Beruflich Dokumente
Kultur Dokumente
Nippon Steel Catalog PDF
Hochgeladen von
HAPPYOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Nippon Steel Catalog PDF
Hochgeladen von
HAPPYCopyright:
Verfügbare Formate
NIPPON STEEL PIPE & TUBE
Head Office Nippon Steel Corporation
6-3, Otemachi 2-chome, Chiyoda-ku, Tokyo 100-8071, Japan
Phone: 81-3-3242-4111 Fax: 81-3-3275-5607
NIPPON STEEL PIPE & TUBE
Cat. No. PC316 2007.8 PDF
© NIPPON STEEL CORPORATION 2007 All Rights Reserved. Printed in Japan
Introduction
Nippon Steel, one of the world’s largest steelmakers was formed in 1970 through the
Contents
merger of Japan’s two leading and longest-established steel makers. The company
Introduction …………………………………………………… 1
supplies a complete range of steel products worldwide, and one of its most important
Integrated Production of Pipe ……………………………… 2
products is pipe.
Pipe Making Facilities and Product Sizes …………………… 4
Nippon Steel has the total equipment capability necessary to serve your every
Size Ranges ………………………………………………… 5
need and purpose. We produce nearly 1.5 million tons of pipe annually, and in doing
Available Grades …………………………………………… 6
Applications ………………………………………………… 8
so employ stringent quality control systems so that every Nippon Steel pipe gives you
Manufacturing Processes ………………………………… 14
added assurance of quality. Our ongoing research efforts constitute a further
Secondary Processing of Pipe …………………………… 26 assurance of future improvements and innovations to meet new and increasingly
Research and Development ……………………………… 30 severe quality demands. Today, Nippon Steel pipe is serving on big jobs of all kinds
Pipe Mills at Nippon Steel ………………………………… 32 throughout the world.
Production Control and Quality Assurance ……………… 33 Here are our pipe manufacturing methods and the main applications for pipe pro-
ducts:
Manufacturing Oil Country Structural Boiler & Heat- Mechanical
Process Line Pipe Piping Pipe Pile
Tubular Goods Pipe & Tube Exchanger Tubes Tube
Small-diameter
Seamless ● ● ● ● ● ●
Hot Extrusion ● ● ● ●
Medium-diameter
● ● ● ● ● ●
HF-ERW
Small-diameter
HF-ERW ● ● ● ●
Continuous Butt
Weld ● ●
UO Process
● ● ● ● ●
Longitudinal Weld
Spiral Weld ● ● ● ●
Bending Roll Process /
Press Bending Process ● ● ● ● ●
Longitudinal Weld
Tungsten Inert-Gas
Weld ● ● ● ●
Manufacture of high-quality pipe begins with the best materials, and that is why
Nippon Steel manufactures the materials that the company’s pipe products are made
Notice: While every effort has been made to ensure the from. The company’s extensive experience in all phases of steel production....degass-
accuracy of the information contained within this publica- ing, desulfurizing, rolling, etc....ensures that the finest billets, blooms, plates and sheets
tion, the use of the information is at the reader’s risk and available are produced to Nippon Steel’s own rigorous quality standards and for the
no warranty is implied or expressed by Nippon Steel Cor- appropriate international standard to suit the intended application.
poration with respect to the use of information contained
herein.
The information in this publication is subject to change or
modification without notice. Please contact the Nippon
Steel office for the latest information.
NIPPON STEEL PIPE & TUBE (PC316) 1
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
Integrated Production of Pipe
Pipe can be manufactured in many ways. At Nippon Steel, pipe is made by the sub- throughout the entire sequence of operations involved, from ironmaking and steelmak-
merged arc weld (SAW), high frequency electric resistance weld (HF-ERW), continuous ing to the pipe-making materials and finished products. Also, Nippon Steel’s research
butt weld (CW) and seamless processes. and development activities have the benefit of constant feedback from these individual
As the flow chart, Nippon Steel pipe is made from plates, hot coils, cold coils, bil- operations.
lets and blooms manufactured by the company. Nippon Steel’s technology is utilized All the foregoing ensure that each pipe produced at Nippon Steel meets the cus-
for and close control is applied over, the manufacturing processes and product quality tomer’s requirements to the letter.
Limestone
Charging Oxygen
scrap blow
Iron ore Sintering plant
Torpedo car Blooming mill Billet mill Ultra sonic test Magnaflux flaw detector Billet grinder Reheating furnace
Basic oxygen Vacuum Continuous
Charging furnace degassing casting
Blast furnace molten iron equipment
Coal Coking plant Seamless
Pipe
Plug mill
Seamless
Rolling mill Round billet Pipe,
Hot extrusion Seamless
Stainless
Steel Pipe
Continuous Roughing
reheating furnace mill Hot rolling mill UO pipe mill
Reheating furnace Roughing mill Finishing mill Accelerated cooling Plate
Large-
diameter
Pipe
Bending roll mill and Press bending mill (SAW Pipe)
Hot coil
Temper mill Pickling line
Spiral pipe mill
Pickleol CW Pipe
hot coil
Continuous butt weld pipe mill
Cold rolling mill ALSHEET® coil
Aluminum-coating line
HF-ERW
Pipe
Electrolytic ZINKOTE®, High Frequency electric resistance weld pipe mill
cleaning line Electrogalvanizing line DURPAINT® coil
TIG
Stainless
TIG weld tube mill Steel Pipe
Annealing furnace Temper mill
C.A.P.L.
