Das könnte Ihnen auch gefallen
- Kia Sportage 2005Dokument79 SeitenKia Sportage 2005hubertocNoch keine Bewertungen
- Honda GX 630 - 660 - 690Dokument79 SeitenHonda GX 630 - 660 - 690joao mariaNoch keine Bewertungen
- Designing and Analysis of Cryogenic Storage Vessels: January 2016Dokument13 SeitenDesigning and Analysis of Cryogenic Storage Vessels: January 2016Hassan HabibNoch keine Bewertungen
- Specification For Procurement of Low Voltage AC Adjustable Speed DriveDokument12 SeitenSpecification For Procurement of Low Voltage AC Adjustable Speed DriveAkram DriraNoch keine Bewertungen
- Heat Exchanger (Shell and Tube) 5Dokument39 SeitenHeat Exchanger (Shell and Tube) 5vvkvaranasiNoch keine Bewertungen
- Yawei Pressbrake ManualDokument54 SeitenYawei Pressbrake ManualWayne Hoppe100% (1)
- ROCKWOOL© Technical InsulationDokument36 SeitenROCKWOOL© Technical InsulationHaytham ElsayedNoch keine Bewertungen
- Exh 50Dokument8 SeitenExh 50RogerNoch keine Bewertungen
- CIV DC 5009 H Structural DesignDokument29 SeitenCIV DC 5009 H Structural Designdidik_wahyudiNoch keine Bewertungen
- CIGA-NG180100021-CGSA1-CX4019-000046-Elevated Water Tank Steel Structural Stand Design ReportDokument13 SeitenCIGA-NG180100021-CGSA1-CX4019-000046-Elevated Water Tank Steel Structural Stand Design ReportMathias OnosemuodeNoch keine Bewertungen
- An Introduction To Structural Mechanics For ArchitectsDokument241 SeitenAn Introduction To Structural Mechanics For ArchitectsDobromir DinevNoch keine Bewertungen
- Minera Yanacocha SRL Project Specification 000.250.50003 Yanacocha GSA - Project Date 03 Aug 2005 Contract 53229802 Page 1 of 12Dokument12 SeitenMinera Yanacocha SRL Project Specification 000.250.50003 Yanacocha GSA - Project Date 03 Aug 2005 Contract 53229802 Page 1 of 12Pedro FalconNoch keine Bewertungen
- 03 Taconic High School HVACDokument12 Seiten03 Taconic High School HVACkali highNoch keine Bewertungen
- CES-PIM-SU-5209 Flanges and Gaskets and BoltingDokument42 SeitenCES-PIM-SU-5209 Flanges and Gaskets and BoltingMuhammad Talha100% (1)
- Appendix C. Rating Procedure For Existing BridgesDokument4 SeitenAppendix C. Rating Procedure For Existing Bridgesliamo8888Noch keine Bewertungen
- DRS 00 VBQ TR FWB 001 - 0Dokument334 SeitenDRS 00 VBQ TR FWB 001 - 0Korcan ÜnalNoch keine Bewertungen
- Spring - Hanger - Basic PSA Inc PDFDokument26 SeitenSpring - Hanger - Basic PSA Inc PDFViji SvrNoch keine Bewertungen
- IPS-MBD21907-In-511A-Data Sheet of Level Gauge (Side Mounted) - ADokument3 SeitenIPS-MBD21907-In-511A-Data Sheet of Level Gauge (Side Mounted) - ANikhil KarkeraNoch keine Bewertungen
- 6684-EQS-101-CA-0001 - 000 - 03 - Contractor's Scope of Work - Static EquiDokument15 Seiten6684-EQS-101-CA-0001 - 000 - 03 - Contractor's Scope of Work - Static EquiAvinash ShuklaNoch keine Bewertungen
- Damper TorqueDokument3 SeitenDamper TorqueNguyễn LinhNoch keine Bewertungen
- Cryogel Pipe Install ManualDokument35 SeitenCryogel Pipe Install ManualDiego CarrascalNoch keine Bewertungen
