Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Deformation Modulus of Rock MassesDokument19 SeitenThe Deformation Modulus of Rock Massesgandha syah putraNoch keine Bewertungen
- Earth InductorDokument28 SeitenEarth InductorKhan AaghaNoch keine Bewertungen
- Exo-Glove: A Soft Wearable Robot For The Hand With A Soft Tendon Routing SystemDokument9 SeitenExo-Glove: A Soft Wearable Robot For The Hand With A Soft Tendon Routing SystemAtm MarinaNoch keine Bewertungen
- Waterfront Seismic Survey ReportDokument39 SeitenWaterfront Seismic Survey ReportVis CharoonvisNoch keine Bewertungen
- BIO 120 Exer 7Dokument4 SeitenBIO 120 Exer 7Asi Jen100% (1)
- Magnetic Force Lesson PlanDokument3 SeitenMagnetic Force Lesson PlanJonna VillegasNoch keine Bewertungen
- Chapter 8: Beam Analysis and Cross SectionsDokument17 SeitenChapter 8: Beam Analysis and Cross SectionsShital ChaudhariNoch keine Bewertungen
- Seismic InversionDokument152 SeitenSeismic Inversionhamo1984100% (4)
- Chem Post LabDokument10 SeitenChem Post Labki8mNoch keine Bewertungen
- Water 11 00773 PDFDokument17 SeitenWater 11 00773 PDFSaga MursalNoch keine Bewertungen
- Physics PresentationDokument10 SeitenPhysics PresentationElisa Djuwita PoeraatmadjaNoch keine Bewertungen
- DPH CatologoDokument137 SeitenDPH CatologoElmer Lagua Malpaso100% (3)
- Iso 76 Rolling BearingsDokument14 SeitenIso 76 Rolling BearingsSezgin Bayrak50% (2)
- Pipeline Buckling Caused by Axial LoadsDokument9 SeitenPipeline Buckling Caused by Axial LoadsAdebanjo TomisinNoch keine Bewertungen
- Acids and BasesDokument13 SeitenAcids and BasesJacqueline Reyes100% (1)
- Civil-Iii-Surveying-I 10CV34 - Notes PDFDokument105 SeitenCivil-Iii-Surveying-I 10CV34 - Notes PDFAS Animesh Sinha84% (25)
- KKS Keys PDFDokument381 SeitenKKS Keys PDFJonathan Alexi Molina Roa100% (1)
- L16 17 Shell StructuresDokument128 SeitenL16 17 Shell StructuresAnand Thomas100% (1)
- A Four-Quadrant Thrust Estimation Scheme Based On Chebyshev Fit and Experiment of Ship Model, 148TOMEJDokument7 SeitenA Four-Quadrant Thrust Estimation Scheme Based On Chebyshev Fit and Experiment of Ship Model, 148TOMEJcupidkhhNoch keine Bewertungen
- 22oct201507104927 Pavan D Tikate - App 1490-1495Dokument7 Seiten22oct201507104927 Pavan D Tikate - App 1490-1495rajinder_hpiphNoch keine Bewertungen
- IS4866Dokument11 SeitenIS4866Godwin Manuel SNoch keine Bewertungen
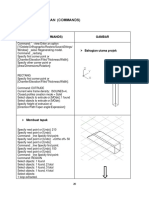
- ARAHANDokument9 SeitenARAHANSanjana AnjaNoch keine Bewertungen
- LumefantrineArtemetherTablets Non Us MonographDokument3 SeitenLumefantrineArtemetherTablets Non Us Monographnkszone85% (13)
- Lesson Plan-Lab 1Dokument2 SeitenLesson Plan-Lab 1api-299663957Noch keine Bewertungen
- MATE 280 Characterization of Powders and Porous MaterialsDokument65 SeitenMATE 280 Characterization of Powders and Porous MaterialsAnissa Adiwena100% (1)
- Project Poster Nakshatra - For RahulDokument1 SeiteProject Poster Nakshatra - For RahulRahul_Ravindra_2899Noch keine Bewertungen
- AstronomyDokument158 SeitenAstronomyBeyondlessNoch keine Bewertungen
- Partial Fraction DecompositionDokument8 SeitenPartial Fraction DecompositionEddie WinterNoch keine Bewertungen
- Lecture 2: Continuation of EquilibriaDokument10 SeitenLecture 2: Continuation of Equilibria周沛恩Noch keine Bewertungen
- As 6 Control Charts For AttributesDokument32 SeitenAs 6 Control Charts For AttributesRoque Estrada100% (1)