Coil build-up line Annealing furnace Annealing and pickling line
Coil grinding line Sendzimir mill Annealing and pickling line Skin-pass rolling mill Coil polishing line Stainless steel coil
2 NIPPON STEEL PIPE & TUBE (PC316) 3
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
Pipe Making Facilities and Product Sizes Size Ranges
Location Size: Outside diameter (inch)
Seamless Pipe ERW & CW Pipe
Mills
of Mills 1 2 4 6 8 10 12 14 16 20 56 200 Wall thickness Wall thickness
(inch) 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 (inch) 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
1.315 6.625
Hot finish (mm) 2 6 10 14 18 22 26 30 34 38 42 (mm) 2 4 6 8 10 12 14 16 18 20
Mannesmann-Plug
Tokyo CW
Mill Stretch Reducer Cold finished
0.236 6.000
Cold finish 1
4
Seamless
1.660 6.890 2
Hot finish
Outside diameter(inch)
Outside diameter(inch)
Ugine-Sejournet
Hikari 8
Hot Extrusion 3
0.236 6.625
Cold finish
4 12
0.850 2.559
2” HF-ERW Induction Nagoya
ERW
5
0.750 4.500 16
4” HF-ERW Induction Kimitsu Hot finished
6
Nagoya 1.492 4.500
4” HF-ERW Induction (Subsidiary 20
company) 7
HF-ERW
4” HF-ERW 0.543 2.382
Induction Hikari (Pipe In Coil)
+ Stretch Reducer 8 24
16” HF-ERW Thermatool Nagoya
4.500 16 Stainless Pipe (Hot extruded) SAW Pipe
Wall thickness Wall thickness
8.625 24 (inch) 0.2 0.4 0.6 0.8 1.0 1.2 (inch) 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
24” HF-ERW Thermatool Hikari 2 6 10 14 18 22 26 30
(mm) (mm) 10 20 30 40 50 60 70 80 90 100
0.840 4.500
Straight Seam Pipe (UO process)
Continuous Butt Weld
Cold finished
CW Kimitsu 20
1
UO Process 18 56 40
Kimitsu 2
Longitudinal Weld
Outside diameter(inch)
Outside diameter(inch)
60 Spiral
16 64 Seam
Spiral Weld Yawata 3
80 Pipe
SAW
16 100 4 Hot finished Straight Seam Pipe
Spiral Weld 100
Kimitsu (Bending roll process /
Press bending process)
Bending Roll Process / 120
Related 16 200 5
Press Bending Process
Longitudinal Weld company
140
6
0.5 6.625
Hot finish 160
Tungsten Inert-Gas
TIG Hikari 7
Weld 180
0.236 6.000
Cold finish
8 200
Notes: 1 For sizes not listed in these figures, please contact Nippon Steel.
2 TIG Welded Stainless Pipe has the size range of 27.2 mm to 60.5
mm in outside diameters, and maximum size 4 mm in wall thickness.
4 NIPPON STEEL PIPE & TUBE (PC316) 5
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
Seamless Pipe Welded Pipe
Available Grades Standard
MM HE ERW CW UO SP BR TIG
Nippon Steel continues its development and improvement efforts so as to be able to BS (British Standards)
manufacture pipe to any designated standard to fulfill your specific requirements. 1387 Steel Tubes and Tubulars ● ● ●
Some representative standards and specifications are tabulated below along with the 3059 Steel Boiler and Superheater Tubes ●
corresponding manufacturing processes employed at Nippon Steel to ensure com- Dimensions and Masses per Unit (Length) of Welded and Seamless
3600 ● ● ●
pliance; the company manufactures pipe to other international standards, too. Steel Pipes and Tubes for Pressure Purposes; Metric Units
Also available are Nippon Steel standard for special use such as Weldable High
Steel Pipes and Tubes for Pressure Purposes; Carbon Steel with
Tensile Strength Pipe, All-weather High Tensile Strength Pipe, Anti-abrasion High 3601 ● ● ● ● ● ●
Specified Room Temperature Properties
Tensile Strength Pipe and Sea Water Resistant Pipe.