- NHK Pipe Supports 2012Dokument200 SeitenNHK Pipe Supports 2012DINESH KUMARNoch keine Bewertungen
- Heat Exchanger Specification Sheet SI 2 Units: D:/HE/PLN/SHE - HtriDokument1 SeiteHeat Exchanger Specification Sheet SI 2 Units: D:/HE/PLN/SHE - HtrivikzefgNoch keine Bewertungen
- Design of Air IDokument5 SeitenDesign of Air IInvedeNoch keine Bewertungen
- l2cm 4 0202 RQ Tsos RaDokument16 Seitenl2cm 4 0202 RQ Tsos RaidilfitriNoch keine Bewertungen
- GARLOCK Gasket SheetsDokument59 SeitenGARLOCK Gasket SheetsdanianishNoch keine Bewertungen
- Standard Specification 3-26-2: 1. GeneralDokument2 SeitenStandard Specification 3-26-2: 1. Generalhlagos123Noch keine Bewertungen
- Adjusting Max Displacement HPR-02Dokument3 SeitenAdjusting Max Displacement HPR-02ArleyTrujillo1224Noch keine Bewertungen
- 26071-100-M0-M000-00100-002 Standard Drawing For Mechanical Stationary Equipment (Amendment)Dokument121 Seiten26071-100-M0-M000-00100-002 Standard Drawing For Mechanical Stationary Equipment (Amendment)Ade FaruroziNoch keine Bewertungen
- Easyheat s27 - 02 SarcoDokument8 SeitenEasyheat s27 - 02 SarcoMarcelo ResckNoch keine Bewertungen
- SP-2069 Specification For Pressure VesselsDokument68 SeitenSP-2069 Specification For Pressure Vesselsarjunprasannan7Noch keine Bewertungen
- GBH Enterprises, LTD.: Process DisclaimerDokument37 SeitenGBH Enterprises, LTD.: Process DisclaimerAshwin ChandaranaNoch keine Bewertungen
- W C Ss 005 - Concrete PDFDokument58 SeitenW C Ss 005 - Concrete PDFRolando de GuzmanNoch keine Bewertungen
- NL-WI-236-04 Nozzle Loads EquipmentDokument3 SeitenNL-WI-236-04 Nozzle Loads EquipmentChirag ShahNoch keine Bewertungen
- PVM Su 4750 GDokument30 SeitenPVM Su 4750 GJEEVITHANoch keine Bewertungen
- CTBEST PVM 100 Engineering PrinciplesDokument29 SeitenCTBEST PVM 100 Engineering PrinciplesrzepedacNoch keine Bewertungen
- Horizontal Vessel Volume Calculator - Preliminary Sizing SheetDokument1 SeiteHorizontal Vessel Volume Calculator - Preliminary Sizing SheetJ.SIVIRANoch keine Bewertungen
- Bechtel Corporation Engineering - Control Systems Engineering Design Guide Control Valves 3DG-J51-00001, Revision 002, 2002 August 5Dokument40 SeitenBechtel Corporation Engineering - Control Systems Engineering Design Guide Control Valves 3DG-J51-00001, Revision 002, 2002 August 5Alvis JeffreyNoch keine Bewertungen
- 400 Shell and Tube Exchanger Design and Selection: Chevron Corporation 400-1 December 1989Dokument22 Seiten400 Shell and Tube Exchanger Design and Selection: Chevron Corporation 400-1 December 1989Esteban CastellanoNoch keine Bewertungen
- AES Floating HeadDokument8 SeitenAES Floating HeadArjun Singh AroraNoch keine Bewertungen
- CWU Plate Heat Exchanger ProjectDokument51 SeitenCWU Plate Heat Exchanger ProjectOoNoch keine Bewertungen
- JD 007 Part 5 Mechanical Specifications R02Dokument466 SeitenJD 007 Part 5 Mechanical Specifications R02debu332100% (1)
- Load Case Explanation in PV EliteDokument2 SeitenLoad Case Explanation in PV ElitekuselanmlNoch keine Bewertungen
