Das könnte Ihnen auch gefallen
- Igualación y preparación de superficies. TMVL0509Von EverandIgualación y preparación de superficies. TMVL0509Bewertung: 3.5 von 5 Sternen3.5/5 (3)
- Diseño de utillajes, matricería y prototipado con SolidWorksVon EverandDiseño de utillajes, matricería y prototipado con SolidWorksBewertung: 3 von 5 Sternen3/5 (1)
- Secretos Del Perfecto Actor de TeatroDokument46 SeitenSecretos Del Perfecto Actor de TeatroJosue Manuel Rodriguez del ValleNoch keine Bewertungen
- Manual TankDokument31 SeitenManual TankRaymundo Maldonado Alvarez100% (1)
- Capacitación para ConductoresDokument11 SeitenCapacitación para ConductoresJames Alexander50% (2)
- Componentes de Los Sistemas AutomatizadosDokument11 SeitenComponentes de Los Sistemas AutomatizadosWilmer Sayas LidueñasNoch keine Bewertungen
- Técnicas de Intervención Psicológica Del Adulto Mayor para El Abordaje Biopsicosocial.Dokument12 SeitenTécnicas de Intervención Psicológica Del Adulto Mayor para El Abordaje Biopsicosocial.Mariam Espinoza100% (2)
- Diseño y análisis de tanques de almacenamiento atmosférico mediante API-650 y Tank 2.55Dokument31 SeitenDiseño y análisis de tanques de almacenamiento atmosférico mediante API-650 y Tank 2.55Luis Marcio Avendaño100% (1)
- Compactadora de Viruta MetalicaDokument37 SeitenCompactadora de Viruta MetalicaPedro Cueva CalderonNoch keine Bewertungen
- Ejercicio de Automatización Con Fluidsim y CodesysDokument16 SeitenEjercicio de Automatización Con Fluidsim y CodesysBRYAN FERNANDO CARVAJAL TORRESNoch keine Bewertungen
- Evaluación Semana 5 Introducción en Los Procesos Industriales.Dokument6 SeitenEvaluación Semana 5 Introducción en Los Procesos Industriales.Leonardo Carrasco100% (2)
- Proyecto EmpresarialDokument17 SeitenProyecto EmpresarialgenovevasuingNoch keine Bewertungen
- Hoja de Seguridad Pinturas A Base de AguaDokument5 SeitenHoja de Seguridad Pinturas A Base de AguaNESTOR RAUL BERGANO HERRERA100% (1)
- Prueba de Lenguaje Quinto Básico InfografíasDokument6 SeitenPrueba de Lenguaje Quinto Básico InfografíasMichael Pinilla Cid100% (3)
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Informe InventorDokument14 SeitenInforme InventorHenry Daniel VerdugoNoch keine Bewertungen
- Taller 3 II - 2021 Planeación de La Capacidad (1) (Recuperado)Dokument8 SeitenTaller 3 II - 2021 Planeación de La Capacidad (1) (Recuperado)Fernando NavarreteNoch keine Bewertungen
- Investigación de Operaciones IDokument8 SeitenInvestigación de Operaciones IValdarrago Valdarrago El ÑanoNoch keine Bewertungen
- Método de transporte y asignación en programación linealDokument9 SeitenMétodo de transporte y asignación en programación linealOmar Felipe Becerra OcampoNoch keine Bewertungen
- Arbieto Jackson Trabajo Suficiencia 2017Dokument73 SeitenArbieto Jackson Trabajo Suficiencia 2017martinNoch keine Bewertungen
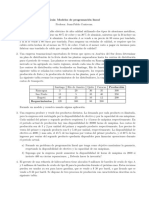
- Guia ModelosDokument9 SeitenGuia ModelosJuan Pablo Contreras FernándezNoch keine Bewertungen