3602 Steel Pipes and Tubes for Pressure Purposes; Carbon Steel: High Duties ● ● ● ● ●
When you require quality and reliability, Nippon Steel has the pipe products you
need. Steel Pipes and Tubes for Pressure Purposes; Carbon and Alloy Steel:
3603 ● ●
Low Temperature Duties
DIN (Deutsche Normen)
Seamless Pipe Welded Pipe 1626 Welded Steel Pipes in Unalloyed and Low Alloy Steels for Supply Purposes ● ● ●
Standard
MM HE ERW CW UO SP BR TIG 1629 Seamless Tubes in Unalloyed Steels ●
API (American Petroleum Institute) 2440 Steel Tubes Medium-Weight Suitable for Threading ● ●
5L Line Pipe ● ● ● ● ● ● 2441 Steel Tubes Heavy-Weight Suitable for Threading ● ●
5CT Casing and Tubing ● ● 17172 Steel Pipes for Pipelines for the Transport of Combustible Fluids and Gases ● ●
5D Drill Pipe 17175 Seamless Steel Tubes for Elevated Temperature ● ●
2B Fabricated Structural Steel Pipe ● ● 17177 Electrically Resistance or Induction Welded Steel Tubes for Elevated Temperature ●
AS (Australian Standard) 17440 Stainless Steels ●
1836 Welded Steel Tubes for Pressure Purposes ISO (International Organization for Standardization)
ASTM (American Society for Testing and Materials) 65 Steel tubes suitable for screwing in accordance with International Standard ISO 7 ● ●
A53 Black and Hot-Dipped Zinc-coated (galvanized) Welded Seamless Steel Pipe ● ● ● 3183 Steel pipe for pipelines for petroleum and natural gas ● ● ●
A106 Seamless Carbon Steel Pipe for High-Temperature Service ● JIS (Japanese Industrial Standards)
A135 Electric Resistance Welded Steel Pipe ● G 3441 Alloy Steel Tubes for Machine Purpose ● ● ●
A178 Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler Tubes ● G 3442 Galvanized Steel Pipe for Water Service ● ●
Seamless Ferritic and Austenitic Alloy-Steels Boiler Superheater and G 3443 Coating Steel Pipe for Water Service ● ● ● ●
A213 ● ●
Heat-Exchanger Tubes G 3445 Carbon Steel Tubes for Machine Structural Purpose ● ● ●
A214 Electric-Resistance-Welded Carbon Steel Heat-Exchanger and Condenser Tubes ● G 3446 Stainless Steel Tubes for Machine and Structural Purpose ●
Electric-Resistance-Welded Carbon-Molybdenum Alloy Steel Boiler G 3451 Deformed Pipe for Coating Steel Pipe for Water Service ● ● ●
A250 ●
and Superheater Tubes G 3452 Carbon Steel Pipes for Ordinary Piping ● ● ●
A252 Welded and Seamless Steel Pipe Piles ● ● ● ● G 3454 Carbon Steel Pipes for Pressure Service ● ●
Seamless and Welded Ferritic and Martensitic Stainless Steel Tubing G 3455 Carbon Steel Pipes for High Pressure Service ●
A268 ● ●
for General Service G 3457 Electric Arc-Welded Carbon Steel Pipe ● ● ●
A269 Seamless and Welded Austenitic Stainless Steel Tubing for General Service ● ● G 3458 Alloy Steel Pipes ●
A312 Seamless and Welded Austenitic Stainless Steel Pipes ● ● G 3459 Austenitic Stainless Steel Pipes ● ●
A333 Seamless and Welded Steel Pipe for Low-Temperature Service ● G 3460 Steel Pipes for Low-Temperature Service ● ●
A334 Seamless and Welded Carbon and Alloy-Steel Tubes for Low-Temperature Service ● G 3461 Carbon Steel Boiler and Heat-Exchanger Tubes ● ● ●
A335 Seamless Ferritic Alloy-Steel Pipe for High-Temperature Service ● G 3462 AIloy Steel Boiler and Heat-Exchanger Tubes ● ● ●
A376 Seamless Austenitic Steel Pipe for High-Temperature Central-Station Service ● G 3463 Stainless Steel Boiler and Heat-Exchanger Tubes ● ●
A423 Seamless and Electric-Welded Low-Alloy Steel Tubes ● G 3464 Steel Heat-Exchanger Tubes for Low Temperature Service ● ●
A513 Electric-Resistance-Welded Carbon and Alloy Steel Mechanical Tubing ● G 3472 Electric Resistance Welded Carbon Steel Tubes for Automobile Structural Purposes ●
AWWA (American Water Works Association) G 3473 Carbon Steel Tubes for Cylinder Barrels ● ● ●
C200 Steel Water Pipe ● ● ● LR (Lloyd’s Register of Shipping)
C203 Standard for Coal-Tar Enamel Protective Coating for Steel Water Pipe ● ● Pressure Pipes ● ●
GOST (USSR Specifications) Boiler and Superheater Tubes ● ●
10704 Electric-Welded Steel Tubes ● DNV (Det Norske Veritas)
10705 Specification for Delivery of Electric-Welded Steel Tubes of 8~530 mm in diameter ● OS-F101 Submarine Pipeline Systems ● ● ●
Notes: MM: Mannesmann Method Seamless HE: Hot Extrusion ERW: Electric Resistance Weld CW: Continuous Butt Weld UO: UO Process Longitudial Weld
SP: Spiral Weld BR: Bending Roll Process / Press Bending Process Longitudial Weld TIG: Tungsten Inert-Gas Weld
6 NIPPON STEEL PIPE & TUBE (PC316) 7
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
Applications Oil Country Tubular Goods Line Pipe
Casing string make up
Submarine pipeline laying Pipeline under construction in Alaska
Submarine pipe laying by Kuroshio2 Laying of HI-PL (Polyethylene-Coated) Pipe
Drilling rig, casing string make up
Drilling rig Casing arrived in Alaska Pipeline in arctic area
8 NIPPON STEEL PIPE & TUBE (PC316) 9
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
Structural Pipe & Tube
Foundation work of bridge, inland sea
[Steel pipe sheet piles] driving for harbor construction Production platform Pipes for electric transmission tower
Pipe pile driving for seaberth construction NS-PAC used as pier piles in japan Roof trusses SLP is available for reclaimed lands and areas with thick alluvial deposits
10 NIPPON STEEL PIPE & TUBE (PC316) 11
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
Boiler and Heat-Exchanger Tubes Pipes for Plants and Others
Stainless super-heater tubes in a power boiler Stainless piping in LNG plant
Piping for super tanker Pipes for automobiles
Furnace wall tubes in a power plant Large heat-exchangers in refinery Piping in building Pipes for hydraulic cylinder and piping
12 NIPPON STEEL PIPE & TUBE (PC316) 13
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
Manufacturing Processes Seamless Pipe Process Hot Extrusion Process
We use billets that have undergone tapping, casting, blooming, and rolling in our Stainless and high alloy steel tubes which are difficult to produce by other meth-
Kimitsu Works to produce seamless steel pipes and tubes by the Mannesmann ods, are manufactured by the hot extrusion process at Hikari Works.
