Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Geotechnical Engineering 1 (RMIT) Course RevisionDokument53 SeitenGeotechnical Engineering 1 (RMIT) Course RevisionSaint123Noch keine Bewertungen
- Heat Transfer - A Basic Approach - OzisikDokument760 SeitenHeat Transfer - A Basic Approach - OzisikMaraParesque91% (33)
- Nkugwa Mark William Process Control Engineer CVDokument10 SeitenNkugwa Mark William Process Control Engineer CVNkugwa Mark WilliamNoch keine Bewertungen
- Nkugwa Mark William CVDokument2 SeitenNkugwa Mark William CVNkugwa Mark WilliamNoch keine Bewertungen
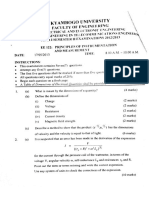
- Principles of Instrumentation and Measurement Year 1 Sem 2Dokument8 SeitenPrinciples of Instrumentation and Measurement Year 1 Sem 2Nkugwa Mark WilliamNoch keine Bewertungen
- Mechanical Engineering DrawingDokument10 SeitenMechanical Engineering DrawingNkugwa Mark WilliamNoch keine Bewertungen
- Mechanics of Machines1Dokument9 SeitenMechanics of Machines1Nkugwa Mark WilliamNoch keine Bewertungen
- Math IIDokument12 SeitenMath IINkugwa Mark WilliamNoch keine Bewertungen
- Material Science 1Dokument20 SeitenMaterial Science 1Nkugwa Mark WilliamNoch keine Bewertungen
- Production Engineering 2 Me 411Dokument20 SeitenProduction Engineering 2 Me 411Nkugwa Mark WilliamNoch keine Bewertungen
- Introduction To Computer ScienceDokument9 SeitenIntroduction To Computer ScienceNkugwa Mark WilliamNoch keine Bewertungen
- Fabrication and WeldingDokument2 SeitenFabrication and WeldingNkugwa Mark WilliamNoch keine Bewertungen
- Manufacturing Systems Design Me 414Dokument8 SeitenManufacturing Systems Design Me 414Nkugwa Mark WilliamNoch keine Bewertungen
- MILL Series GB-1007 01Dokument20 SeitenMILL Series GB-1007 01Ady IonutNoch keine Bewertungen
- Structured ProgrammingDokument31 SeitenStructured ProgrammingkakaboomNoch keine Bewertungen
- Dogging Guide 2003 - WorkCover NSWDokument76 SeitenDogging Guide 2003 - WorkCover NSWtadeumatas100% (1)
- DSP45 12aDokument5 SeitenDSP45 12aDaniel BarbuNoch keine Bewertungen
- Propeller DesignDokument1 SeitePropeller DesignKeerthana MaheswarlaNoch keine Bewertungen
- CH 1: Materials Used in Pipework & Plumbing FittingsDokument10 SeitenCH 1: Materials Used in Pipework & Plumbing FittingsEmad BassemNoch keine Bewertungen
- AB-522 Standard Pneumatic Test Procedure RequirementsDokument16 SeitenAB-522 Standard Pneumatic Test Procedure RequirementsShank HackerNoch keine Bewertungen
- Woodworking Plans - Wheelbarrow PlanterDokument3 SeitenWoodworking Plans - Wheelbarrow PlanterMirel HotescuNoch keine Bewertungen
- NBN Co: Financial Management SolutionDokument2 SeitenNBN Co: Financial Management SolutionAccentureAustraliaNoch keine Bewertungen
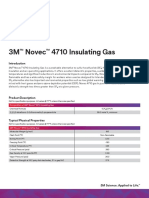
- SF6 Novec 4710Dokument4 SeitenSF6 Novec 4710Fidya Eka PrahestiNoch keine Bewertungen
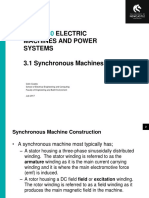
- 03-1 Synchronous Machines 1 DNDokument25 Seiten03-1 Synchronous Machines 1 DNsaif thuraonNoch keine Bewertungen
- Diet Coke & Mentos Geyser Lab 2011-2012Dokument4 SeitenDiet Coke & Mentos Geyser Lab 2011-2012Frederick LoganNoch keine Bewertungen
- AquaCal Tropical Brochure PDFDokument2 SeitenAquaCal Tropical Brochure PDFJC ParedesNoch keine Bewertungen
- A Sample of Wet Soil Has A Volume of 0Dokument8 SeitenA Sample of Wet Soil Has A Volume of 0eph0% (1)
- DT NotesDokument117 SeitenDT NotestessNoch keine Bewertungen
- Preview ISO+749-1977 PDFDokument3 SeitenPreview ISO+749-1977 PDFLiana GaniNoch keine Bewertungen
- Restoration and Adaptive Re-Use of Queen Mary's High School: Phase-1Dokument4 SeitenRestoration and Adaptive Re-Use of Queen Mary's High School: Phase-1Sonali GurungNoch keine Bewertungen
- ChemCAD and ConcepSys AIChE Spring 09Dokument28 SeitenChemCAD and ConcepSys AIChE Spring 09ConcepSys Solutions LLCNoch keine Bewertungen
- EN 1991-1-4 NA enDokument4 SeitenEN 1991-1-4 NA enanuj3936100% (1)
- JDE ApplicationDokument642 SeitenJDE ApplicationAnonymous cputyzNoch keine Bewertungen
- Cif Purge Plug Systems en 3Dokument3 SeitenCif Purge Plug Systems en 3abdeljalil elbadrNoch keine Bewertungen
- PIONEER AUTORADIO Deh-X4850bt Deh-X6850bt Operating Manual Ing - Esp - PorDokument72 SeitenPIONEER AUTORADIO Deh-X4850bt Deh-X6850bt Operating Manual Ing - Esp - PorJesus NinalayaNoch keine Bewertungen
- Compact 40/25Dokument58 SeitenCompact 40/25znim04Noch keine Bewertungen
- PG 511 B 1 B 1: Ordering Code Series PGP/PGM511Dokument7 SeitenPG 511 B 1 B 1: Ordering Code Series PGP/PGM511Four SticksNoch keine Bewertungen
- Electro Magnetic Induction PDFDokument28 SeitenElectro Magnetic Induction PDFPuran BistaNoch keine Bewertungen
- Advanced Cooling System - EMD00253ENDokument4 SeitenAdvanced Cooling System - EMD00253ENnarayanan_anoob0% (1)
- Colchicine - British Pharmacopoeia 2016Dokument4 SeitenColchicine - British Pharmacopoeia 2016Social Service (V)100% (1)