Das könnte Ihnen auch gefallen
- EAT FIT BOOK: A Nutritional Blueprint For Healthy LivingDokument54 SeitenEAT FIT BOOK: A Nutritional Blueprint For Healthy LivingToluse Dove Francis100% (1)
- Rate Analysis Report - Concrete Block MachineAMEX (Version 1)Dokument21 SeitenRate Analysis Report - Concrete Block MachineAMEX (Version 1)Jayaraman KamarajNoch keine Bewertungen
- Belly Bloat Elimination CheatsheetDokument18 SeitenBelly Bloat Elimination Cheatsheetfedejomedina100% (1)
- Notes On Nutrition CarbohydratesDokument3 SeitenNotes On Nutrition CarbohydratesFreewilly SternumNoch keine Bewertungen
- Ensure Recipe BookDokument28 SeitenEnsure Recipe BookansshakiNoch keine Bewertungen
- Compliant Compliant: Use To Determine Fan Efficiency Use To Find Fan Heat Penalty (In - WTR.)Dokument5 SeitenCompliant Compliant: Use To Determine Fan Efficiency Use To Find Fan Heat Penalty (In - WTR.)Bùi Hắc HảiNoch keine Bewertungen
- 10-Refinery Control, Aug. 09, 2017Dokument12 Seiten10-Refinery Control, Aug. 09, 2017jantskieNoch keine Bewertungen
- Bulk Density TableDokument6 SeitenBulk Density Tabletinz_3Noch keine Bewertungen
- Fan Power and Heat CalculatorDokument5 SeitenFan Power and Heat CalculatorAnonymous oVRvsdWzfBNoch keine Bewertungen
- Soft Caramel Recipe BookDokument8 SeitenSoft Caramel Recipe BookTemet Nosche100% (2)
- Energy Savings of Cement Industry Sir Usman SBDokument6 SeitenEnergy Savings of Cement Industry Sir Usman SBMuhammad ImranNoch keine Bewertungen
- Efficiency of Juice Clarifier (Atif Sattar)Dokument15 SeitenEfficiency of Juice Clarifier (Atif Sattar)Tung Bui ThanhNoch keine Bewertungen
- Sugar SpecificationDokument3 SeitenSugar SpecificationVaibhav SharmaNoch keine Bewertungen
- Refined Sugar Making ProcessDokument14 SeitenRefined Sugar Making ProcessSugar Technology100% (1)
- Polyols Confectionery Application Fact SheetDokument2 SeitenPolyols Confectionery Application Fact SheetIngredion Knowledge BankNoch keine Bewertungen
- Chapter I - ProfessionalismDokument16 SeitenChapter I - ProfessionalismSarah AgonNoch keine Bewertungen
- Dalmia Cement, DalmiapuramDokument32 SeitenDalmia Cement, DalmiapuramBülent BulutNoch keine Bewertungen
- NTPC Limited Anta Gas Power Station: First Prize Thermal Power StationsDokument20 SeitenNTPC Limited Anta Gas Power Station: First Prize Thermal Power Stationsmaknu2827 Jain100% (1)
- Application NoteDokument5 SeitenApplication NoteSolaris TechnologiesNoch keine Bewertungen
- 12 AirHeaterLeakage PDFDokument36 Seiten12 AirHeaterLeakage PDFIfani DwiRamadhanNoch keine Bewertungen
- Basin Water Pltgu Keramasan Pre-Treatment: Saving 2 M / YearsDokument27 SeitenBasin Water Pltgu Keramasan Pre-Treatment: Saving 2 M / YearsReco NegsagisNoch keine Bewertungen
- Sofc For Aircraft PNNL 2012Dokument110 SeitenSofc For Aircraft PNNL 2012PIYUSHNoch keine Bewertungen
- IAEA Desalination Economic Evaluation Programme (DEEP) To Estimate The Water Desalination Cost in Terms of Water Production and Energy ConsumptionDokument12 SeitenIAEA Desalination Economic Evaluation Programme (DEEP) To Estimate The Water Desalination Cost in Terms of Water Production and Energy ConsumptionTaimoor MazharNoch keine Bewertungen
- GE Energy: Gas Turbine (60Hz)Dokument2 SeitenGE Energy: Gas Turbine (60Hz)Rolando Antonio Cuenca PironaNoch keine Bewertungen
- Economic Analysis - Business PlanDokument10 SeitenEconomic Analysis - Business PlanSaurav LamichhaneNoch keine Bewertungen