plug mill method. Tokyo Works produces high-quality hot seamless steel pipes This process, put in service at Hikari in 1957 under a technical license from
and tubes, using piercing mills, rolling mills, reeling mills, sizing mills, and stretch CEFILAC, France, extrudes a heated billet.
reducers on billets heated to high temperatures. We also produce high-grade Those grades which demand dimensional precision or attractive surface
cold products through cold processes using cold drawing equipment and a wide appearances to suit specific purposes are additionally subjected to cold drawing
range of heat treatment furnaces in order to satisfy the continuously rising or cold Pilger-processing, then undergo NDT inspections to assure the quality of
expectations of customers. the product.
Piercing Rolling Reeling
Sizing Reheating Stretch reducing
Hot extrusion mill
Billet heating furnance Piercing mill Rolling mill (plug mill)
Stretch reducing mill Heat treatment furnace Nondestructive inspection device Heated billet during extrusion
14 NIPPON STEEL PIPE & TUBE (PC316) 15
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
HF (High Frequency) ERW Process
A hot coil is first slit to a prescribed width, formed into a A total of 8 HF-ERW pipe mills are operating at the
round shape by forming rolls then continuously electric- Hikari, Nagoya and Kimitsu Works. Thus, Nippon Steel can
resistance welded. fill orders for pipe for all applications..........line pipe, general
Nippon Steel’s HF-ERW pipe is much different from that piping, structural pipe, pipe piling, boiler tubes, heat-
of conventional ERW. Nippon Steel-developed weld condi- exchanger tubes, OCTG and others in the size range of
tion monitoring and controlling equipment watches over 19.0 mm to 609.6 mm (24 inches) in outside diameter.
welding conditions at every second to prevent weld defects. Nippon Steel can produce high-quality, high-grade pipe
And not only the weld but also the base metal of pipe is with great efficiency. Some of the high-grade pipe include:
carefully inspected using UST and other equipment follow- API X80 Iine pipe, and low-alloy steel boiler tubes.
ing hydrostatic test.
Uncoiling Forming Electric resistance welding
High frequency electric resistance welder
Ultrasonic tester Hydrostatic tester
Forming rolls Welding condition monitoring system Seam normalizer
16 NIPPON STEEL PIPE & TUBE (PC316) 17
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
CW Process
Nippon Steel’s continuous butt weld (CW) pipe mill is located at Kimitsu Works.
The CW process is suited to efficient and large-volume production of general
piping pipe of good quality. Available sizes range from 0.840 inch to 4.5 inches.
Reheating Forming, Welding, Reducing
Heating furnace Rotary hot saw
Hydrostatic tester
CW pipe mill Zink coating line
18 NIPPON STEEL PIPE & TUBE (PC316) 19
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
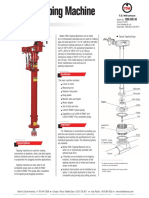
UO Process
Nippon Steel makes UO double SAW straight seam pipe at the North Sea, Black Sea and Mediterranean Sea where line
the Kimitsu Works; outside diameters range from 18 to 56 pipe must function in deep waters under punishing condi-
inches and wall thicknesses from 0.25 inch to 1.57 inches. tions. In other words, Nippon Steel has supplied line pipe for
In UO pipe production, a plate is press-formed into a projects where the quality of these products is the key to the
U-shape and then an O-shape, after which the seam is success of the job.
automatically submerged-arc welded on both the inside and The high-efficiency UO pipe mill at Kimitsu is capable of
the outside, followed by mechanical expanding and, finally, producing annually about 1,000 miles of pipe, mainly line
hydrostatic testing, NDT and other essential inspections. pipe but also including pipe piling and water conduit line
The quality of Nippon Steel line pipe has been proven in pipe. The mill has auxiliary facilities for coating and lining
severe service environments around the world such as, for pipe with plastic, bitumen and other materials to meet specif-
example, in Alaska, Siberia and other frigid regions, and in ic customer requirements.
Edge miller
Crimping press U-ing press O-ing press Longitudinal seam welding
U-ing press Automatic marking equipment
O-ing press Inside submerged arc welder Outside submerged arc welder
20 NIPPON STEEL PIPE & TUBE (PC316) 21
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
Spiral Weld Process
Nippon Steel has three spiral-weld pipe mills at Yawata and Kimitsu Works, both
of which manufacture large-diameter pipe from hot coils. These SAW pipe pro-
ducts range from 16 to 100 inches in outside diameter and from 1/4 to 1 inch in
wall thickness.
The spiral-weld pipe mill produces APl 5L line pipe, general piping, water
pipe, pipe piling, structural pipe and other types.
Skelp butt welding
Forming, inside and outside welding Cutting off
General view of a spiral-weld pipe mill
Online cut-off machine Outside welder Ultrasonic tester
22 NIPPON STEEL PIPE & TUBE (PC316) 23
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
Bending Roll Process / Press Bending Process TIG Process
If you need extra large-diameter pipe or extra heavy-walled pipe beyond the size Two TIG (tungsten inert-gas weld) pipe mills are operating at Hikari Works produc-
range of the UO pipe mill, such as high-tensile strength grades for offshore pro- ing austenitic stainless steel piping, heat-exchanger tube and pipe for automo-
duction platforms, Nippon Steel can supply straight-seam SAW pipe produced biles.
by the bending roll process and press bending process in the size range of 16 to Some of the advantages of Nippon Steel’s TIG welding method include: a
200 inches in outside diameter, and 1/4 to 4 inches in wall thickness. Moreover, well-shaped and defect-free weld bead which is provided by multiple-electrode
these pipe products can be produced to API 2B specifications, AWWA (American TIG welding. Also, a metallurgically sound microstructure is obtained through
Water Works Association) and API 5L specification requirements for large- in-line heat-treatment in the pipe manufacturing process. And in-line air-pressure
diameter water mains, as well as other standards. tests and eddy-current tests are conducted for quality assurance.
