Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Abstract 2Dokument2 SeitenAbstract 2نزار خيرNoch keine Bewertungen
- Tubular Tires: Adhesives and PracticeDokument14 SeitenTubular Tires: Adhesives and PracticeDNoch keine Bewertungen
- Johnson Rajkot Elite Plus Elite WallDokument148 SeitenJohnson Rajkot Elite Plus Elite WallSiddhartha AgnihotriNoch keine Bewertungen
- Doubly Reinforced Beams: Tension and Compression Steel Both YieldingDokument24 SeitenDoubly Reinforced Beams: Tension and Compression Steel Both Yieldingمحمد بركاتNoch keine Bewertungen
- Ashrae 62-73Dokument20 SeitenAshrae 62-73Jose Luis ZIMICNoch keine Bewertungen
- Robert Sorby Pyrography ManualDokument12 SeitenRobert Sorby Pyrography ManualAnonymous Hz5fBwKmR100% (2)
- 02-Rheological Investigation of The Flotation Performance of High ClayDokument8 Seiten02-Rheological Investigation of The Flotation Performance of High Clayrolandoh1Noch keine Bewertungen
- Brochure of Dongyang RopesDokument34 SeitenBrochure of Dongyang RopesVu Duc Quang100% (1)
- MSENSE® DGA 9 Technical Data 03 2021 enDokument4 SeitenMSENSE® DGA 9 Technical Data 03 2021 enTa Huy CuongNoch keine Bewertungen
- Advances in Ethanol ReformingDokument9 SeitenAdvances in Ethanol ReformingDhrupad ParikhNoch keine Bewertungen
- Recycled Glass Utilization in Highway Construction Isaac Finkle, GRA, EITDokument25 SeitenRecycled Glass Utilization in Highway Construction Isaac Finkle, GRA, EITUsama HeneashNoch keine Bewertungen
- Canning of FoodDokument4 SeitenCanning of Foodkolita kamalNoch keine Bewertungen
- Slab Luchana Not CuteDokument5 SeitenSlab Luchana Not CuteTracy Pelarios IINoch keine Bewertungen
- Presentation On Utilities & Offsite Iffco, ParadeepDokument22 SeitenPresentation On Utilities & Offsite Iffco, ParadeepSOCRATESNoch keine Bewertungen
- Influences of Starch On Ceramic-Foam Fabrication: A Short ReviewDokument13 SeitenInfluences of Starch On Ceramic-Foam Fabrication: A Short ReviewBendaud bataborNoch keine Bewertungen
- Rubber JointDokument1 SeiteRubber JointAymen AyedNoch keine Bewertungen
- Inorganic Chemistry by PMS: OF Co-Ordination CompoundsDokument15 SeitenInorganic Chemistry by PMS: OF Co-Ordination CompoundsKumar AzadNoch keine Bewertungen
- Concrete ClothDokument20 SeitenConcrete ClothShrinivasNoch keine Bewertungen
- Lattice Vibrations and Free Electron TheoryDokument43 SeitenLattice Vibrations and Free Electron TheoryᎽᎪsh ᏒᎪj sᎥᏁᎶhNoch keine Bewertungen
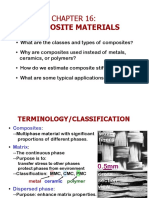
- 10 Chapter 16 Composite MaterialsDokument27 Seiten10 Chapter 16 Composite MaterialsZain FarhanNoch keine Bewertungen
- LB Aw Arc SPT - enDokument62 SeitenLB Aw Arc SPT - enWaldir Donatti JuniorNoch keine Bewertungen
- Statically Indeterminate Members (Axially Loaded Only: F F FyDokument11 SeitenStatically Indeterminate Members (Axially Loaded Only: F F FyHafiz NordinNoch keine Bewertungen
- Design of CPP Manufacturing Plant and Study Its DefectsDokument33 SeitenDesign of CPP Manufacturing Plant and Study Its DefectsAbdullah AbbasNoch keine Bewertungen
- Astm D4759Dokument7 SeitenAstm D4759EfrilaNoch keine Bewertungen
- Pru ReportDokument70 SeitenPru ReportAravind MenonNoch keine Bewertungen
- 0620 s06 Ms 3Dokument5 Seiten0620 s06 Ms 3Varun PanickerNoch keine Bewertungen
- Pages From Donald Quentin Kern - Process Heat Transfer-McGraw-Hill (1950)Dokument56 SeitenPages From Donald Quentin Kern - Process Heat Transfer-McGraw-Hill (1950)Ahmed HassanNoch keine Bewertungen
- Project Black Cotton Soil Bricks-1Dokument18 SeitenProject Black Cotton Soil Bricks-1Anusha SajjanNoch keine Bewertungen
- Encyclopedia of Polymers and CompositesDokument713 SeitenEncyclopedia of Polymers and CompositesvladoferdNoch keine Bewertungen