- Propuesta de Proyecto Algebra LinealDokument11 SeitenPropuesta de Proyecto Algebra LinealDIEGO ALEJANDRO PARRALES DIAZNoch keine Bewertungen
- 2primera Practica de INGENIERÍA de PLANTAS Llave 2015Dokument5 Seiten2primera Practica de INGENIERÍA de PLANTAS Llave 2015Denis Benavente RiverosNoch keine Bewertungen
- Diseño y Construcción de Una Máquina para La Tintura de Tops de Lana2Dokument10 SeitenDiseño y Construcción de Una Máquina para La Tintura de Tops de Lana2masinieduardo3Noch keine Bewertungen
- Diseño de Reactores y Procesos-MoliendaDokument25 SeitenDiseño de Reactores y Procesos-MoliendaJesus Shiru Bellido CalsinaNoch keine Bewertungen
- Paper - Sistemas de Automatización IndustrialDokument9 SeitenPaper - Sistemas de Automatización IndustrialAntony Adauto SaenzNoch keine Bewertungen
- CABINADokument10 SeitenCABINAmarceloNoch keine Bewertungen
- Lavadora de HortalizasDokument8 SeitenLavadora de HortalizascarlosyesoNoch keine Bewertungen
- Practica1 Enunciado 2022-1Dokument2 SeitenPractica1 Enunciado 2022-1Jhean GarciaNoch keine Bewertungen
- TallerSWAIO V8iDokument157 SeitenTallerSWAIO V8iLinolas CruzadoNoch keine Bewertungen
- Practica Huaman Martel SoniaDokument9 SeitenPractica Huaman Martel Soniasonia huamán martelNoch keine Bewertungen
- Proyecto Sistema Bombeo Melaza 1Dokument13 SeitenProyecto Sistema Bombeo Melaza 1Cristhian Garcia LopezNoch keine Bewertungen
- Practica de Modelamiento UIGV PDFDokument2 SeitenPractica de Modelamiento UIGV PDFGilberto CamposNoch keine Bewertungen
- MonografiaDokument44 SeitenMonografiaGelasio VegaNoch keine Bewertungen
- Perfil ChinoDokument12 SeitenPerfil ChinoGiovanna Sandoval IriarteNoch keine Bewertungen
- Eval Parcial Proyectos Primer Parcial G1Dokument6 SeitenEval Parcial Proyectos Primer Parcial G1LIDER YOEL CASTILLO LABANNoch keine Bewertungen
- 2primera Practica MueblesDokument5 Seiten2primera Practica MueblesDenis Benavente RiverosNoch keine Bewertungen
- REPORTE DE PRACTICA 4. Calculo de Nuemero Ocupacion de Cavidades en El MoldeDokument10 SeitenREPORTE DE PRACTICA 4. Calculo de Nuemero Ocupacion de Cavidades en El MoldeIrvinNoch keine Bewertungen
- Proyecto Entregable No. 1Dokument6 SeitenProyecto Entregable No. 1Tony BautistaNoch keine Bewertungen
- Dimensionamiento EmpresaDokument15 SeitenDimensionamiento EmpresaMaicol VinuezaNoch keine Bewertungen
- Maquina Aceite de CocoDokument10 SeitenMaquina Aceite de CocoCristian Cordoba100% (1)
- Entregables Del Proyecto de AutomatizaciónDokument7 SeitenEntregables Del Proyecto de AutomatizaciónLUIS FELIPE MUÑOZ PRIETONoch keine Bewertungen
- Ci 36717Dokument11 SeitenCi 36717Juan Crlos Velasquez V.Noch keine Bewertungen
- Guía 1 Modelamiento 13-03-18Dokument3 SeitenGuía 1 Modelamiento 13-03-18matias muñoz100% (2)
- Optimización de procesos de producción de gasolina y asignación de recursos para asesoría de proyectosDokument3 SeitenOptimización de procesos de producción de gasolina y asignación de recursos para asesoría de proyectosCristian Daniel Coral SánchezNoch keine Bewertungen