- WRC 107 WRC 297 Co MP PDFDokument11 SeitenWRC 107 WRC 297 Co MP PDFIqbal Muhammad100% (1)
- Project Standard Specification: Fuel Gas Piping 15194 - Page 1/17Dokument17 SeitenProject Standard Specification: Fuel Gas Piping 15194 - Page 1/17adel rihanaNoch keine Bewertungen
- Astm F436.04 PDFDokument6 SeitenAstm F436.04 PDFWelington Volpatto MoraisNoch keine Bewertungen
- ClydeBergemannSootblowers PrinceGeorge06Dokument36 SeitenClydeBergemannSootblowers PrinceGeorge06Arun YogaNoch keine Bewertungen
- Pressure Vacuum Relief Valve Flame Arrester 102Dokument3 SeitenPressure Vacuum Relief Valve Flame Arrester 102vikramNoch keine Bewertungen
- MES ST 1002 - SaddleDokument2 SeitenMES ST 1002 - SaddleDarshan PanchalNoch keine Bewertungen
- TEMA Shell Bundle Entrance and Exit AreasDokument3 SeitenTEMA Shell Bundle Entrance and Exit AreasArunkumar MyakalaNoch keine Bewertungen
- Spring Supports CP Catalog 09VDokument52 SeitenSpring Supports CP Catalog 09VNizarHamrouniNoch keine Bewertungen
- MACAPPB Standard System Components. Continuous Vibration, PDFDokument21 SeitenMACAPPB Standard System Components. Continuous Vibration, PDFmika cabelloNoch keine Bewertungen
- BP Variable Catalog 09VDokument52 SeitenBP Variable Catalog 09VPetros IosifidisNoch keine Bewertungen
- A8ij 300 25 BD 0006 - 1Dokument34 SeitenA8ij 300 25 BD 0006 - 1becpavanNoch keine Bewertungen
- Mandatory Appendix 9Dokument2 SeitenMandatory Appendix 9Asep DarojatNoch keine Bewertungen
- Heat Exchanger Design in PV EliteDokument3 SeitenHeat Exchanger Design in PV EliteShieeplNoch keine Bewertungen
- The Use of Control Valve Sizing Equations With Simulation Based Process DataDokument14 SeitenThe Use of Control Valve Sizing Equations With Simulation Based Process DataJimmyNoch keine Bewertungen
- p21 006 P 02 (Support Load Data)Dokument3 Seitenp21 006 P 02 (Support Load Data)Trishul Nath PallayNoch keine Bewertungen
- Hydrofoil - US5297938Dokument8 SeitenHydrofoil - US5297938rwtoorresdNoch keine Bewertungen
- Calculating Vessel Surface AreaDokument1 SeiteCalculating Vessel Surface Areanavneet21100% (1)
- IS 6533 Part 1 PDFDokument24 SeitenIS 6533 Part 1 PDFAbhay SisodiaNoch keine Bewertungen
- Piping Stress CriteriaDokument11 SeitenPiping Stress CriteriasbrencuNoch keine Bewertungen
- Reconstruction Airport Expansion JointsDokument5 SeitenReconstruction Airport Expansion JointsaltipatlarNoch keine Bewertungen
- Example of Incinerator CostestimationDokument2 SeitenExample of Incinerator CostestimationCalcetinNoch keine Bewertungen
- Bolted Flange Design According To ASME Section VIII Division 1Dokument18 SeitenBolted Flange Design According To ASME Section VIII Division 1LORENA REISNoch keine Bewertungen
- tn-16 Rate Process Method Projecting Pe PipeDokument8 Seitentn-16 Rate Process Method Projecting Pe Pipeyrdna nawaiteos100% (1)
- Summary On Uniaxial Ratchetting of 6061-T6 Aluminium AlloyDokument18 SeitenSummary On Uniaxial Ratchetting of 6061-T6 Aluminium AlloyautalNoch keine Bewertungen
