Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Date Company Code Bank RefDokument16 SeitenDate Company Code Bank RefSrinivas YNoch keine Bewertungen
- Project Report PDFDokument4 SeitenProject Report PDFPradeep VermaNoch keine Bewertungen
- Amerikamedi KoumudiDokument64 SeitenAmerikamedi KoumudikiranprabhaNoch keine Bewertungen
- EN8 Steel: BS970: 1955 EN8, BS970/PD970: 1970 OnwardsDokument2 SeitenEN8 Steel: BS970: 1955 EN8, BS970/PD970: 1970 OnwardsJohn MaldonadoNoch keine Bewertungen
- Costing of PipelinesDokument18 SeitenCosting of Pipelinesbjtiew100% (3)
- SS Material PropertiesDokument3 SeitenSS Material PropertiesJohn MaldonadoNoch keine Bewertungen
- Education CertificateDokument20 SeitenEducation CertificateJohn MaldonadoNoch keine Bewertungen
- SteelTubeHandbook February2012Dokument120 SeitenSteelTubeHandbook February2012Adisak AumpiemNoch keine Bewertungen
- Bibrain Engineering Systems PVTDokument2 SeitenBibrain Engineering Systems PVTJohn MaldonadoNoch keine Bewertungen
- Which Welding Process Is BestDokument3 SeitenWhich Welding Process Is BestJohn MaldonadoNoch keine Bewertungen
- Pipe Fittings PDFDokument164 SeitenPipe Fittings PDFjlvega18Noch keine Bewertungen
- Courts and ProcedureDokument6 SeitenCourts and ProcedureJohn MaldonadoNoch keine Bewertungen
- Pipe Threads ReferenceDokument2 SeitenPipe Threads Referenceபிரசன்னகுமார் ஆனந்தன்Noch keine Bewertungen
- Reliance Gold Saving Fund20122013Dokument36 SeitenReliance Gold Saving Fund20122013John MaldonadoNoch keine Bewertungen
- Plug FlowDokument2 SeitenPlug FlowJohn MaldonadoNoch keine Bewertungen
- Plug FlowDokument2 SeitenPlug FlowJohn MaldonadoNoch keine Bewertungen
- SteelTubeHandbook February2012Dokument120 SeitenSteelTubeHandbook February2012Adisak AumpiemNoch keine Bewertungen
- Manufacturing Head Types for Pressure Vessels and TanksDokument6 SeitenManufacturing Head Types for Pressure Vessels and TanksJohn MaldonadoNoch keine Bewertungen
- Vastu GuidelinesDokument6 SeitenVastu GuidelinesBalasubrmaniyanNoch keine Bewertungen
- Government of India, Ministry of Railways Railway Recruitment BoardsDokument14 SeitenGovernment of India, Ministry of Railways Railway Recruitment BoardsSaranya SumiNoch keine Bewertungen
- Learn Smart Plant 3dDokument9 SeitenLearn Smart Plant 3dJohn MaldonadoNoch keine Bewertungen
- TE Final Version 2.10 IndiaDokument47 SeitenTE Final Version 2.10 IndiaJohn MaldonadoNoch keine Bewertungen
- Piping Engineer Resume SampleDokument3 SeitenPiping Engineer Resume SamplePradeep WalaweNoch keine Bewertungen
- Traffic SignsDokument14 SeitenTraffic SignsJohn MaldonadoNoch keine Bewertungen
- Higher Algebra - Hall & KnightDokument593 SeitenHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Click Here For More Information On MicrosoftDokument17 SeitenClick Here For More Information On MicrosoftJohn MaldonadoNoch keine Bewertungen
- 235011Dokument52 Seiten235011John MaldonadoNoch keine Bewertungen
- 235011Dokument52 Seiten235011John MaldonadoNoch keine Bewertungen
- 810586Dokument11 Seiten810586John MaldonadoNoch keine Bewertungen
- Engineeringexperv 00000 I 00146Dokument60 SeitenEngineeringexperv 00000 I 00146LALENoch keine Bewertungen
