Das könnte Ihnen auch gefallen
- CNC Cutting ControllerDokument31 SeitenCNC Cutting Controlleruripss100% (1)
- Manual de Instalacao Comando New990tdcaDokument100 SeitenManual de Instalacao Comando New990tdcaAstrumosNoch keine Bewertungen
- LectureNotes - 20170410-1 - Introduction To EHMIDokument19 SeitenLectureNotes - 20170410-1 - Introduction To EHMINam Vũ0% (1)
- ALARM 998 (Rom Parity Error) : Cause and Corrective ActionDokument1 SeiteALARM 998 (Rom Parity Error) : Cause and Corrective ActionPalaniappan SolaiyanNoch keine Bewertungen
- Details PDF: Image Part Number Description Manufacturer QtyDokument1 SeiteDetails PDF: Image Part Number Description Manufacturer QtyPaulo Henrique Valério100% (1)
- Yasnac I80m Computer Cummunication InstructionsDokument42 SeitenYasnac I80m Computer Cummunication InstructionssunhuynhNoch keine Bewertungen
- Hi-TECH 230-4 (9.0)Dokument100 SeitenHi-TECH 230-4 (9.0)Ойген ЁхNoch keine Bewertungen
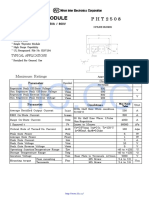
- PHT2508CFDokument5 SeitenPHT2508CFArnulfo Muñoz FraustoNoch keine Bewertungen
- Set The Following Parameters On The MachineDokument3 SeitenSet The Following Parameters On The MachineLio SnNoch keine Bewertungen
- Cablu SERIAL - Fanuc-0m (72818)Dokument3 SeitenCablu SERIAL - Fanuc-0m (72818)Zsolt HajduNoch keine Bewertungen
- A14b-0076-B001 Input UnitDokument2 SeitenA14b-0076-B001 Input UnitMilan RadosavljevicNoch keine Bewertungen
- Fanuc 11m v70Dokument3 SeitenFanuc 11m v70slaven67Noch keine Bewertungen
- Base PMC: User ManualDokument31 SeitenBase PMC: User ManualeletropaulomococaNoch keine Bewertungen
- 01Dokument4 Seiten01NGUYEN HUU DAONoch keine Bewertungen
- Syntec CNC Alarm ManualDokument664 SeitenSyntec CNC Alarm ManualAimanNoch keine Bewertungen
- EP3 Use ManualDokument321 SeitenEP3 Use Manualalejandro becerraNoch keine Bewertungen
- Fagor 800T Manual 2 PDFDokument224 SeitenFagor 800T Manual 2 PDFniksa77Noch keine Bewertungen
- I-O Link Connection Unit (B-64523EN - 02)Dokument8 SeitenI-O Link Connection Unit (B-64523EN - 02)Heriberto SalazarNoch keine Bewertungen
- Fanuc 30i Data Input OutputDokument10 SeitenFanuc 30i Data Input OutputShahzad AnwarNoch keine Bewertungen
- M.RT2261 (Without Audio) PDFDokument9 SeitenM.RT2261 (Without Audio) PDFНиколайNoch keine Bewertungen
- 628 630Dokument3 Seiten628 630Isnaeni SanjayaNoch keine Bewertungen
- Fanuc 10 Fanuc 11 Memory Backup ProceduresDokument1 SeiteFanuc 10 Fanuc 11 Memory Backup Procedures2RtiNoch keine Bewertungen
- Syntec CNC Maintenance Manual: by Syntec Incorporation Ver 1.3 Date 1999/12/01Dokument26 SeitenSyntec CNC Maintenance Manual: by Syntec Incorporation Ver 1.3 Date 1999/12/01Saif Uddin AhmedNoch keine Bewertungen
- Fan Uc CNC Dual Check 01Dokument124 SeitenFan Uc CNC Dual Check 01yogiboobooNoch keine Bewertungen
- M50 PLC ONBOARD Instruction ManualDokument140 SeitenM50 PLC ONBOARD Instruction ManualxzaiqiNoch keine Bewertungen
- 802Dsl AlarmesDokument438 Seiten802Dsl AlarmesWagner Rodolfo da SilvaNoch keine Bewertungen