- Optimization of Geodetic DesignDokument9 SeitenOptimization of Geodetic Designdev burmanNoch keine Bewertungen
- Overallstructure PDFDokument11 SeitenOverallstructure PDFChhoan NhunNoch keine Bewertungen
- Check List-For LMI-on Bypassing Protn & Interlocks-OGN/OPS/SYST/005-021Dokument13 SeitenCheck List-For LMI-on Bypassing Protn & Interlocks-OGN/OPS/SYST/005-021rudra singhNoch keine Bewertungen
- 'Westerbeke: Parts ListDokument106 Seiten'Westerbeke: Parts ListasdrubalaraujoNoch keine Bewertungen
- Electric Pumps Cat 2006 ScreenDokument258 SeitenElectric Pumps Cat 2006 ScreenNicolasNoch keine Bewertungen
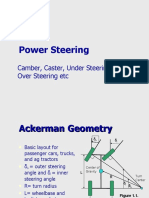
- Power Steering: Camber, Caster, Under Steering, Over Steering EtcDokument63 SeitenPower Steering: Camber, Caster, Under Steering, Over Steering EtcShravan Bunny DuaNoch keine Bewertungen
- Adsorption Gas Treatment Plant - Design Information: Spec. NumberDokument5 SeitenAdsorption Gas Treatment Plant - Design Information: Spec. NumberabhmarsNoch keine Bewertungen
- Electronics 18 E0306Dokument9 SeitenElectronics 18 E0306GiangDoNoch keine Bewertungen
- Induction Motor Load Test AnalysisDokument6 SeitenInduction Motor Load Test AnalysisCønstäh Van Der WüppertälärîanskíhNoch keine Bewertungen
- Peake and Tobak 3D SeparationDokument25 SeitenPeake and Tobak 3D SeparationPablitox84Noch keine Bewertungen
- Y-Geo New Combined Finite-Discrete Element Numerical Code For Geomechanical ApplicationsDokument14 SeitenY-Geo New Combined Finite-Discrete Element Numerical Code For Geomechanical ApplicationsRicardo Huisa BustiosNoch keine Bewertungen
- 4.DB Flats (1-7) & SMDB TypicalDokument9 Seiten4.DB Flats (1-7) & SMDB TypicalhpzenNoch keine Bewertungen
- VXN150 Vixion Radiator & Hose PDFDokument1 SeiteVXN150 Vixion Radiator & Hose PDFHarris Jum'aniandaNoch keine Bewertungen
- HW3 Spring19Dokument2 SeitenHW3 Spring19Alex Williams0% (1)
- Fuel and EmissionsDokument221 SeitenFuel and Emissionsthomas rulduNoch keine Bewertungen
- Mechanical Engineering: Department ofDokument50 SeitenMechanical Engineering: Department ofUsman SarwarNoch keine Bewertungen
- Spigot Product Spec Sheet 1614023137Dokument1 SeiteSpigot Product Spec Sheet 1614023137Cojuhari SergiuNoch keine Bewertungen
- Alkylation Complex Start Up Plan: ObjectivesDokument10 SeitenAlkylation Complex Start Up Plan: ObjectivesBikas SahaNoch keine Bewertungen
- Cessna 172M CHECKLISTDokument3 SeitenCessna 172M CHECKLISTDev ShahNoch keine Bewertungen
- Racor Oil Filtration Hydraulic Filter Cart 7768Dokument2 SeitenRacor Oil Filtration Hydraulic Filter Cart 7768sinter-musicNoch keine Bewertungen
- Rail Transportation Safety Investigation Report R21C0070Dokument7 SeitenRail Transportation Safety Investigation Report R21C0070CTV CalgaryNoch keine Bewertungen
- Wiring Diagram V7Dokument1 SeiteWiring Diagram V7NadeeshNoch keine Bewertungen
- Mechanical Sensors 25augustDokument74 SeitenMechanical Sensors 25augustSasikumar SukumaranNoch keine Bewertungen