- PowerPoint Infographics SamplerDokument4 SeitenPowerPoint Infographics SamplerTrần Văn Trọng 7350Noch keine Bewertungen
- Project Profile For Remica Woven Sack Tape Line 90MM With Hot Air Oven For 5.5 Tone - Per DayDokument2 SeitenProject Profile For Remica Woven Sack Tape Line 90MM With Hot Air Oven For 5.5 Tone - Per DayShivang BhavsarNoch keine Bewertungen
- LG Multi V 5 2017 - 086-096Dokument1 SeiteLG Multi V 5 2017 - 086-096Ahmed Salah Abd EL-WahedNoch keine Bewertungen
- Calculate Price For Production One Cubic Meter Water: Project Name LocationDokument4 SeitenCalculate Price For Production One Cubic Meter Water: Project Name LocationȜbd Elrhman QandeelNoch keine Bewertungen
- Project Cost EstimateDokument4 SeitenProject Cost EstimateVinay MalpaniNoch keine Bewertungen
- GE Energy: Gas Turbine (60Hz)Dokument2 SeitenGE Energy: Gas Turbine (60Hz)Rolando Antonio Cuenca PironaNoch keine Bewertungen
- Tabela MaxtempDokument1 SeiteTabela MaxtempMarcio JuniorNoch keine Bewertungen
- Antalya Enerji Üretim A.ŞDokument13 SeitenAntalya Enerji Üretim A.ŞAnarNoch keine Bewertungen
- Compliant Compliant: Use To Determine Fan Efficiency Use To Find Fan Heat Penalty (In - WTR.)Dokument5 SeitenCompliant Compliant: Use To Determine Fan Efficiency Use To Find Fan Heat Penalty (In - WTR.)Bùi Hắc HảiNoch keine Bewertungen
- Compliant Compliant: Use To Determine Fan Efficiency Use To Find Fan Heat Penalty (In - WTR.)Dokument5 SeitenCompliant Compliant: Use To Determine Fan Efficiency Use To Find Fan Heat Penalty (In - WTR.)haibhNoch keine Bewertungen
- Compliant Compliant: Use To Determine Fan Efficiency Use To Find Fan Heat Penalty (In - WTR.)Dokument5 SeitenCompliant Compliant: Use To Determine Fan Efficiency Use To Find Fan Heat Penalty (In - WTR.)Bùi Hắc HảiNoch keine Bewertungen
- Fan Calc10Dokument5 SeitenFan Calc10Bùi Hắc HảiNoch keine Bewertungen
- PROJECT NAME: BROILER PRODUCTION (80,000 Birds - Capacity) LocationDokument26 SeitenPROJECT NAME: BROILER PRODUCTION (80,000 Birds - Capacity) Locationapi-19753598Noch keine Bewertungen
- Fsel-Senvac-2.2 KW, 3.7 KW, 5.5 KW - CDokument9 SeitenFsel-Senvac-2.2 KW, 3.7 KW, 5.5 KW - Ctechsupport techsupportNoch keine Bewertungen
- City Power Usage: Sheet1 Chart 1Dokument1 SeiteCity Power Usage: Sheet1 Chart 1sschlichtingNoch keine Bewertungen
- Coal Combustion Monitoring Report Unwashed Semi Rev02 08.24.2021Dokument17 SeitenCoal Combustion Monitoring Report Unwashed Semi Rev02 08.24.2021Keith Danae SuquibNoch keine Bewertungen
- Lecture 6 Cost Based DesignDokument27 SeitenLecture 6 Cost Based DesignWajid RaheemNoch keine Bewertungen
- Docs 80 SolarDokument7 SeitenDocs 80 Solarsanthosh.hNoch keine Bewertungen
- Miller Toy Company Manufactures A Plastic Swimming PoolDokument10 SeitenMiller Toy Company Manufactures A Plastic Swimming Poollaale dijaanNoch keine Bewertungen
- AaaDokument6 SeitenAaaAsh YehiaNoch keine Bewertungen
- Frimec Packaged Units Catalogue-2022Dokument8 SeitenFrimec Packaged Units Catalogue-2022walid.saab2Noch keine Bewertungen
- Project Profile For Remica Woven Sack Tape Line 90MM With Hot Air Oven For 5.5 Tone - Per DayDokument8 SeitenProject Profile For Remica Woven Sack Tape Line 90MM With Hot Air Oven For 5.5 Tone - Per DayShivang BhavsarNoch keine Bewertungen
- Untitled SpreadsheetDokument11 SeitenUntitled SpreadsheetBeomiNoch keine Bewertungen
- Fluid CouplingsDokument52 SeitenFluid Couplingsvikubhardwaj9224Noch keine Bewertungen
