Das könnte Ihnen auch gefallen
- Wps For Aluminium WeldingDokument8 SeitenWps For Aluminium WeldingMohammed MusaNoch keine Bewertungen
- Astm 537 CL.1 WPSDokument2 SeitenAstm 537 CL.1 WPSaudiihussain67% (3)
- WPS FormatDokument2 SeitenWPS FormatmanjuNoch keine Bewertungen
- Joints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateDokument3 SeitenJoints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateAmjad PathanNoch keine Bewertungen
- WPS Resrvoire Sous Pression Smaw SawDokument6 SeitenWPS Resrvoire Sous Pression Smaw SawDanem HalasNoch keine Bewertungen
- WPS-Shell To Tubesheet (CS-SS)Dokument1 SeiteWPS-Shell To Tubesheet (CS-SS)suria qaqcNoch keine Bewertungen
- API 650 (US) EN 14015 (Europe) GOST 31385-2016 (Russia, CIS) X - Tick As NecessaryDokument3 SeitenAPI 650 (US) EN 14015 (Europe) GOST 31385-2016 (Russia, CIS) X - Tick As NecessaryBilel NajjarNoch keine Bewertungen
- Sample Wps Carbon Steel GTAW SMAW PDFDokument2 SeitenSample Wps Carbon Steel GTAW SMAW PDFirwanNoch keine Bewertungen
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Dokument4 SeitenWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiNoch keine Bewertungen
- Supercito (E 42 5 B 32 h5)Dokument1 SeiteSupercito (E 42 5 B 32 h5)brunizzaNoch keine Bewertungen
- WPQ Sample PrintoutDokument1 SeiteWPQ Sample PrintoutKannan VelNoch keine Bewertungen
- Welding Procedure Specification For GTAW & GMAWDokument4 SeitenWelding Procedure Specification For GTAW & GMAWanh thoNoch keine Bewertungen
- PQR - PipeDokument3 SeitenPQR - PipeAdvanced Quality Centre AQC100% (1)
- WPS GTAW Stainless SteelDokument7 SeitenWPS GTAW Stainless SteelVarun MalhotraNoch keine Bewertungen
- Welding Procedure Specification (WPS) : Joint Design PositionDokument9 SeitenWelding Procedure Specification (WPS) : Joint Design PositionpetermanroelibraryNoch keine Bewertungen
- Welding Report For Tank 1Dokument1 SeiteWelding Report For Tank 1Rifki HasyaNoch keine Bewertungen
- SS Pipe Welding ProcedureDokument5 SeitenSS Pipe Welding Procedureamit rajputNoch keine Bewertungen
- Welder ID Card BRE KarahaDokument5 SeitenWelder ID Card BRE KarahaHerruSetiawan100% (1)
- MTC Er70s 2Dokument1 SeiteMTC Er70s 2Mirza BaigNoch keine Bewertungen
- WQT Form (ASME) 04-23Dokument1 SeiteWQT Form (ASME) 04-23hanz bermejoNoch keine Bewertungen
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDokument2 SeitenWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanNoch keine Bewertungen
- Poposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015Dokument12 SeitenPoposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015MulPXNoch keine Bewertungen
- Weld MapDokument1 SeiteWeld MapFerdie OSNoch keine Bewertungen
- I-963 Welder Certificate Smaw-Gtaw-1Dokument1 SeiteI-963 Welder Certificate Smaw-Gtaw-1nivedithdigitals onlineservices100% (1)
- Weld History SheetDokument2 SeitenWeld History SheetAjin S100% (1)
- WPS1Dokument10 SeitenWPS1bhavin178Noch keine Bewertungen
- B H e L Limited RTDokument13 SeitenB H e L Limited RTbhavin17850% (2)
- 1662 15Dokument117 Seiten1662 15RajamanikkamNoch keine Bewertungen
- Welding Procedure Specification For Storage Tank & Piping SystemDokument3 SeitenWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNoch keine Bewertungen
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Dokument1 SeiteWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNoch keine Bewertungen