MACRO structure of muIti-pass welding (WT:
90 mm) offshore structural pipes (see upper
photo) are fabricated with sophiscated weld-
ing technique.
3-roll bender TIG weld pipe mill
Press bending 3-roll bender
24 NIPPON STEEL PIPE & TUBE (PC316) 25
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
Secondary Processing of Pipe Coating and Lining
A great variety of processing is needed depending on the intended application of the On request, pipe is available with coat-
Final inspection
pipe. Nippon Steel is fully equipped to perform the following processing. ings and linings for corrosion protec-
tion, reduction of friction of the fluid,
and other purposes. Water
Size range cooling
Item Kind of pipe
Outside diameter (mm) Length (mm)
Water pipe
Internal coating
(1) Coal-tar epoxy lining 89.1 or more 4,000~12,200
Holiday inspection
(2) Epoxy lining 89.1 or more 4,000~12,200
Polyethylene-coated pipe
(3) Polyethylene lining 21.7~114.3 5,500
(1) Longitudinal extrusion process
(4) Vinyl chloride lining 21.7~355.6 5,500
Polyethylene coating
External coating
(1) Polyethylene coating 21.7~1,524 5,000~18,300
(2) Coal-tar epoxy coating 89.1~2,250 5,000~18,600 Adhesive coating
Line pipe (oil, gas)
Internal coating
Polyethylene coating
(1) Two-component epoxy lining 89.1~1,420 9,000~12,800 Pre-heating
Coating
(2) Phenolic epoxy lining 34~508 5,000~12,200 Adhesive
coating
External coating
Primer
(1) Polyethylene coating 21.7~1,524 5,000~18,300
(2) Polypropylene coating 216.3~1,524 11,000~18,600 Blasting Polyethylene
External coating coating
Primer
(1) Polyethylene coating (NS-PAC) 168.3~1,524
Holiday inspection
(2) Urethane elastomer coating (NS-PAC) 406.4~1,800
(3) Special bitumen compound 168.3~2,250 5,000~34,500
(4) Coal-tar epoxy, zinc rich paint plus, etc. 168.3~4,064
Others
(2) Side-extrusion process
Galvanized pipe (internal/external) 21.7~1,800
Aluminized pipe (internal/external) 21.7~508 3,600~12,000
Pre-heating
Pipe piling 168.3~2,800 5,500~6,300
Fabrication Steel pipe sheet piles 406.4~2,800 ~100,000
Conductor pipe vetco joint, etc. ~914.4 ~100,000
Two-component epoxy lined pipe
Blasting
Line pipe performance testing apparatus
26 NIPPON STEEL PIPE & TUBE (PC316) 27
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
Fabrication of Pipe Piling NS-PAC™
Pipe is manufactured in the size range With a view to developing corrosion
of 168.3 mm to 2,800 mm in diameter. resistant, maintenance-free and eco-
Nippon Steel manufactures extra-long nomical steel pipe pile and steel pipe
pipe piling up to 100 m in length by sheet piles which will not require
means of arc welding. electrode replacement or repainting,
Part of Nippon Steel’s sheet piling Nippon Steel Corporation carried out
series, steel pipe sheet piles are in wide extensive tests, and were aimed at
use in harbor construction and other technically assessing the performance
large-scale quay and embankment con- of steel pipe pile under service condi-
struction projects. tions. These tests provided the basis
for the development of Nippon Steels’s
NS-PAC polyethylene-coated anticorro-
sion steel pipe pile which since its mar-
keting in April 1983 has earned an out-
standing reputation among users. Now,
carrying this technology a step further
into the area of more complexly shaped
products, the Company has developed
a new line of urethane elastomer coat-
ed steel pipe sheet piles. These new
products are the latest addition to the
Handling of extra-long pipe
NS-PAC series.
NS-PAC polyethylene coated steel piles
Fabrication yard NS-PAC urethane elastomer coated steel pipe sheet piles
28 NIPPON STEEL PIPE & TUBE (PC316) 29
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
Research and Development
Research related Research on steelmaking
to diversification technologies
Integrated
research activities
Constant load stress corrosion cracking tester Multiple creep rupture testing machine
Basic research Research on basic or
peripheral technologies
Drop weight tear tester Line pipe performance testing apparatus
Weld test in cold chamber Solidifying cycle weld simulator
30 NIPPON STEEL PIPE & TUBE (PC316) 31
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
Pipe Mills at Nippon Steel Production Control and Quality Assurance
Nippon Steel has 9 integrated steel works and operates different types of pipe mills, a Nippon Steel’s sophisticated equipment, expertise and technology make it possible to
fact that underscores the company’s position as an experienced pipe manufacturer manufacture and supply pipe to your complete satisfaction.
having a long history and a total capability. Throughout the processes and operations of Nippon Steel’s integrated steel pro-
duction, exacting production control and quality assurance systems are in effect. Every
pipe produced by the company must be certified as having met all the specified quality
requirements before it is shipped from the mill. Examples of our pipe manufacturing
methods include: (1) computer-aided production control and quality control of all opera-
Hikari pipe & tube division
tions, from raw materials handling to shipment of finished products; (2) employment of
the latest advances in technology for the manufacture of pipe having the exact quality
to suit specific needs and applications; and (3) inspection systems so designed as to
meet particular purposes, as exemplified by the extensive and effective use of nonde-
structive testing equipment such as ultrasonic, eddy-current, X-ray and magnetic
testers.
