Bewertungen
- Hydrodeoxygenation of Pyrolysis OilDokument15 SeitenHydrodeoxygenation of Pyrolysis OilThuan HuynhNoch keine Bewertungen
- Second-Generation Biofuels by Co-Processing Catalytic Pyrolysis Oil in FCC UnitsDokument6 SeitenSecond-Generation Biofuels by Co-Processing Catalytic Pyrolysis Oil in FCC Unitsscorpion2001glaNoch keine Bewertungen
- Ana RDC Paper Book NewDokument9 SeitenAna RDC Paper Book NewChivanga BarrosNoch keine Bewertungen
- Simulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationDokument9 SeitenSimulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationHaris Surya HidayatNoch keine Bewertungen
- Fuel 1372004285Dokument9 SeitenFuel 1372004285Anonymous 7HfeABhNoch keine Bewertungen
- DeC-6 2007Dokument10 SeitenDeC-6 2007Kun ConNoch keine Bewertungen
- Fuel purpose hydrotreating of sunflower oil on CoMo/Al2O3 catalystDokument7 SeitenFuel purpose hydrotreating of sunflower oil on CoMo/Al2O3 catalystluis carlos castilloNoch keine Bewertungen
- 1 s2.0 S1875510016300166 MainDokument11 Seiten1 s2.0 S1875510016300166 MainSuleman AhmadNoch keine Bewertungen
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsVon EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNoch keine Bewertungen
- GATE Material. Heat Transfer. ChemicalDokument71 SeitenGATE Material. Heat Transfer. ChemicalsureshNoch keine Bewertungen
- By Sahil Yadav (Chemical Engineer) YTDokument16 SeitenBy Sahil Yadav (Chemical Engineer) YTVISHNU7 77Noch keine Bewertungen
- Instrumentation and Process ControlDokument31 SeitenInstrumentation and Process ControlsureshNoch keine Bewertungen
- Heat TransferDokument29 SeitenHeat TransfersureshNoch keine Bewertungen
- General English Poetry AnalysisDokument10 SeitenGeneral English Poetry AnalysissureshNoch keine Bewertungen
- By Sahil Yadav (Chemical Engineer) YTDokument16 SeitenBy Sahil Yadav (Chemical Engineer) YTVISHNU7 77Noch keine Bewertungen
- Intrw QNDokument34 SeitenIntrw QNVignesh KNoch keine Bewertungen
- Chemical Technology Notes by Pandey SirDokument40 SeitenChemical Technology Notes by Pandey Sirengenius info100% (1)
- GATE PSU Study Material Process Calculation ChemgateDokument18 SeitenGATE PSU Study Material Process Calculation ChemgatesureshNoch keine Bewertungen
- Chemical Reaction EngineeringDokument30 SeitenChemical Reaction EngineeringsureshNoch keine Bewertungen
- Mass TransferDokument37 SeitenMass TransferojaNoch keine Bewertungen
- Mechanical OperationDokument16 SeitenMechanical OperationsureshNoch keine Bewertungen
- LogostodownloadDokument1 SeiteLogostodownloadsureshNoch keine Bewertungen
- Marquee Resume TemplateDokument2 SeitenMarquee Resume TemplateIndori BalmNoch keine Bewertungen
- ThermodynamicsDokument28 SeitenThermodynamicssureshNoch keine Bewertungen
- Master's in Data Science Program OverviewDokument19 SeitenMaster's in Data Science Program OverviewsureshNoch keine Bewertungen
- B.e, B.tech (Other State) Online Admission Process 220-21Dokument3 SeitenB.e, B.tech (Other State) Online Admission Process 220-21sureshNoch keine Bewertungen
- NotificationDokument3 SeitenNotificationvedantNoch keine Bewertungen
- Sample Crack of Dawn ResumeDokument5 SeitenSample Crack of Dawn ResumesureshNoch keine Bewertungen
- RINL20127161: Dr. Kalam AcademyDokument2 SeitenRINL20127161: Dr. Kalam AcademysureshNoch keine Bewertungen
- Sample Creativedance - P ResumeDokument5 SeitenSample Creativedance - P ResumeBharath BMNoch keine Bewertungen
- Cifmr Application FormDokument3 SeitenCifmr Application FormsureshNoch keine Bewertungen
- Sample Smart and Balanced Resume 2Dokument5 SeitenSample Smart and Balanced Resume 2shitijkumarNoch keine Bewertungen
- Experienced Senior Web Developer Specializing in Front End ProjectsDokument1 SeiteExperienced Senior Web Developer Specializing in Front End ProjectsPegy SaputroNoch keine Bewertungen
- Profile of Ram KumarDokument5 SeitenProfile of Ram KumarsureshNoch keine Bewertungen
- Keys4Life Online Road Safety Quiz AnswersDokument5 SeitenKeys4Life Online Road Safety Quiz AnswersChitransh SrivastavaNoch keine Bewertungen
- Sample Smartandsecure Resume PDFDokument5 SeitenSample Smartandsecure Resume PDFShreyaNoch keine Bewertungen
- nrlRTI Apr May 2017Dokument15 SeitennrlRTI Apr May 2017sureshNoch keine Bewertungen