- (First Revision) : Indian StandardDokument8 Seiten(First Revision) : Indian StandardBhanu Pratap ChoudhuryNoch keine Bewertungen
- WPS & PQR (E Co Cr-E)Dokument3 SeitenWPS & PQR (E Co Cr-E)HossamSAshourNoch keine Bewertungen
- 1035 03Dokument2 Seiten1035 03Anuj ShahiNoch keine Bewertungen
- PQR 01 PDFDokument2 SeitenPQR 01 PDFVijay BhaleraoNoch keine Bewertungen
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDokument9 Seiten2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNoch keine Bewertungen
- NoticeDokument1 SeiteNoticeAnirban Sen SharmaNoch keine Bewertungen
- Welding Proposed Pwps For Our Jubail WorkDokument2 SeitenWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Dynamic Balancing MachineDokument4 SeitenDynamic Balancing Machine.x100% (1)
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDokument2 SeitenProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXNoch keine Bewertungen
- Pt. Astar Testing & InspectionDokument2 SeitenPt. Astar Testing & InspectionSASINoch keine Bewertungen
- PQR For Gmaw Saw 15.88Dokument3 SeitenPQR For Gmaw Saw 15.88Kumawat PrakashNoch keine Bewertungen
- 171 Gtaw&Smaw Zug Asme (Ade S 5g) WPQDokument4 Seiten171 Gtaw&Smaw Zug Asme (Ade S 5g) WPQMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- ITP For Drum Screen InspectionDokument1 SeiteITP For Drum Screen InspectionkapsarcNoch keine Bewertungen
- Welding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001Dokument2 SeitenWelding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001neerajNoch keine Bewertungen
- 07.4 111 FW ML PF WPS 20mm ENGDokument1 Seite07.4 111 FW ML PF WPS 20mm ENGViktorNoch keine Bewertungen
- Flange 10 & 12 InchDokument2 SeitenFlange 10 & 12 InchreniNoch keine Bewertungen
- Prequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Dokument2 SeitenPrequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Nuril VS theWorldNoch keine Bewertungen
- Welding Procedure SpecificationDokument3 SeitenWelding Procedure SpecificationMark Jason M. BrualNoch keine Bewertungen
- 19403955-WPS M.S. Is 2062Dokument10 Seiten19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- Qw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )Dokument2 SeitenQw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )essnelsonNoch keine Bewertungen
- P91 MaterialDokument15 SeitenP91 MaterialelrajilNoch keine Bewertungen
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDokument5 SeitenBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNoch keine Bewertungen
- WPS002 312Dokument2 SeitenWPS002 312proxywarNoch keine Bewertungen
- Wps GT 9b Cvn90 Rev 1 PDFDokument6 SeitenWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniNoch keine Bewertungen
- Weld Repair Rev. 1Dokument3 SeitenWeld Repair Rev. 1vinas kusdinarNoch keine Bewertungen
- Asme Form U-1. v-11201 ADokument3 SeitenAsme Form U-1. v-11201 ASalman KhanNoch keine Bewertungen
- 004 Gtaw P5aDokument16 Seiten004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- Wps For Aluminium WeldingDokument8 SeitenWps For Aluminium WeldingPutry NHy Saya0% (1)
- Final WPS - ItdcDokument2 SeitenFinal WPS - ItdcsarancivilrajNoch keine Bewertungen
- Joint Detail (Qw-402)Dokument2 SeitenJoint Detail (Qw-402)Nitesh Patel100% (3)