AII incoming orders are processed at the company’s Tokyo head-quarters. Orders
Muroran Works are input into a computer, which specifies the quality of each product to suit the intend-
ed use, then dispatches this data to the computer at the steel mill which is best posi-
tioned to handle the manufacture of the products. Given the quality design, the mill per-
forms the process design based on the materials best suited to meet the quality
requirements of the order.
Kamaishi Works
Tokyo Works
Head Office : Pipe mill
Kimitsu Works
Nagoya Works
Hirohata Works
Sakai Works
Hikari pipe & tube division
Yawata Works
Oita Works
Kimitsu Works
Legal Notice: While every effort has been made to ensure the accuracy of the information contained in this publication, the use of the information is at the
readers’ risk and no warranty is implied or expressed by Nippon Steel Corporation with respect to the use of information contained herein.
32 NIPPON STEEL PIPE & TUBE (PC316) 33
Copyright © 2007 NIPPON STEEL CORPORATION. All rights reserved.
Das könnte Ihnen auch gefallen
- Nippon Steel Data S001enDokument14 SeitenNippon Steel Data S001enpower group100% (1)
- Nippon STeel Catalogue PDFDokument16 SeitenNippon STeel Catalogue PDFSuryaprakashNoch keine Bewertungen
- KITZ VLV Install-Operation Trouble Shooting 20151116 PDFDokument44 SeitenKITZ VLV Install-Operation Trouble Shooting 20151116 PDFFahmi HaidiNoch keine Bewertungen
- Gantrail Welded Base Fixing: SpecificationsDokument2 SeitenGantrail Welded Base Fixing: Specificationsaandueza_1Noch keine Bewertungen
- Inspection OF Fired Heaters: For Restricted CirulationDokument59 SeitenInspection OF Fired Heaters: For Restricted Cirulationasif rahim100% (1)
- Grade 80 Alloy Lifting ChainDokument3 SeitenGrade 80 Alloy Lifting ChainFrancisco Javier Zúñiga MontielNoch keine Bewertungen
- STD-QD-011D Visual Inspection Checklist PipingDokument4 SeitenSTD-QD-011D Visual Inspection Checklist PipingtayyabNoch keine Bewertungen
- QATAR Pin Braze pdfr1Dokument14 SeitenQATAR Pin Braze pdfr1Karunanithi NagarajanNoch keine Bewertungen
- WPS Sa 517Dokument2 SeitenWPS Sa 517DHANANNJAI SINGH -Noch keine Bewertungen
- Chemical Compatibility TableDokument10 SeitenChemical Compatibility Tablemangesh.narkar638Noch keine Bewertungen
- STD PPM 330-3000 Opl v3 ENDokument33 SeitenSTD PPM 330-3000 Opl v3 ENRenata SantosNoch keine Bewertungen
- Blastrite Product ID Sheet Rev7Dokument1 SeiteBlastrite Product ID Sheet Rev7Mohd YusriNoch keine Bewertungen
- Koc L 026 PDFDokument32 SeitenKoc L 026 PDFJigarNoch keine Bewertungen
- Hazard Identification 2. Risk Evaluation 3. Risk ControlDokument4 SeitenHazard Identification 2. Risk Evaluation 3. Risk ControlCarmilyn Joy TapelNoch keine Bewertungen
- JIT Supervisor Verifier Training v10Dokument51 SeitenJIT Supervisor Verifier Training v10Farghud EismethNoch keine Bewertungen
- Astm 890Dokument3 SeitenAstm 890bsnegi111Noch keine Bewertungen
- 012 Piling WorkDokument17 Seiten012 Piling WorkSarah HaiderNoch keine Bewertungen
- Asme 1325-18 (2007)Dokument1 SeiteAsme 1325-18 (2007)Matthew TaylorNoch keine Bewertungen
- Thermal Spraying - Qualification Testing of Thermal Sprayers (ISO 14918:2018)Dokument16 SeitenThermal Spraying - Qualification Testing of Thermal Sprayers (ISO 14918:2018)pushpakNoch keine Bewertungen
- V-0226025110-0044 Paint Matrix - Reviewed Without Comments - Rev.4Dokument7 SeitenV-0226025110-0044 Paint Matrix - Reviewed Without Comments - Rev.4Thanh Hoàng Gia100% (1)
- Weld Parameters Log TemplateDokument1 SeiteWeld Parameters Log TemplateWeldind LifeNoch keine Bewertungen
- Rubber Gasket TypesDokument92 SeitenRubber Gasket Typessushant_moreyNoch keine Bewertungen
- HIRARC FORM 2023 - Tugasan Start Up and Shut Down OPPDokument4 SeitenHIRARC FORM 2023 - Tugasan Start Up and Shut Down OPPMuhammad 'Aizat PaimanNoch keine Bewertungen
- 8 JSA Holyday TestDokument3 Seiten8 JSA Holyday TestYosua SitumorangNoch keine Bewertungen
- Co2dh20 - 22B - 204 - IsocontenedorDokument5 SeitenCo2dh20 - 22B - 204 - IsocontenedorLuis CortezNoch keine Bewertungen
- TCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerDokument118 SeitenTCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerNam NguyenNoch keine Bewertungen
