Das könnte Ihnen auch gefallen
- Matériaux Métalliques 2ème ÉditionDokument880 SeitenMatériaux Métalliques 2ème Éditioncherqui100% (1)
- Description Du Procédé de La Fabrication de Faïence: Spécialité: Génie Des ProcédésDokument19 SeitenDescription Du Procédé de La Fabrication de Faïence: Spécialité: Génie Des ProcédésNouhaila RadadiNoch keine Bewertungen
- 1a Formation EmboutDokument69 Seiten1a Formation EmboutAmina RaouyNoch keine Bewertungen
- Modélisation 3D de La Prothèse Totale de Hanche (PTH) Cas de Couple de Frottement (Alumine/Alumine)Dokument5 SeitenModélisation 3D de La Prothèse Totale de Hanche (PTH) Cas de Couple de Frottement (Alumine/Alumine)Meddour BelkacemNoch keine Bewertungen
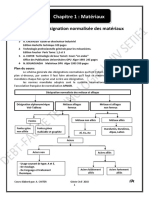
- Chapitre 1 - Matériaux PDFDokument9 SeitenChapitre 1 - Matériaux PDFtabibkarimNoch keine Bewertungen
- E4 Bts Fonderie 2019 Partie 2 Dossier CorrigeDokument10 SeitenE4 Bts Fonderie 2019 Partie 2 Dossier Corrigetabibkarim100% (1)
- Cubilot Article-de-Fonderie-magazine-Article-de-Fonderie-magazine-novembre-2010Dokument11 SeitenCubilot Article-de-Fonderie-magazine-Article-de-Fonderie-magazine-novembre-2010beey2001Noch keine Bewertungen
- Rapport Robotique - Google DocsDokument12 SeitenRapport Robotique - Google DocsMolka Jazi0% (1)
- procAdAs de Fabrication-Moulage-1 PDFDokument77 SeitenprocAdAs de Fabrication-Moulage-1 PDFMZX YTNoch keine Bewertungen
- Bilan Energétique Sur Un Echangeur de ChaleurDokument6 SeitenBilan Energétique Sur Un Echangeur de ChaleurYasmine HammamiNoch keine Bewertungen
- Cours - Calcul en Fonderie - 2021-2022Dokument93 SeitenCours - Calcul en Fonderie - 2021-2022chaymae amarNoch keine Bewertungen
- Mines, Iron Works and Domains of The Romanian Government at Hunedoara 1928Dokument43 SeitenMines, Iron Works and Domains of The Romanian Government at Hunedoara 1928Rudolf HanzelikNoch keine Bewertungen
- Cours 3ST 2022 OptimizedDokument182 SeitenCours 3ST 2022 OptimizedFoued MZALINoch keine Bewertungen
- Aciéries: Évolution Des ProcédésDokument12 SeitenAciéries: Évolution Des ProcédésmikabtpNoch keine Bewertungen
- QST de CoursDokument4 SeitenQST de CoursTita MokNoch keine Bewertungen
- CCM Fr-Ang 2000-07Dokument36 SeitenCCM Fr-Ang 2000-07ghrairi100% (1)
- Défauts BramesDokument3 SeitenDéfauts Brameskarim100% (2)
- Le Soudage MigDokument3 SeitenLe Soudage MigAtallah HichemNoch keine Bewertungen
- TP6 FonderieDokument7 SeitenTP6 FonderieAmeni KhaledNoch keine Bewertungen
- CVDokument1 SeiteCVLaurent MorinNoch keine Bewertungen
- TierceDokument191 SeitenTierceSaad ElfalahNoch keine Bewertungen
- Moulageparinjection4pdf 140127134247 Phpapp02Dokument10 SeitenMoulageparinjection4pdf 140127134247 Phpapp02TTaddictNoch keine Bewertungen
- Défaut FonderieDokument2 SeitenDéfaut FonderieWalid NASRINoch keine Bewertungen
- Ch1 - Moulage Des Matu00E9riaux Mu00E9talliquesDokument22 SeitenCh1 - Moulage Des Matu00E9riaux Mu00E9talliquesYounes KaderNoch keine Bewertungen
- Le Formage ParDokument66 SeitenLe Formage ParHamada HamadaNoch keine Bewertungen
- Mémoire FinaleDokument86 SeitenMémoire Finalemaian sajaNoch keine Bewertungen
- Elaboration Des AciersDokument13 SeitenElaboration Des AciersSimo Magri100% (1)
- Cat2 TIGDokument41 SeitenCat2 TIGH_DEBIANENoch keine Bewertungen
- Fabri2-Pajean Fabrication Verre CreuxDokument6 SeitenFabri2-Pajean Fabrication Verre Creuxraly2100% (1)
- Le Matricage EnsDokument11 SeitenLe Matricage EnsMayouMohAmedNoch keine Bewertungen