- Fanuc Alpha-I Series Spindle Amplifier Module Troubleshooting and ActionDokument24 SeitenFanuc Alpha-I Series Spindle Amplifier Module Troubleshooting and ActionMD WAQAR KHANNoch keine Bewertungen
- c16 PDFDokument4 Seitenc16 PDFcmgankl50% (2)
- Fanuc: 0 Series Controller Cont'DDokument17 SeitenFanuc: 0 Series Controller Cont'DHoangvinh DuongNoch keine Bewertungen
- Servo Guide PDFDokument2 SeitenServo Guide PDFJorgeluisNoch keine Bewertungen
- 6089-6090 Alarm List FanucDokument6 Seiten6089-6090 Alarm List FanucRicardo Jose PirelaNoch keine Bewertungen
- Add Info B-65285EN 04Dokument86 SeitenAdd Info B-65285EN 04clausNoch keine Bewertungen
- HSD SpindleDokument12 SeitenHSD SpindleNebojša ObradovićNoch keine Bewertungen
- Fanuc Robocut Α-cib SeriesDokument12 SeitenFanuc Robocut Α-cib SeriesDenis AntunesNoch keine Bewertungen
- User GuideDokument13 SeitenUser Guidejfcastro2011Noch keine Bewertungen
- Cncturret ManualDokument119 SeitenCncturret Manualhariharan haranNoch keine Bewertungen
- B-62114en 03 050120Dokument183 SeitenB-62114en 03 050120CONG TRAN NGOCNoch keine Bewertungen
- Fanuc Drive AlramDokument4 SeitenFanuc Drive AlrammntcepplNoch keine Bewertungen
- Inverter Sumitomo Af3100Dokument20 SeitenInverter Sumitomo Af3100FarizNoch keine Bewertungen
- H4C M Operation ManualDokument188 SeitenH4C M Operation Manuals_barriosNoch keine Bewertungen
- BALL SCREW Check List-2Dokument17 SeitenBALL SCREW Check List-2atulknpNoch keine Bewertungen
- Fanuc-Page-7 (Pluse @i64)Dokument13 SeitenFanuc-Page-7 (Pluse @i64)Hoangvinh DuongNoch keine Bewertungen
- Parameter Manual: Fanuc Ac Spindle Motor @ Series Fanuc Ac Spindle Motor # SeriesDokument939 SeitenParameter Manual: Fanuc Ac Spindle Motor @ Series Fanuc Ac Spindle Motor # SeriesTony AntonyNoch keine Bewertungen
- ADI4Dokument79 SeitenADI4Rudi CasmitaNoch keine Bewertungen
- Средства разработки макросовDokument42 SeitenСредства разработки макросовAndrey VilchikNoch keine Bewertungen
- PMC Supplemental Programming ManualDokument88 SeitenPMC Supplemental Programming ManualTien Nguyen VanNoch keine Bewertungen
- 21 Series Mill Controller Operation Manual: Date: 2013/11/08Dokument138 Seiten21 Series Mill Controller Operation Manual: Date: 2013/11/08Saif Uddin Ahmed100% (1)
- SINUMERIK 810D/840Di/840D Sinumerik PCU Basesoftware (IM6)Dokument100 SeitenSINUMERIK 810D/840Di/840D Sinumerik PCU Basesoftware (IM6)Palaniappan SolaiyanNoch keine Bewertungen
- Mtconnect Installation Manual v3.1Dokument116 SeitenMtconnect Installation Manual v3.1Minh Sang TrầnNoch keine Bewertungen
- Mitsubishi M700 70 Variable ListDokument206 SeitenMitsubishi M700 70 Variable ListMartinNoch keine Bewertungen
- 1 Program Errors Alarms On Program and OperationDokument78 Seiten1 Program Errors Alarms On Program and Operationsssf-doboj100% (2)
- 62543en1 PDFDokument519 Seiten62543en1 PDFroshan lal100% (1)
- CNC Tapping Center: TC-S2D TC-22B TC-20B TC-R2B TC-32B TC-31BDokument15 SeitenCNC Tapping Center: TC-S2D TC-22B TC-20B TC-R2B TC-32B TC-31BFodor Attila BotondNoch keine Bewertungen
- Fanuc: 0 Series ControllerDokument16 SeitenFanuc: 0 Series ControllerHoangvinh Duong100% (1)