- Ulo - DJ: L.Jioc - iJIDokument3 SeitenUlo - DJ: L.Jioc - iJIShafie ZubierNoch keine Bewertungen
- 4.2.1 HVA Adhesive Anchor: Anchoring SystemsDokument15 Seiten4.2.1 HVA Adhesive Anchor: Anchoring SystemsechavarriNoch keine Bewertungen
- WPSDokument1 SeiteWPSRodica TimofteNoch keine Bewertungen
- 18 Inch 9 5 MM Combo (MFL+CLP+IMU) (Ver Data Sheet Pàg. 8) PDFDokument19 Seiten18 Inch 9 5 MM Combo (MFL+CLP+IMU) (Ver Data Sheet Pàg. 8) PDFOscar Miguel Fuquen SanabriaNoch keine Bewertungen
- PT BMI Presentation 29.05.2017Dokument42 SeitenPT BMI Presentation 29.05.2017Bayumi Tirta JayaNoch keine Bewertungen
- Is 11006 2011 PDFDokument16 SeitenIs 11006 2011 PDFAnantha NarayananNoch keine Bewertungen
- Quick Reference Guide To ASME Section VIII, Div. 1: Asme Boiler & Pressure Vessel Code (BPVC)Dokument1 SeiteQuick Reference Guide To ASME Section VIII, Div. 1: Asme Boiler & Pressure Vessel Code (BPVC)Amit Dama100% (1)
- BEMO Installation Guide - V1-2018Dokument91 SeitenBEMO Installation Guide - V1-2018Anonymous wzuyBcNoch keine Bewertungen
- Stage 1 - LNG ISO Tank Inspections. Checklist - SafetyCultureDokument6 SeitenStage 1 - LNG ISO Tank Inspections. Checklist - SafetyCultureMicheal raj ANoch keine Bewertungen
- 760C Tapping MachineDokument6 Seiten760C Tapping MachineTunjung Wicaksana RanukusumaNoch keine Bewertungen
- Distortion in Aluminum Welded StructuresDokument3 SeitenDistortion in Aluminum Welded StructuresRaron1Noch keine Bewertungen
- Cmci Cmci: Cemtec 200Dokument2 SeitenCmci Cmci: Cemtec 200pravi3434Noch keine Bewertungen
- Ebs1 Fpfa00 Sapi SPMT 1023 d00 Fittings SpecificationDokument28 SeitenEbs1 Fpfa00 Sapi SPMT 1023 d00 Fittings SpecificationAhmedNoch keine Bewertungen
- Accepteance Test Data SheetDokument3 SeitenAccepteance Test Data SheetArdian20Noch keine Bewertungen
- Mip - Chain Va.754Dokument16 SeitenMip - Chain Va.754Jiggy JickNoch keine Bewertungen
- 39-98 - Safe Use of Lifting Machines and Lifting Tackle - 0Dokument59 Seiten39-98 - Safe Use of Lifting Machines and Lifting Tackle - 0JakesNoch keine Bewertungen
- Mobilization Schedule For EquipmentDokument1 SeiteMobilization Schedule For EquipmentTariq Khan0% (1)
- Temperature Controllers: Installation and MaintenanceDokument5 SeitenTemperature Controllers: Installation and MaintenanceJose Uriel Ortega LeonNoch keine Bewertungen
- Original: Mill Test CertificateDokument3 SeitenOriginal: Mill Test CertificateAhmad NafilulhudaNoch keine Bewertungen
- Basics of Pressure Piping For Junior EngineersDokument36 SeitenBasics of Pressure Piping For Junior Engineersتدریس زبان ESLNoch keine Bewertungen
- 206B-FF Flange Facer ManualDokument22 Seiten206B-FF Flange Facer ManualKmelt39Noch keine Bewertungen
- Welder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Dokument2 SeitenWelder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Ali TalebiNoch keine Bewertungen
- Proposed WPS For API 5LDokument1 SeiteProposed WPS For API 5LMecon HyderabadNoch keine Bewertungen
- Potable Water Thrust Blocks Construction ChecklistDokument1 SeitePotable Water Thrust Blocks Construction ChecklistJabinNoch keine Bewertungen
- Company Profile: PT. Heisei M&E EngineeringDokument2 SeitenCompany Profile: PT. Heisei M&E EngineeringAnakBawangNoch keine Bewertungen
- Method Statement For Cable Terminaton (CP3)Dokument20 SeitenMethod Statement For Cable Terminaton (CP3)Jacky TamNoch keine Bewertungen
- Weld Repair ProcedureDokument51 SeitenWeld Repair Proceduremohd as shahiddin jafriNoch keine Bewertungen
- 300 Copy Gas Cutting Daily Check ListDokument3 Seiten300 Copy Gas Cutting Daily Check ListDeepu ChandranNoch keine Bewertungen
- Saudi Aramco Inspection ChecklistDokument10 SeitenSaudi Aramco Inspection ChecklistAbdul HannanNoch keine Bewertungen
- MS For Grouting ApplicationDokument20 SeitenMS For Grouting ApplicationmarckeNoch keine Bewertungen
- Revamps Reciprocating CompressorDokument12 SeitenRevamps Reciprocating Compressorkumsan lee100% (1)
- Dimension Specification For Stub End (Flange Adapter) Design Stress 6.3 Mpa (Pe 80)Dokument4 SeitenDimension Specification For Stub End (Flange Adapter) Design Stress 6.3 Mpa (Pe 80)Helder Ferreira100% (1)
