Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- AGP Power FunctionDokument20 SeitenAGP Power FunctionFayaz KhanNoch keine Bewertungen
- GATCHALIAN v. COLLECTOR OF INTERNAL REVENUEDokument1 SeiteGATCHALIAN v. COLLECTOR OF INTERNAL REVENUEAna AdolfoNoch keine Bewertungen
- Contract of LeaseDokument4 SeitenContract of LeasePita BreadNoch keine Bewertungen
- Technology Exports and Joint VentureDokument49 SeitenTechnology Exports and Joint VentureSrishti SharmaNoch keine Bewertungen
- DDlistDokument4 SeitenDDlistGanesh ShevadeNoch keine Bewertungen
- Rules andDokument30 SeitenRules andBabaji BautistaNoch keine Bewertungen
- National EXpress SearchDokument35 SeitenNational EXpress SearchIvan EsanuNoch keine Bewertungen
- ERP Fundamental 8th - AccountingDokument67 SeitenERP Fundamental 8th - AccountingikapuspitakNoch keine Bewertungen
- Ipsas Vs IfrsDokument8 SeitenIpsas Vs IfrsMohamadSyaifudinNoch keine Bewertungen
- Chap 012Dokument23 SeitenChap 012princearoraNoch keine Bewertungen
- The Conceptual Framework of AccountingDokument34 SeitenThe Conceptual Framework of AccountingSuzanne Paderna100% (1)
- 2012 Syllabus 11 AccountancyDokument4 Seiten2012 Syllabus 11 AccountancyYadira TerryNoch keine Bewertungen
- Title: Nacelle & Pylon - Aft Movable Fairing - Rib 5 RedesignDokument228 SeitenTitle: Nacelle & Pylon - Aft Movable Fairing - Rib 5 RedesignQuyetNgoNoch keine Bewertungen
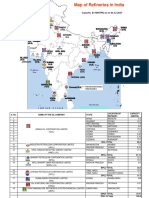
- Map of Indian Refineries CapacityDokument2 SeitenMap of Indian Refineries CapacitykutikuppalaNoch keine Bewertungen
- General LedgerDokument143 SeitenGeneral Ledgerlog_anupam100% (1)
- Law ReportDokument5 SeitenLaw Reporttasmia01Noch keine Bewertungen
- Insurance CodesDokument14 SeitenInsurance CodesshetiakhuNoch keine Bewertungen
- Ashok Leyland's ProfileDokument12 SeitenAshok Leyland's ProfileNitin Khurana100% (1)
- Customer Information Sheet: TIN NO.: 201-219-690-000Dokument2 SeitenCustomer Information Sheet: TIN NO.: 201-219-690-000kath vinluanNoch keine Bewertungen
- ANFDokument19 SeitenANFDiksha SharmaNoch keine Bewertungen
- Final Report - PrintDokument105 SeitenFinal Report - PrintabhikhosNoch keine Bewertungen
- Accounting Services ProposalDokument8 SeitenAccounting Services ProposalMoireeG100% (1)
- 3 2018-12-05 PLTF Mem ISO PetitionDokument34 Seiten3 2018-12-05 PLTF Mem ISO Petitiondanielrestored100% (1)
- NERAMAC Ltd invites offers for Cashew processing plant DPRDokument18 SeitenNERAMAC Ltd invites offers for Cashew processing plant DPRSiddu RhNoch keine Bewertungen
- Related Party TransactionDokument7 SeitenRelated Party TransactionCasandra WilliamsNoch keine Bewertungen
- Module 2Dokument46 SeitenModule 2Priyanka SharmaNoch keine Bewertungen
- BusinessEthics 000 PDFDokument9 SeitenBusinessEthics 000 PDFasaNoch keine Bewertungen
- WealthDokument2 SeitenWealthRaghav IssarNoch keine Bewertungen
- Jollibee Food Corp: by YankeesDokument17 SeitenJollibee Food Corp: by YankeesRodel M PradoNoch keine Bewertungen
- Background of Euro Disney CaseDokument4 SeitenBackground of Euro Disney CaseEhsan KarimNoch keine Bewertungen