- Examen M1CMM20192020 - 2 CorrectionDokument1 SeiteExamen M1CMM20192020 - 2 CorrectionAnes MeraziNoch keine Bewertungen
- Feuillard30 Extrusion PDFDokument8 SeitenFeuillard30 Extrusion PDFAbdelaziz EssalehiNoch keine Bewertungen
- HHHFHDokument45 SeitenHHHFHKhaled GammoudiNoch keine Bewertungen
- Distorsion de SoudageDokument42 SeitenDistorsion de SoudageFrançois QuirionNoch keine Bewertungen
- Spare Parts KZ 2022Dokument41 SeitenSpare Parts KZ 2022Marcos MarcosNoch keine Bewertungen
- Catalogue Aciers Euracier 2017Dokument52 SeitenCatalogue Aciers Euracier 2017Arpad SzeriNoch keine Bewertungen
- Controle GM + CorrectionDokument3 SeitenControle GM + CorrectionInass Hadda100% (1)
- Menuiserie Metallique - Documentation Technique - PROLIANSDokument12 SeitenMenuiserie Metallique - Documentation Technique - PROLIANSLabriss LabrissNoch keine Bewertungen
- Formation AFOREST Coulée Continue ProgrammeDokument14 SeitenFormation AFOREST Coulée Continue ProgrammeYassine ZamzamiNoch keine Bewertungen
- These Benoit Revil-BaudardDokument247 SeitenThese Benoit Revil-Baudardnesrine10Noch keine Bewertungen
- Chapitre Quatre 2022Dokument31 SeitenChapitre Quatre 2022Raniya TebbalNoch keine Bewertungen
- Les CouvertsDokument25 SeitenLes CouvertsginseiNoch keine Bewertungen
- La CeramicDokument2 SeitenLa CeramicAicha Ait TiziNoch keine Bewertungen
- Frittage CéramiqueDokument14 SeitenFrittage CéramiqueFatiha ElfarganyNoch keine Bewertungen
- Initiation À La Fonderie 1ère AnnéeDokument35 SeitenInitiation À La Fonderie 1ère Annéeyazid100% (2)
- Cours Fonderie L2 GMP241Dokument7 SeitenCours Fonderie L2 GMP241beey2001100% (1)
- 9539 Fonderie en Sable Du Modele La Piece EnspsDokument8 Seiten9539 Fonderie en Sable Du Modele La Piece Enspsabdeljalil elbadrNoch keine Bewertungen
- Ti - M4532 - Aciers Pour Traitements Thermiques - Mise en Oeuvre - G - MURRYDokument14 SeitenTi - M4532 - Aciers Pour Traitements Thermiques - Mise en Oeuvre - G - MURRYJean Paul WeilerNoch keine Bewertungen
- Mise en Forme Des Matériaux Par ForgeageDokument45 SeitenMise en Forme Des Matériaux Par ForgeageMohamed ATOUFINoch keine Bewertungen
- Extrait 42463210 PDFDokument109 SeitenExtrait 42463210 PDFmoha GCNoch keine Bewertungen
- 07 CPT 05 LiaisonPivotRoulements Application 02Dokument3 Seiten07 CPT 05 LiaisonPivotRoulements Application 02Anthony MayNoch keine Bewertungen
- Belahssen OkbaDokument125 SeitenBelahssen OkbaMR-RobensHeroNoch keine Bewertungen
- Fiche Matériaux Acier InoxDokument2 SeitenFiche Matériaux Acier InoxmehdiNoch keine Bewertungen
- Spit - Fixation MecaniqueDokument27 SeitenSpit - Fixation MecaniqueMaxime LebrumanNoch keine Bewertungen
- Le Principe de Fabrication de L'acierDokument3 SeitenLe Principe de Fabrication de L'acieramirmirNoch keine Bewertungen
- Ad318959 V1Dokument9 SeitenAd318959 V1El Mehdi EchebbaNoch keine Bewertungen
- Specifications Moules FRDokument79 SeitenSpecifications Moules FRHafsa Reigns AsmaNoch keine Bewertungen
- OL37Dokument3 SeitenOL37Rogo CatalinNoch keine Bewertungen
- Buse TKN-FT-v2Dokument4 SeitenBuse TKN-FT-v2wadiiNoch keine Bewertungen
- Brevet de Technicien Supérieur Fonderie: Coefficient 4 - Durée 6 HeuresDokument35 SeitenBrevet de Technicien Supérieur Fonderie: Coefficient 4 - Durée 6 HeuresTom DuvalNoch keine Bewertungen
- Maths CepDokument20 SeitenMaths CepGuezo Mevo Charles100% (1)
- SimplexDokument3 SeitenSimplexHouda BourimechNoch keine Bewertungen