- Communication in AfricaDokument5 SeitenCommunication in AfricaJaque TornneNoch keine Bewertungen
- Calculation Procedure, Low-Finned Tubes: Exxon EngineeringDokument56 SeitenCalculation Procedure, Low-Finned Tubes: Exxon Engineeringvin ssNoch keine Bewertungen
- BS en 50160 2007Dokument24 SeitenBS en 50160 2007Pepe Eulogio OrtízNoch keine Bewertungen
- II B.Tech II Semester Regular Examinations, Apr/May 2007 Chemical Engineering Thermodynamics-IDokument7 SeitenII B.Tech II Semester Regular Examinations, Apr/May 2007 Chemical Engineering Thermodynamics-IrajaraghuramvarmaNoch keine Bewertungen
- History Gelatin DryingDokument3 SeitenHistory Gelatin DryingLe Thi Kim KhanhNoch keine Bewertungen
- Abrasive Cleaning SystemDokument4 SeitenAbrasive Cleaning SystemSulfikar SalimNoch keine Bewertungen
- Tablet ToolingDokument51 SeitenTablet ToolingDr. Muhammad Imran Khan100% (2)
- Equifax Aftermath NotesDokument2 SeitenEquifax Aftermath Notesnope123nopeNoch keine Bewertungen
- Torque ValuesDokument1 SeiteTorque ValuesfadhlidzilNoch keine Bewertungen
- User Home - MoneyEasilyDokument1 SeiteUser Home - MoneyEasilyEbenezer NyantakyiNoch keine Bewertungen
- Tesla CSRDokument15 SeitenTesla CSRM.Bhaskar0% (1)
- Acp 400020180910102625Dokument2 SeitenAcp 400020180910102625Sofyan Andika YusufNoch keine Bewertungen
- VAHAN SERVICE - User ManualDokument30 SeitenVAHAN SERVICE - User ManualGURBACHAN SINGH ChouhanNoch keine Bewertungen
- ExMED Debrief 2019Dokument16 SeitenExMED Debrief 2019Hamilton WintersNoch keine Bewertungen
- Basic Functions of A Computer SystemDokument3 SeitenBasic Functions of A Computer SystemAlanlovely Arazaampong AmosNoch keine Bewertungen
- New Components Help Prevent Air Leaks in Improved Fuel Ratio Control Groups (1278)Dokument3 SeitenNew Components Help Prevent Air Leaks in Improved Fuel Ratio Control Groups (1278)TASHKEELNoch keine Bewertungen
- CCNA - Exploration Network Fundamentals - ENetwork Practice Final ExamDokument26 SeitenCCNA - Exploration Network Fundamentals - ENetwork Practice Final Exambrone8Noch keine Bewertungen
- PDF 7758Dokument2 SeitenPDF 7758José Antônio CardosoNoch keine Bewertungen
- Gta Namaste America Cheat CodesDokument4 SeitenGta Namaste America Cheat CodesGaurav PathakNoch keine Bewertungen
- SM-800.11 TypeM Plus ValvesDokument13 SeitenSM-800.11 TypeM Plus ValvesAdel AhmedNoch keine Bewertungen
- Mario Stifano Graphic Designer CVDokument1 SeiteMario Stifano Graphic Designer CVmariostifanoNoch keine Bewertungen
- Parts List CMX1402Dokument36 SeitenParts List CMX1402Jayden BarnesNoch keine Bewertungen
- CTLS Interface Developers GuideDokument242 SeitenCTLS Interface Developers GuideLucas Pires SimãoNoch keine Bewertungen
- Gas LiftDokument35 SeitenGas LiftHìnhxămNơigóckhuấtTimAnh100% (1)
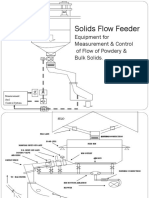
- Solids Flow Feeder Equipment for Precise Measurement & ControlDokument7 SeitenSolids Flow Feeder Equipment for Precise Measurement & ControlAbhishek DuttaNoch keine Bewertungen
- MG585 Set Up and Service ManualDokument16 SeitenMG585 Set Up and Service Manualoscar albertoNoch keine Bewertungen
- Ansaldo Thomassen - Flexible Service Agreements (2014)Dokument4 SeitenAnsaldo Thomassen - Flexible Service Agreements (2014)guerrezNoch keine Bewertungen