- MELDAS AC SERVO MDS-B-SVJ2 Series SPECIFICATIONS AND INSTRUCTION MANUAL OSA17Dokument1 SeiteMELDAS AC SERVO MDS-B-SVJ2 Series SPECIFICATIONS AND INSTRUCTION MANUAL OSA17jroyal692974Noch keine Bewertungen
- Tsugami B0205 206 III Focus BrochureDokument8 SeitenTsugami B0205 206 III Focus BrochureBakhtiar Permana50% (2)
- JJ/JJJ-3x8000-XXX-KT-RDB G25-16-130211-8: Project Description Drawing Number Company / CustomerDokument23 SeitenJJ/JJJ-3x8000-XXX-KT-RDB G25-16-130211-8: Project Description Drawing Number Company / CustomerМилен НиколовNoch keine Bewertungen
- Traub Tx8k v70Dokument2 SeitenTraub Tx8k v70John CareyNoch keine Bewertungen
- Operation Manual: Flame/Plasma CNC Cutting SystemDokument37 SeitenOperation Manual: Flame/Plasma CNC Cutting SystemФусо100% (1)
- Manual SH 2200H QG (V2.1)Dokument50 SeitenManual SH 2200H QG (V2.1)juventino vazquezNoch keine Bewertungen
- Starcam Manual PDFDokument144 SeitenStarcam Manual PDFuripssNoch keine Bewertungen
- 351 02003 00 Auto Manual ModuleDokument7 Seiten351 02003 00 Auto Manual ModuleuripssNoch keine Bewertungen
- 20170628100334852Dokument45 Seiten20170628100334852uripssNoch keine Bewertungen
- Instruction of Plasma Cutting Machine UpgradeDokument2 SeitenInstruction of Plasma Cutting Machine UpgradeuripssNoch keine Bewertungen
- INFO winPCNC Optimierung PC Engl PDFDokument6 SeitenINFO winPCNC Optimierung PC Engl PDFuripssNoch keine Bewertungen
- Calculating Starch Adhesive Solids PDFDokument4 SeitenCalculating Starch Adhesive Solids PDFuripssNoch keine Bewertungen
- Water-Based Adhesive FormulationDokument6 SeitenWater-Based Adhesive FormulationuripssNoch keine Bewertungen
- Propeller Shaft Seal System BrochureDokument14 SeitenPropeller Shaft Seal System BrochureuripssNoch keine Bewertungen
- GlueDokument7 SeitenGlueuripssNoch keine Bewertungen
- E PL905 Handbook PDFDokument16 SeitenE PL905 Handbook PDFuripssNoch keine Bewertungen
- PB SM082700 01Dokument1 SeitePB SM082700 01uripssNoch keine Bewertungen
- TeSys Control Relays - CAD32G7Dokument3 SeitenTeSys Control Relays - CAD32G7muez zabenNoch keine Bewertungen
- Power Imbalance Issues in AdvertisingDokument22 SeitenPower Imbalance Issues in AdvertisingIonut IugaNoch keine Bewertungen
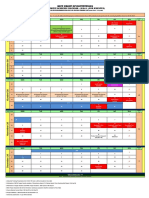
- Academic Calendar Odd Sem 2020-21Dokument1 SeiteAcademic Calendar Odd Sem 2020-21NAMRATA SHARMANoch keine Bewertungen
- Color BookDokument24 SeitenColor Booksd02Noch keine Bewertungen
- Kato 22 Load Chart 30058 PDFDokument17 SeitenKato 22 Load Chart 30058 PDFLe Cong LyNoch keine Bewertungen
- Datasheet For Safety Device ConveyorDokument6 SeitenDatasheet For Safety Device ConveyorJoe GrosirNoch keine Bewertungen
- Five Codes of Barthes in Shahraz's Story A Pair of Jeans: A Post-Structural AnalysisDokument14 SeitenFive Codes of Barthes in Shahraz's Story A Pair of Jeans: A Post-Structural Analysismuhammad faheemNoch keine Bewertungen
- Data Science Assignment 01Dokument4 SeitenData Science Assignment 01Abdul MAalikNoch keine Bewertungen
- A Study On Usage of Digital Banking in Rural AreasDokument7 SeitenA Study On Usage of Digital Banking in Rural AreasKartik H ANoch keine Bewertungen