- Ucsm Dibujo Asistido 4Dokument21 SeitenUcsm Dibujo Asistido 4Pauca LuisNoch keine Bewertungen
- AlgebraDokument3 SeitenAlgebraDayiiz MarcelaNoch keine Bewertungen
- METODOLOGÍA PARA EL CÁLCULO DEL CONSUMO DE PINTURA EN UN PROYECTO - InfocorrosiónDokument5 SeitenMETODOLOGÍA PARA EL CÁLCULO DEL CONSUMO DE PINTURA EN UN PROYECTO - Infocorrosiónmónica_tapia_94Noch keine Bewertungen
- Diseño y Construcciónde Una Planta de Detergente en Crema PDFDokument8 SeitenDiseño y Construcciónde Una Planta de Detergente en Crema PDFmacleod230286Noch keine Bewertungen
- Informe Final Del ProyectoDokument12 SeitenInforme Final Del Proyectosamed brionesNoch keine Bewertungen
- Estado Del Arte Polo, RoaDokument47 SeitenEstado Del Arte Polo, RoaMecanica Universidad del AtlánticoNoch keine Bewertungen
- Informe1 - Ana Alvarado - Sebastian PeñaDokument5 SeitenInforme1 - Ana Alvarado - Sebastian PeñaAna AlvaradoNoch keine Bewertungen
- Requerimientos cliente horno carbonizadoDokument11 SeitenRequerimientos cliente horno carbonizadoJuan Pablo PinedaNoch keine Bewertungen
- SIMULACIÓN DE PROCESOS MINEROSDokument6 SeitenSIMULACIÓN DE PROCESOS MINEROSJuan José Machado CornejoNoch keine Bewertungen
- Guia Diseño de Sistemas Hidráulicosl - TAI - 170Dokument9 SeitenGuia Diseño de Sistemas Hidráulicosl - TAI - 170wilson camilo tapue riveraNoch keine Bewertungen
- TallerSWC1 V8iDokument34 SeitenTallerSWC1 V8iLinolas CruzadoNoch keine Bewertungen
- Simulation Study of The Vehicle Hydraulic RetarderDokument15 SeitenSimulation Study of The Vehicle Hydraulic RetarderPablo Sepúlveda RojasNoch keine Bewertungen
- TP N°4 - Transporte, Asignación y Redes - Io - Ip (2021)Dokument6 SeitenTP N°4 - Transporte, Asignación y Redes - Io - Ip (2021)sngjdsNoch keine Bewertungen
- Anteproyecto Tunel de Enfriamiento 22 - 02 - 2012Dokument29 SeitenAnteproyecto Tunel de Enfriamiento 22 - 02 - 2012GERMAN ARMENTANoch keine Bewertungen
- Practica Dualidad y Análisis de Sensibilidad-Grupo 4Dokument5 SeitenPractica Dualidad y Análisis de Sensibilidad-Grupo 4EDILSON CASABONA CEBALLOSNoch keine Bewertungen
- Lista de Ejercicios de Prog. LinealDokument12 SeitenLista de Ejercicios de Prog. LinealSandra Nahomi Mondragon OrdoñezNoch keine Bewertungen
- Distribución óptima de fondos entre sucursalesDokument4 SeitenDistribución óptima de fondos entre sucursalesMarcos Daniel Vargas InocheaNoch keine Bewertungen
- Mapa de Estado FuturoDokument15 SeitenMapa de Estado FuturoLeoncio Marcos Príncipe ZevallosNoch keine Bewertungen
- Fabricación de Muebles de Melamine 1Dokument20 SeitenFabricación de Muebles de Melamine 1Alex Gabriel Diestra GalarretaNoch keine Bewertungen
- Actividad Evaluada 5 - 27 05 2023 ORTIDokument4 SeitenActividad Evaluada 5 - 27 05 2023 ORTIMeylin CruzNoch keine Bewertungen
- ETSSIC2 TituloDokument2 SeitenETSSIC2 TituloDIEGO ARMANDO AMADONoch keine Bewertungen