- Histoire Des Arts de Rombas - La Nuit Étoilée, Vincent Van GoghDokument4 SeitenHistoire Des Arts de Rombas - La Nuit Étoilée, Vincent Van GoghtabibkarimNoch keine Bewertungen
- 4 - HA Vincent VAN GOGH La Nuit Étoilée (1889) en Cours - Le Fil de LaureDokument5 Seiten4 - HA Vincent VAN GOGH La Nuit Étoilée (1889) en Cours - Le Fil de LauretabibkarimNoch keine Bewertungen
- Propriétés Mécaniques en TractionDokument38 SeitenPropriétés Mécaniques en TractiontabibkarimNoch keine Bewertungen
- SDM CoursDokument65 SeitenSDM CourstabibkarimNoch keine Bewertungen
- SANITASDokument174 SeitenSANITAStabibkarimNoch keine Bewertungen
- Ams Brochure For E-CatalogueDokument84 SeitenAms Brochure For E-CataloguetabibkarimNoch keine Bewertungen
- Chihab+belkacem TP RABEHIDokument7 SeitenChihab+belkacem TP RABEHIbouhebl chihabNoch keine Bewertungen
- Carburants Document de LectureDokument56 SeitenCarburants Document de LecturebeyNoch keine Bewertungen
- Rapport D'exposé La Gestion Des Déchets Liquides.: Réalisé ParDokument15 SeitenRapport D'exposé La Gestion Des Déchets Liquides.: Réalisé ParAbderrahim AzarkanNoch keine Bewertungen
- Exo 54 - Dosage Acide Benzoique EDokument2 SeitenExo 54 - Dosage Acide Benzoique EislameilhamiNoch keine Bewertungen
- FT Mopur3 FRDokument9 SeitenFT Mopur3 FRMiangaly ChriiNoch keine Bewertungen
- 6 Chapitre 5Dokument25 Seiten6 Chapitre 5Mohamed LeoNoch keine Bewertungen
- Piles Electrochimiques PDFDokument12 SeitenPiles Electrochimiques PDFAzizElheni100% (1)
- AmidonDokument9 SeitenAmidonchristopheNoch keine Bewertungen
- Compax EquipementDokument3 SeitenCompax EquipementSteve Alain Onana DangNoch keine Bewertungen
- Sika Carbodur SDokument5 SeitenSika Carbodur SFokou Nimpa Martial RaoulNoch keine Bewertungen
- Cours 4 - Le NoyauDokument9 SeitenCours 4 - Le Noyaumanuelakouadio405Noch keine Bewertungen
- Cours 17-ProteinesEnzymes Etudiants2Dokument10 SeitenCours 17-ProteinesEnzymes Etudiants2Cita CitaNoch keine Bewertungen
- Chapitre III Champ CristallinDokument9 SeitenChapitre III Champ Cristallinعبد الصمد بوالعيشNoch keine Bewertungen
- TP Chimie S1Dokument58 SeitenTP Chimie S1François Adolphe50% (2)
- 01 - Les Cinq Synthese de DMCDokument227 Seiten01 - Les Cinq Synthese de DMCChërchěf DjămiīlåNoch keine Bewertungen
- THESE Nouh AARABDokument183 SeitenTHESE Nouh AARABaissa ambarkiNoch keine Bewertungen
- Sables de Moulage - TsaucrayDokument4 SeitenSables de Moulage - TsaucrayTriki BilelNoch keine Bewertungen
- HUG - Tableau Médicaments Qui Peuvent Être Coupés Et/ou Écrasés HUGDokument45 SeitenHUG - Tableau Médicaments Qui Peuvent Être Coupés Et/ou Écrasés HUGAurum100% (1)
- Evaluation Du Premier SemestreDokument4 SeitenEvaluation Du Premier SemestrekathyNoch keine Bewertungen
- Aquap SNCTDokument22 SeitenAquap SNCTRobertBostanNoch keine Bewertungen
- Cour ÉconomieDokument16 SeitenCour Économieyoung Osi237Noch keine Bewertungen
- Chromatographie Et Spectroscopie de MasseDokument18 SeitenChromatographie Et Spectroscopie de MasseWalid AbouloifaNoch keine Bewertungen
- Directives Environnementales, Sanitaires Et Sécuritaires Pour L'exploitation Du Pétrole Et Du Gaz en Mer (Offshore)Dokument30 SeitenDirectives Environnementales, Sanitaires Et Sécuritaires Pour L'exploitation Du Pétrole Et Du Gaz en Mer (Offshore)julienfolquetNoch keine Bewertungen
- 4 - Propriétés Physiques Du Sol2Dokument15 Seiten4 - Propriétés Physiques Du Sol2isaouahNoch keine Bewertungen