- Department of Mechanical Engineering: Welcome The Chairman & Members of The NBA Peer TeamDokument106 SeitenDepartment of Mechanical Engineering: Welcome The Chairman & Members of The NBA Peer TeamAnonymous p8bHAAx75% (4)
- DV03PUB1 Study GuideDokument5 SeitenDV03PUB1 Study Guideprasaad08Noch keine Bewertungen
- Questions For CSWIP Question Answers Solved Past Papers Cswip 3 1Dokument87 SeitenQuestions For CSWIP Question Answers Solved Past Papers Cswip 3 1Makhfud Edy80% (5)
- Industrial Training Report (Engine Valves)Dokument27 SeitenIndustrial Training Report (Engine Valves)Harshan Arumugam50% (2)
- Catalogo TwecoDokument140 SeitenCatalogo TwecoJorge ArciniegasNoch keine Bewertungen
- RM01 - 24 Case Study SMAW GTAW FCAWDokument23 SeitenRM01 - 24 Case Study SMAW GTAW FCAWAnonymous cgcKzFtXNoch keine Bewertungen
- Gas Welding PDFDokument42 SeitenGas Welding PDFManickamEllampoorananNoch keine Bewertungen
- Welder Performance Qualification-Interactive Form QW-484ADokument1 SeiteWelder Performance Qualification-Interactive Form QW-484AJaved Mohammed100% (5)
- Duplex Beaune 2010Dokument10 SeitenDuplex Beaune 2010aliNoch keine Bewertungen
- Welding Technology: WELD 115 QC10Dokument52 SeitenWelding Technology: WELD 115 QC10usto2014Noch keine Bewertungen
- MinaIJPVP20 03 PDFDokument10 SeitenMinaIJPVP20 03 PDFricardo sabinoNoch keine Bewertungen
- Work Immersion SampleDokument20 SeitenWork Immersion SampleAll ThatglittersNoch keine Bewertungen
- Mech. (Denting, Paining - Welding) - ATS - NSQF-5Dokument39 SeitenMech. (Denting, Paining - Welding) - ATS - NSQF-5Suneel KumarNoch keine Bewertungen
- Rogue ES 150i/200i PRO: Portable Solutions For Professional WeldingDokument2 SeitenRogue ES 150i/200i PRO: Portable Solutions For Professional WeldingAUFA JAYA PERKASANoch keine Bewertungen
- TNI2TIDokument2 SeitenTNI2TIKureiNoch keine Bewertungen
- CREDITSDokument19 SeitenCREDITSariyaNoch keine Bewertungen
- CHG 308LDokument1 SeiteCHG 308LImmalatulhusnaNoch keine Bewertungen
- Welding Procedure Specification (WPS) : N.A N.ADokument1 SeiteWelding Procedure Specification (WPS) : N.A N.AMajdi JerbiNoch keine Bewertungen
- Catalogo Oxforfd PDFDokument64 SeitenCatalogo Oxforfd PDFmtbecerrapNoch keine Bewertungen
- My New ResumeDokument4 SeitenMy New ResumeSurajNoch keine Bewertungen
- cswip 시험 문제 자료 PDFDokument185 Seitencswip 시험 문제 자료 PDFkyeong cheol lee100% (1)
- General 6Dokument4 SeitenGeneral 6Solomon AttaNoch keine Bewertungen
- MER 64 Ger Kelly Weld TrainingDokument3 SeitenMER 64 Ger Kelly Weld TrainingDavid CawleyNoch keine Bewertungen
- Resume Randy C. QuijanoDokument4 SeitenResume Randy C. QuijanoKeneth Samson Del CarmenNoch keine Bewertungen
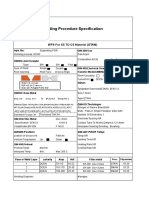
- Welding Procedure Specification: WPS For SS TO CS Material (GTAW)Dokument1 SeiteWelding Procedure Specification: WPS For SS TO CS Material (GTAW)Lipika GayenNoch keine Bewertungen
- Lincoln PDFDokument12 SeitenLincoln PDFMervinNoch keine Bewertungen
- Clad Plates Forming & WeldingDokument9 SeitenClad Plates Forming & WeldingMohammed Khalid KhanNoch keine Bewertungen
- 2 UTP-Welding in Tool ShopDokument53 Seiten2 UTP-Welding in Tool ShopBilal AhmedNoch keine Bewertungen
- CSWIP Welding Inspection Notes and QuestionsDokument133 SeitenCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Radiography Interpretation PDFDokument220 SeitenRadiography Interpretation PDFVijay Kumar100% (1)