- Diseño de SecaderosDokument3 SeitenDiseño de Secaderosguybrush28Noch keine Bewertungen
- Cuestionario MECÁNICA CTDokument9 SeitenCuestionario MECÁNICA CTJames AlexanderNoch keine Bewertungen
- Resultados - 02 Septiembre 2022Dokument3 SeitenResultados - 02 Septiembre 2022James AlexanderNoch keine Bewertungen
- Ingeniero Industrial James Bravo busca empleo en seguridad industrialDokument13 SeitenIngeniero Industrial James Bravo busca empleo en seguridad industrialJames AlexanderNoch keine Bewertungen
- MANIFIESTODokument4 SeitenMANIFIESTOJames AlexanderNoch keine Bewertungen
- Tipo de Lonas para CamionesDokument2 SeitenTipo de Lonas para CamionesJames AlexanderNoch keine Bewertungen
- Vehiculos EspecialesDokument6 SeitenVehiculos EspecialesJames AlexanderNoch keine Bewertungen
- Manual de MantenimientoDokument2 SeitenManual de MantenimientoJames AlexanderNoch keine Bewertungen
- Plan de Marketing (Investigación)Dokument74 SeitenPlan de Marketing (Investigación)James AlexanderNoch keine Bewertungen
- Curriculum Macas JoseDokument2 SeitenCurriculum Macas JoseJames AlexanderNoch keine Bewertungen
- Nomenclatura NeumaticoDokument2 SeitenNomenclatura NeumaticoJames AlexanderNoch keine Bewertungen
- RefrigeranteDokument1 SeiteRefrigeranteJames AlexanderNoch keine Bewertungen
- Trabajo 1 Ev ProyectosDokument1 SeiteTrabajo 1 Ev ProyectosJames AlexanderNoch keine Bewertungen
- Informe de visita técnica a Planta CEDALDokument3 SeitenInforme de visita técnica a Planta CEDALJames AlexanderNoch keine Bewertungen
- Informe de visita técnica a Planta CEDALDokument3 SeitenInforme de visita técnica a Planta CEDALJames AlexanderNoch keine Bewertungen
- Protocolo de Bioseguridad Sart.Dokument10 SeitenProtocolo de Bioseguridad Sart.James AlexanderNoch keine Bewertungen
- Tesis GuiaDokument134 SeitenTesis GuiaJames AlexanderNoch keine Bewertungen
- 8A - PLC - 1920 - Grupo05 - Proyecto01Dokument17 Seiten8A - PLC - 1920 - Grupo05 - Proyecto01James AlexanderNoch keine Bewertungen
- Intrumentación IndustrialDokument3 SeitenIntrumentación IndustrialJames AlexanderNoch keine Bewertungen
- Examen VIRTUAL P01EV01Dokument5 SeitenExamen VIRTUAL P01EV01James AlexanderNoch keine Bewertungen
- Importancia Del TiempoDokument3 SeitenImportancia Del TiempoJames AlexanderNoch keine Bewertungen
- Diseño de un dispensador de pintura automatizado para una empresa constructoraDokument16 SeitenDiseño de un dispensador de pintura automatizado para una empresa constructoraJames AlexanderNoch keine Bewertungen
- Problemas Propuestos Clase 03Dokument8 SeitenProblemas Propuestos Clase 03James AlexanderNoch keine Bewertungen
- Marketing y Ventas P01T01Dokument35 SeitenMarketing y Ventas P01T01James AlexanderNoch keine Bewertungen
- Marketing y Ventas P01T01Dokument35 SeitenMarketing y Ventas P01T01James AlexanderNoch keine Bewertungen
- Cronometro de Tiempos (Medición Del Trabajo)Dokument4 SeitenCronometro de Tiempos (Medición Del Trabajo)James AlexanderNoch keine Bewertungen