- CSIR-CECRI Technical Assistant Recruitment 2021Dokument19 SeitenCSIR-CECRI Technical Assistant Recruitment 2021sureshNoch keine Bewertungen
- ApplicationDokument2 SeitenApplicationsureshNoch keine Bewertungen
- Final Project Aai FinalDokument63 SeitenFinal Project Aai Finalxyz100% (11)
- Synergistic Catalysis by Lewis Acid and Base Sites On Zro For Meerwein Ponndorf Verley ReductionDokument7 SeitenSynergistic Catalysis by Lewis Acid and Base Sites On Zro For Meerwein Ponndorf Verley ReductionRiza SaidNoch keine Bewertungen
- New Journal of Chemistry January 2009aDokument222 SeitenNew Journal of Chemistry January 2009aNguyên NhãNoch keine Bewertungen
- Development of Ammonia Synthesis PDFDokument5 SeitenDevelopment of Ammonia Synthesis PDFM Ghulam Mohiuddin KhanNoch keine Bewertungen
- 201 CH 8 Roadmap AnswersDokument2 Seiten201 CH 8 Roadmap AnswersdraggedfromthemoonNoch keine Bewertungen
- Chemical Process MCQs PDFDokument72 SeitenChemical Process MCQs PDFAman Kumar Tiwari100% (2)
- International A Level Chemistry Student Book 2 SampleDokument41 SeitenInternational A Level Chemistry Student Book 2 Samplehoopey royNoch keine Bewertungen
- 14 Charpentier PDFDokument85 Seiten14 Charpentier PDFKarim Sowley DelgadoNoch keine Bewertungen
- In-Situ: Characterization of Heterogeneous Catalysts Themed IssueDokument24 SeitenIn-Situ: Characterization of Heterogeneous Catalysts Themed Issuevazzoleralex6884Noch keine Bewertungen
- Rate of ReactionsDokument30 SeitenRate of Reactionsanwar9602020100% (1)
- B514exam1 Forma FinalDokument15 SeitenB514exam1 Forma FinalcfmonarquiaNoch keine Bewertungen
- KS4 Transition MetalsDokument16 SeitenKS4 Transition MetalsIsabel Iglesias QuintanaNoch keine Bewertungen
- CIMAC WG17 2014 Apr Position Methane and Formaldehyde EmissionsDokument17 SeitenCIMAC WG17 2014 Apr Position Methane and Formaldehyde EmissionsCamilo Andres Cardozo FajardoNoch keine Bewertungen
- Zeolites in Petroleum RefiningDokument6 SeitenZeolites in Petroleum RefiningAlina SmochinaNoch keine Bewertungen
- Bio3110 - Biochemistry Ii-Intermediary Metabolism Enzyme and Enzyme KineticsDokument11 SeitenBio3110 - Biochemistry Ii-Intermediary Metabolism Enzyme and Enzyme KineticsNaiomiNoch keine Bewertungen
- HL Paper3Dokument23 SeitenHL Paper3dilemNoch keine Bewertungen
- ACS NE Book Proof01-1Dokument108 SeitenACS NE Book Proof01-1d anjilappaNoch keine Bewertungen
- Chapter 4 - Enzymes & MetabolismDokument4 SeitenChapter 4 - Enzymes & MetabolismGrace LeungNoch keine Bewertungen
- Selection of Inherently Safer Process Routes: A Case StudyDokument7 SeitenSelection of Inherently Safer Process Routes: A Case StudyJames EdwardsNoch keine Bewertungen
- Aerospace SyllabusDokument97 SeitenAerospace SyllabusKiruba KaranNoch keine Bewertungen
- Oil ProcessingDokument6 SeitenOil ProcessingYoolanda AprilaNoch keine Bewertungen
- Thesis On CatalystDokument36 SeitenThesis On CatalystMahfuzur Rahman SiddikyNoch keine Bewertungen
- Tips Pecutan Kimia Berfokus SPM Cohort 2020 Form 5 ChaptersDokument22 SeitenTips Pecutan Kimia Berfokus SPM Cohort 2020 Form 5 ChaptersLaili NoraniNoch keine Bewertungen
- Welcome: Siddiky Md. Mahfuzur Rahman ID No: 12990214 Bachelor of Engineering, Chemical EngineeringDokument21 SeitenWelcome: Siddiky Md. Mahfuzur Rahman ID No: 12990214 Bachelor of Engineering, Chemical EngineeringMahfuzur Rahman SiddikyNoch keine Bewertungen
- American Urban ArchitectureDokument199 SeitenAmerican Urban ArchitectureMilagros Aguilar CruzNoch keine Bewertungen
- CatalysisDokument10 SeitenCatalysisSaed ELkelanyNoch keine Bewertungen
- Preparation of Peracetic Acid From Acetic Acid and Hydrogen Peroxide Experimentation and ModelingDokument7 SeitenPreparation of Peracetic Acid From Acetic Acid and Hydrogen Peroxide Experimentation and Modelingarses20026695100% (1)
- Curved Surface Boosts Electrochemical CO2 Reduction To Formate Via Bismuth Nanotubes in A Wide Potential WindowDokument7 SeitenCurved Surface Boosts Electrochemical CO2 Reduction To Formate Via Bismuth Nanotubes in A Wide Potential WindowSantosh Srinivas NNoch keine Bewertungen
- CPP Lab 1 MuahDokument16 SeitenCPP Lab 1 Muahelynnmasrof100% (1)
- The Green Chemistry Approach To Pharma ManufacturingDokument4 SeitenThe Green Chemistry Approach To Pharma ManufacturingSiti ChotimahNoch keine Bewertungen