- Itp For Field Erected Tank Rev A PDF FreeDokument9 SeitenItp For Field Erected Tank Rev A PDF FreeMahmoud GaberNoch keine Bewertungen
- Hot-Rolled Steel Sheets & CoilsDokument15 SeitenHot-Rolled Steel Sheets & CoilsHatada FelipeNoch keine Bewertungen
- 1 3 Quest-Answer 2014Dokument8 Seiten1 3 Quest-Answer 2014api-246595728Noch keine Bewertungen
- Assignment of Public Speaking Section A2Dokument2 SeitenAssignment of Public Speaking Section A2Hamza KhalidNoch keine Bewertungen
- HSE Induction Training 1687407986Dokument59 SeitenHSE Induction Training 1687407986vishnuvarthanNoch keine Bewertungen
- 755th RSBDokument32 Seiten755th RSBNancy CunninghamNoch keine Bewertungen
- IAB Digital Ad Operations Certification Study Guide August 2017Dokument48 SeitenIAB Digital Ad Operations Certification Study Guide August 2017vinayakrishnaNoch keine Bewertungen
- Hirarc Form: 1. Hazard Identification 2. Risk Analysis 3. Risk ControlDokument2 SeitenHirarc Form: 1. Hazard Identification 2. Risk Analysis 3. Risk ControlQurratulain Syarifuddinzaini100% (1)
- Sona Koyo Steering Systems Limited (SKSSL) Vendor ManagementDokument21 SeitenSona Koyo Steering Systems Limited (SKSSL) Vendor ManagementSiddharth UpadhyayNoch keine Bewertungen
- Case 3 GROUP-6Dokument3 SeitenCase 3 GROUP-6Inieco RacheleNoch keine Bewertungen
- HelloDokument31 SeitenHelloShayne Dela DañosNoch keine Bewertungen
- Title: Daily Visit Report: SDL Mini - Project Academic Year 2020-21 Group ID:GB6Dokument2 SeitenTitle: Daily Visit Report: SDL Mini - Project Academic Year 2020-21 Group ID:GB6Arjuna JppNoch keine Bewertungen
- 5 Point Scale PowerpointDokument40 Seiten5 Point Scale PowerpointMíchílín Ní Threasaigh100% (1)
- G.R. No. 186450Dokument6 SeitenG.R. No. 186450Jose Gonzalo SaldajenoNoch keine Bewertungen
- EEN 203 Slide Notes Year 2018: PART I - Numbers and CodesDokument78 SeitenEEN 203 Slide Notes Year 2018: PART I - Numbers and CodesSHIVAM CHOPRANoch keine Bewertungen
- Solution Document For Link LoadBalancerDokument10 SeitenSolution Document For Link LoadBalanceraralNoch keine Bewertungen
- Orchestral Tools - The Orchestral Grands ManualDokument12 SeitenOrchestral Tools - The Orchestral Grands ManualPiotr Weisthor RóżyckiNoch keine Bewertungen
- Boylestad Circan 3ce Ch02Dokument18 SeitenBoylestad Circan 3ce Ch02sherry mughalNoch keine Bewertungen
- Posthumanism Cyborgs and Interconnected Bodies by Jon BaileyDokument59 SeitenPosthumanism Cyborgs and Interconnected Bodies by Jon BaileyDavid García MonteroNoch keine Bewertungen
- Sportex 2017Dokument108 SeitenSportex 2017AleksaE77100% (1)
- Inventory Management Final ProjectDokument65 SeitenInventory Management Final ProjectMAHESH MUTHYALANoch keine Bewertungen
- Neolms Week 1-2,2Dokument21 SeitenNeolms Week 1-2,2Kimberly Quin CanasNoch keine Bewertungen
- The Civil Mutinies of Romeo and Juliet: Glenn ClarkDokument21 SeitenThe Civil Mutinies of Romeo and Juliet: Glenn ClarkmilcahNoch keine Bewertungen
- 61 Point MeditationDokument16 Seiten61 Point MeditationVarshaSutrave100% (1)
- Mbtruck Accessories BrochureDokument69 SeitenMbtruck Accessories BrochureJoel AgbekponouNoch keine Bewertungen
- Electric Trains and Japanese Technology: Breakthrough in Japanese Railways 4Dokument9 SeitenElectric Trains and Japanese Technology: Breakthrough in Japanese Railways 4Aee TrDNoch keine Bewertungen
- Seven Seas of CommunicationDokument2 SeitenSeven Seas of Communicationraaaj500501Noch keine Bewertungen
- Pengaruh Abu Batu Sebagai Subtitusi Agregat Halus DanDokument10 SeitenPengaruh Abu Batu Sebagai Subtitusi Agregat Halus Danangela merici rianawatiNoch keine Bewertungen
- SBP Notes-1 PDFDokument7 SeitenSBP Notes-1 PDFzeeshanNoch keine Bewertungen
- Total ChangeDokument9 SeitenTotal ChangeaurennosNoch keine Bewertungen
- Apush Leq Rubric (Long Essay Question) Contextualization (1 Point)Dokument1 SeiteApush Leq Rubric (Long Essay Question) Contextualization (1 Point)Priscilla RayonNoch keine Bewertungen
- God Whose Will Is Health and Wholeness HymnDokument1 SeiteGod Whose Will Is Health and Wholeness HymnJonathanNoch keine Bewertungen