- Discusión de ResultadosDokument2 SeitenDiscusión de ResultadosSergio Geovany CoroyNoch keine Bewertungen
- SERIAMOS OBJETOSDokument16 SeitenSERIAMOS OBJETOSSueña Desea ObtendrásNoch keine Bewertungen
- Dejardefumar 1 DiaDokument49 SeitenDejardefumar 1 DiaMaria Jose TerrilliNoch keine Bewertungen
- Aserrado MecánicoDokument8 SeitenAserrado Mecánicolucas lopez 18Noch keine Bewertungen
- GM o Lum 562Dokument3 SeitenGM o Lum 562GabrielaNoch keine Bewertungen
- Ejercicios de Termodinámica IIDokument5 SeitenEjercicios de Termodinámica IISara AguirreNoch keine Bewertungen
- COMBUSTIBLES Tipos Presentacion DRDokument5 SeitenCOMBUSTIBLES Tipos Presentacion DRDaniel ROMERO MEDINANoch keine Bewertungen
- 2Dokument4 Seiten2Antoine CheroNoch keine Bewertungen
- Nociones Basicas ModificadoDokument7 SeitenNociones Basicas ModificadoLawrence PinoNoch keine Bewertungen
- Informe Anual 2017 Carvajal Empaques SA PDFDokument198 SeitenInforme Anual 2017 Carvajal Empaques SA PDFErika ValenzuelaNoch keine Bewertungen
- SLP - Equipamiento para Combate de Incendios en Los Edificios.Dokument18 SeitenSLP - Equipamiento para Combate de Incendios en Los Edificios.Derlis PereiraNoch keine Bewertungen
- PeriodogramaDokument3 SeitenPeriodogramaAlejandro MosajaNoch keine Bewertungen
- Investigacion Dise o Con Disipadores ASCE 7-10Dokument259 SeitenInvestigacion Dise o Con Disipadores ASCE 7-10Anonymous ENkZKEXwRNoch keine Bewertungen
- Guía Matricial (UNISUCRE)Dokument11 SeitenGuía Matricial (UNISUCRE)Yordy DiazNoch keine Bewertungen
- Fragmentos de Memoria. Profesores y luchas de la UTDokument374 SeitenFragmentos de Memoria. Profesores y luchas de la UTdaniel garcíaNoch keine Bewertungen
- MAGNETOTERAPIADokument6 SeitenMAGNETOTERAPIAJUAN MIGUEL Huisacayna YanaNoch keine Bewertungen
- Escritura Parte 1 de 2Dokument25 SeitenEscritura Parte 1 de 2Javier LesmesNoch keine Bewertungen
- Maual Asp NeoDokument4 SeitenMaual Asp NeoCenema CenemaNoch keine Bewertungen
- Ci31 Ma466 L4 Mares-Diaz-Fernandez-BeltranDokument12 SeitenCi31 Ma466 L4 Mares-Diaz-Fernandez-BeltranKatherine Fernandez SamaniegoNoch keine Bewertungen
- Densidad de LechadaDokument5 SeitenDensidad de LechadaRuben M Ciprian FloresNoch keine Bewertungen
- Topografía II Construcciones GeometricasDokument15 SeitenTopografía II Construcciones GeometricasHoracio Gabriel Soto SantiagoNoch keine Bewertungen
- CONVERSION DE UNIDADES ReflexionDokument2 SeitenCONVERSION DE UNIDADES ReflexionalvaroNoch keine Bewertungen
- Modelo Hidraulico y Electricidad PDFDokument2 SeitenModelo Hidraulico y Electricidad PDFAlejandro RamosNoch keine Bewertungen
- GUIA CLASE 6 CN 7°Dokument5 SeitenGUIA CLASE 6 CN 7°Anaz SaaNoch keine Bewertungen
- Tcelectronic m300 Manual PDFDokument34 SeitenTcelectronic m300 Manual PDFraultubaNoch keine Bewertungen
- Líquidos BiológicosDokument44 SeitenLíquidos BiológicosBrenda Castillo100% (2)