- Infra-View LitDokument2 SeitenInfra-View LitGavinsiauNoch keine Bewertungen
- 1877965961MA Telugu FinalDokument7 Seiten1877965961MA Telugu FinalSai ramNoch keine Bewertungen
- METE 230/MECH 227 Mechanical Properties Dr. Bilge İmerDokument73 SeitenMETE 230/MECH 227 Mechanical Properties Dr. Bilge İmerAlpNoch keine Bewertungen
- Mantra Aadhar TabDokument2 SeitenMantra Aadhar TabSelvaganesh KrishnanNoch keine Bewertungen
- M/s Rishabh Creations Sikka Knitting FabDokument1 SeiteM/s Rishabh Creations Sikka Knitting FabVarun AgarwalNoch keine Bewertungen
- Numerical Aperture of The Optical FiberDokument4 SeitenNumerical Aperture of The Optical FiberSarthak KathpaliaNoch keine Bewertungen
- Lido - RouteManual Bulletin 01 - 2018-v4-20180510 - 0905Dokument8 SeitenLido - RouteManual Bulletin 01 - 2018-v4-20180510 - 0905Amine ChabchoubNoch keine Bewertungen
- Sakaka Project 405 MW: Checklist - Electrical Installation of ACCBDokument1 SeiteSakaka Project 405 MW: Checklist - Electrical Installation of ACCBVenkataramanan SNoch keine Bewertungen
- Welded ConnectionsDokument8 SeitenWelded ConnectionsALONSO GOMEZNoch keine Bewertungen
- Big Shoes To FillDokument5 SeitenBig Shoes To FillRahul Tharwani100% (5)
- A Study On The Socio Economic Impact of Deforestation Upon The Tribal Villagers in Galudih, East Singhbhum, JharkhandDokument11 SeitenA Study On The Socio Economic Impact of Deforestation Upon The Tribal Villagers in Galudih, East Singhbhum, JharkhandEditor IJTSRDNoch keine Bewertungen
- Chapter Five: Centrifugal Compressors, Fans and BlowersDokument21 SeitenChapter Five: Centrifugal Compressors, Fans and BlowerstemesgenNoch keine Bewertungen
- Intelligent Agents in AIDokument41 SeitenIntelligent Agents in AIrwt91848Noch keine Bewertungen
- Solar Battery Bank Sizing Calculator - Size Off-Grid BatteriesDokument8 SeitenSolar Battery Bank Sizing Calculator - Size Off-Grid Batteriesamiteetumtech2013Noch keine Bewertungen
- Doménech Carbó Osete Cortina2016 - Article - AnotherBeautyOfAnalyticalChemiDokument50 SeitenDoménech Carbó Osete Cortina2016 - Article - AnotherBeautyOfAnalyticalChemigmjNoch keine Bewertungen
- Eisi - Company & Product Profile (2022)Dokument29 SeitenEisi - Company & Product Profile (2022)Loui BarciaNoch keine Bewertungen
- Oxford Learner's Bookshelf E-Books For Learning 3Dokument1 SeiteOxford Learner's Bookshelf E-Books For Learning 3Yesenia Mendoza HernandezNoch keine Bewertungen
- Chapter 3 - Process Safety ManagementDokument43 SeitenChapter 3 - Process Safety ManagementAndre Novent Chenady100% (1)
- Finrl: Deep Reinforcement Learning Framework To Automate Trading in Quantitative FinanceDokument9 SeitenFinrl: Deep Reinforcement Learning Framework To Automate Trading in Quantitative FinancegyhtujrtyNoch keine Bewertungen
- Soil and Rock: Logging, Classification, and Presentation ManualDokument90 SeitenSoil and Rock: Logging, Classification, and Presentation ManualxcvNoch keine Bewertungen
- Lombardini: Indice Por ModeloDokument8 SeitenLombardini: Indice Por ModeloppmateuNoch keine Bewertungen