Das könnte Ihnen auch gefallen
- Understanding Infrared Thermography Reading 6 (PDFDrive) PDFDokument510 SeitenUnderstanding Infrared Thermography Reading 6 (PDFDrive) PDFINDRAJIT SAONoch keine Bewertungen
- Action Plan Sars-Cov 19: MANDATORY Else We Cannot Monitor Who Is Sick and Who Is Not!Dokument1 SeiteAction Plan Sars-Cov 19: MANDATORY Else We Cannot Monitor Who Is Sick and Who Is Not!INDRAJIT SAONoch keine Bewertungen
- V-Imp - USA-Diagonostics Important PaperDokument81 SeitenV-Imp - USA-Diagonostics Important PaperINDRAJIT SAONoch keine Bewertungen
- Three Common Mistakes in LubricationDokument11 SeitenThree Common Mistakes in LubricationINDRAJIT SAONoch keine Bewertungen
- Estad-Jsi 2014Dokument3 SeitenEstad-Jsi 2014INDRAJIT SAONoch keine Bewertungen
- Tags and Labels Billet MarkingDokument2 SeitenTags and Labels Billet MarkingINDRAJIT SAONoch keine Bewertungen
- A Practical Approach For Evaluating Oil Analysis Results With Limit ValuesDokument12 SeitenA Practical Approach For Evaluating Oil Analysis Results With Limit ValuesINDRAJIT SAONoch keine Bewertungen
- Kaizen TrainingDokument5 SeitenKaizen TrainingINDRAJIT SAONoch keine Bewertungen
- Coke Making in Byproduct Coke Oven Batteries - e Plant MaintenanceDokument13 SeitenCoke Making in Byproduct Coke Oven Batteries - e Plant MaintenanceINDRAJIT SAO0% (1)
- Billet MarkerDokument4 SeitenBillet MarkerINDRAJIT SAONoch keine Bewertungen
- NASA - Safety For Oxygen Systems GuidelinesDokument288 SeitenNASA - Safety For Oxygen Systems GuidelinesINDRAJIT SAO100% (1)
- Ox Ygen System Safety: ScopeDokument4 SeitenOx Ygen System Safety: ScopeINDRAJIT SAONoch keine Bewertungen
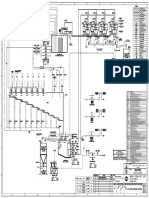
- Ash Handling P&IDDokument1 SeiteAsh Handling P&IDINDRAJIT SAONoch keine Bewertungen
- Hiller DECANTERDokument4 SeitenHiller DECANTERINDRAJIT SAO100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Audit Certificate: (On Chartered Accountant Firm's Letter Head)Dokument3 SeitenAudit Certificate: (On Chartered Accountant Firm's Letter Head)manjeet mishraNoch keine Bewertungen
- Aluminium Extrusion Industry in IndiaDokument3 SeitenAluminium Extrusion Industry in Indiakalan45Noch keine Bewertungen
- Fracture and FatigueDokument15 SeitenFracture and FatigueZou JiaweiNoch keine Bewertungen
- TT Class XII PDFDokument96 SeitenTT Class XII PDFUday Beer100% (2)
- 9.admin Rosal Vs ComelecDokument4 Seiten9.admin Rosal Vs Comelecmichelle zatarainNoch keine Bewertungen
- Product Guide TrioDokument32 SeitenProduct Guide Triomarcosandia1974Noch keine Bewertungen
- CRC Implementation Code in CDokument14 SeitenCRC Implementation Code in CAtul VermaNoch keine Bewertungen
- EE1000 DC Networks Problem SetDokument7 SeitenEE1000 DC Networks Problem SetAmit DipankarNoch keine Bewertungen
- Service Manual Lumenis Pulse 30HDokument99 SeitenService Manual Lumenis Pulse 30HNodir AkhundjanovNoch keine Bewertungen
- Marley Product Catalogue Brochure Grease TrapsDokument1 SeiteMarley Product Catalogue Brochure Grease TrapsKushalKallychurnNoch keine Bewertungen
- Computer System Architecture: Pamantasan NG CabuyaoDokument12 SeitenComputer System Architecture: Pamantasan NG CabuyaoBien MedinaNoch keine Bewertungen
- CEA 4.0 2022 - Current Draft AgendaDokument10 SeitenCEA 4.0 2022 - Current Draft AgendaThi TranNoch keine Bewertungen
- PartitionDokument5 SeitenPartitionKotagiri AravindNoch keine Bewertungen
- Introduction To Wireless and Mobile Systems 4th Edition Agrawal Solutions ManualDokument12 SeitenIntroduction To Wireless and Mobile Systems 4th Edition Agrawal Solutions Manualethelbertsangffz100% (34)
- Lexington School District Two Return To School GuideDokument20 SeitenLexington School District Two Return To School GuideWLTXNoch keine Bewertungen
- Mounting BearingDokument4 SeitenMounting Bearingoka100% (1)
- BreezeAIR 8000 Data SheetDokument2 SeitenBreezeAIR 8000 Data Sheetalfasukarno100% (1)
- T3A-T3L Servo DriverDokument49 SeitenT3A-T3L Servo DriverRodrigo Salazar71% (7)
- Types of MemoryDokument3 SeitenTypes of MemoryVenkatareddy Mula0% (1)
- Between:-Mr. Pedro Jose de Vasconcelos, of Address 14 CrombieDokument2 SeitenBetween:-Mr. Pedro Jose de Vasconcelos, of Address 14 Crombiednd offiNoch keine Bewertungen
- 950 MW Coal Fired Power Plant DesignDokument78 Seiten950 MW Coal Fired Power Plant DesignJohn Paul Coñge Ramos0% (1)
- Stock Prediction SynopsisDokument3 SeitenStock Prediction SynopsisPiyushPurohitNoch keine Bewertungen
- Brochure 2017Dokument44 SeitenBrochure 2017bibiana8593Noch keine Bewertungen
- Question Paper: Hygiene, Health and SafetyDokument2 SeitenQuestion Paper: Hygiene, Health and Safetywf4sr4rNoch keine Bewertungen
- SH210 5 SERVCE CD PDF Pages 1 33Dokument33 SeitenSH210 5 SERVCE CD PDF Pages 1 33Em sulistio87% (23)
- SDFGHJKL ÑDokument2 SeitenSDFGHJKL ÑAlexis CaluñaNoch keine Bewertungen
- SMK Techno ProjectDokument36 SeitenSMK Techno Projectpraburaj619Noch keine Bewertungen
- STM Series Solar ControllerDokument2 SeitenSTM Series Solar ControllerFaris KedirNoch keine Bewertungen
- TQM BisleriDokument27 SeitenTQM BisleriDishank ShahNoch keine Bewertungen
- C Sharp Logical TestDokument6 SeitenC Sharp Logical TestBogor0251Noch keine Bewertungen