Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Strategic Cost AnalysisDokument24 SeitenStrategic Cost AnalysisBusiness Expert Press100% (10)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
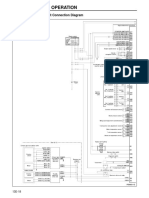
- Structure and Operation: 3. Electronic Control Unit Connection DiagramDokument16 SeitenStructure and Operation: 3. Electronic Control Unit Connection DiagramAung Hlaing Min MyanmarNoch keine Bewertungen
- 20160323110112-Sae 1215Dokument1 Seite20160323110112-Sae 1215awesome_600Noch keine Bewertungen
- C7 On-Highway Engine Electrical System: Harness and Wire Electrical Schematic SymbolsDokument2 SeitenC7 On-Highway Engine Electrical System: Harness and Wire Electrical Schematic SymbolsFeDe Aavina Glez100% (3)
- Robots Part Two, The Illusion of Life (Week Three)Dokument34 SeitenRobots Part Two, The Illusion of Life (Week Three)Vitor MacedoNoch keine Bewertungen
- WebpdfDokument276 SeitenWebpdfprateekvNoch keine Bewertungen
- ResumeDokument3 SeitenResumeSaharsh MaheshwariNoch keine Bewertungen
- Beamforming For 4.9G/5G Networks: Exploiting Massive MIMO and Active Antenna TechnologiesDokument12 SeitenBeamforming For 4.9G/5G Networks: Exploiting Massive MIMO and Active Antenna TechnologiesAymen Ben zinebNoch keine Bewertungen
- Fluidization IIDokument22 SeitenFluidization IICristian PetreNoch keine Bewertungen
- 1-guideEN Projet Europeen 2010Dokument24 Seiten1-guideEN Projet Europeen 2010Cristian PetreNoch keine Bewertungen
- CondDokument1 SeiteCondCristian PetreNoch keine Bewertungen
- ColoanadistDokument1 SeiteColoanadistCristian PetreNoch keine Bewertungen
- SDFSDFSDF Zxfda SDF S DF SD FdsDokument1 SeiteSDFSDFSDF Zxfda SDF S DF SD FdsCristian PetreNoch keine Bewertungen
- Final FirstpartDokument11 SeitenFinal FirstpartLance Johnpaul SyNoch keine Bewertungen
- Concession Project List Excel 02-Aug-2019Dokument15 SeitenConcession Project List Excel 02-Aug-2019Vishal BansalNoch keine Bewertungen
- Module 3: Literature Review and CitationDokument3 SeitenModule 3: Literature Review and CitationLysss EpssssNoch keine Bewertungen
- Iit JeeDokument8 SeitenIit JeeRNoch keine Bewertungen
- Enterpreneurship Assignment 2Dokument8 SeitenEnterpreneurship Assignment 2Khusbu JaiswalNoch keine Bewertungen
- ZTE V4 RNC Commissioning and Integration TrainingDokument2 SeitenZTE V4 RNC Commissioning and Integration TrainingBeena SinghNoch keine Bewertungen
- SH5108 - 5 Occupational Health ProgrammeDokument34 SeitenSH5108 - 5 Occupational Health Programmetaaouicha mujahidNoch keine Bewertungen
- Advanced Laser Al170: Instruction ManualDokument35 SeitenAdvanced Laser Al170: Instruction ManualJuan Camilo100% (1)
- صيانة المولدات و المحولات الكهربائيهDokument15 Seitenصيانة المولدات و المحولات الكهربائيهMostafa AllamNoch keine Bewertungen
- 1.rle Rubrics For Case PresentationDokument2 Seiten1.rle Rubrics For Case PresentationKhristine EstosoNoch keine Bewertungen
- Compressor-Less: Historical ApplicationsDokument70 SeitenCompressor-Less: Historical Applicationssuryakantshrotriya100% (1)
- CHAPTER 2 - ALGEBRA (Latest)Dokument41 SeitenCHAPTER 2 - ALGEBRA (Latest)FirdausNoch keine Bewertungen
- Studi Tentang Pelayanan Terhadap Kapal Perikanan Di Pelabuhan Perikanan Pantai (PPP) Tumumpa Kota ManadoDokument9 SeitenStudi Tentang Pelayanan Terhadap Kapal Perikanan Di Pelabuhan Perikanan Pantai (PPP) Tumumpa Kota ManadoAri WibowoNoch keine Bewertungen
- NEC G266 Quick Reference GuideDokument3 SeitenNEC G266 Quick Reference GuideIonut Gabriel DascaluNoch keine Bewertungen
- Karyn Corbett Pedagogy Letter To SelfDokument2 SeitenKaryn Corbett Pedagogy Letter To Selfapi-513861296Noch keine Bewertungen
- Pitch Analysis PaperDokument7 SeitenPitch Analysis PaperMunib MunirNoch keine Bewertungen
- Barriers of CommunicationDokument5 SeitenBarriers of CommunicationIVY YBAÑEZNoch keine Bewertungen
- B1.10 Exchanging MaterialsDokument4 SeitenB1.10 Exchanging MaterialsYevonNoch keine Bewertungen
- Anatomy & Physiology MCQsDokument26 SeitenAnatomy & Physiology MCQsMuskan warisNoch keine Bewertungen
- Jimma UniversityDokument99 SeitenJimma UniversityBekan NegesaNoch keine Bewertungen
- Evolis User ManualDokument28 SeitenEvolis User ManualIonmadalin1000Noch keine Bewertungen
- How The Audiences Feel Closer and Connected To Their Culture With StorytellingDokument7 SeitenHow The Audiences Feel Closer and Connected To Their Culture With Storytellingmarcelo quezadaNoch keine Bewertungen