- Aux Power Initiatives-DallaDokument10 SeitenAux Power Initiatives-Dallaameer meerNoch keine Bewertungen
- Informe 8 MejoradoDokument3 SeitenInforme 8 MejoradoArmando PerezNoch keine Bewertungen
- Feed 20 Size 20 and 20 BlastingDokument11 SeitenFeed 20 Size 20 and 20 BlastingMarniNoch keine Bewertungen
- Perhitungan Load Share Terhadap Perkiraan Beban: TotalDokument1 SeitePerhitungan Load Share Terhadap Perkiraan Beban: TotalSaswita SaktiNoch keine Bewertungen
- Fan Pump Calc 10Dokument5 SeitenFan Pump Calc 10Yosses Sang NahkodaNoch keine Bewertungen
- Sewage Treatment Plant 350CmD (MBBR)Dokument2 SeitenSewage Treatment Plant 350CmD (MBBR)John Axl LajomNoch keine Bewertungen
- PRJ1Dokument2 SeitenPRJ1STEM LearningNoch keine Bewertungen
- Supply of Power CableDokument7 SeitenSupply of Power CableArshad Ali AnjumNoch keine Bewertungen
- Course 4EnergyEfficiencyDokument29 SeitenCourse 4EnergyEfficiencyrezeki pakpahanNoch keine Bewertungen
- Pys PracDokument9 SeitenPys PracpfaneloNoch keine Bewertungen
- Initial Investment: MaterialsDokument10 SeitenInitial Investment: MaterialsBeomiNoch keine Bewertungen
- ELECTRICAL MACHINES LAB (Autosaved) 2Dokument6 SeitenELECTRICAL MACHINES LAB (Autosaved) 2sridhars88Noch keine Bewertungen
- KTM GranitesDokument58 SeitenKTM GranitessyamskhtNoch keine Bewertungen
- EventDokument182 SeitenEventAbdel LucasNoch keine Bewertungen
- RMC Proposal H1IV - JSR ConcretesDokument9 SeitenRMC Proposal H1IV - JSR Concretesarunbalaji04100% (1)
- E3 Modelling Inputs For New CHP Built in 2008 and 2020 (HHV Without Supplemental Firing)Dokument2 SeitenE3 Modelling Inputs For New CHP Built in 2008 and 2020 (HHV Without Supplemental Firing)ahmedNoch keine Bewertungen
- Week 3Dokument14 SeitenWeek 3kishorbombe.unofficialNoch keine Bewertungen
- Abc Ta2Dokument6 SeitenAbc Ta2Diana Idrogo CarranzaNoch keine Bewertungen
- Strenthening of BankDokument12 SeitenStrenthening of BankVinay GurramNoch keine Bewertungen
- Technical SpecDokument1 SeiteTechnical SpecKaran GnaniNoch keine Bewertungen
- GE Energy: Gas Turbine (50Hz)Dokument2 SeitenGE Energy: Gas Turbine (50Hz)Rolando Antonio Cuenca PironaNoch keine Bewertungen
- FAMA '22 SolutionDokument4 SeitenFAMA '22 SolutionRushil JoshiNoch keine Bewertungen
- Sugar Industry ReportDokument47 SeitenSugar Industry ReportTung Bui ThanhNoch keine Bewertungen
- BS 2012 003 R0 STD DimensionDokument1 SeiteBS 2012 003 R0 STD DimensionTung Bui ThanhNoch keine Bewertungen
- Condenser ManualDokument4 SeitenCondenser ManualTung Bui ThanhNoch keine Bewertungen
- 2016 Tascon OverviewCrystallizationinColombianSugarMillsDokument16 Seiten2016 Tascon OverviewCrystallizationinColombianSugarMillsTung Bui ThanhNoch keine Bewertungen
- 2017 Babu R Et Al - Refereed Paper - POWDERED ACTIVATED CARBON (PAC) WITH MEMBRANE FILTER PRESS PDFDokument7 Seiten2017 Babu R Et Al - Refereed Paper - POWDERED ACTIVATED CARBON (PAC) WITH MEMBRANE FILTER PRESS PDFnghiNoch keine Bewertungen
- Steam Transformer ClarificationDokument1 SeiteSteam Transformer ClarificationTung Bui ThanhNoch keine Bewertungen
- Ac300 SeriesDokument95 SeitenAc300 SeriesTruongAnNoch keine Bewertungen
- Colour Balance - 300 TPDDokument1 SeiteColour Balance - 300 TPDTung Bui ThanhNoch keine Bewertungen
- Molasses Conditioning: Additional Heating SurfaceDokument1 SeiteMolasses Conditioning: Additional Heating SurfaceTung Bui ThanhNoch keine Bewertungen
- A MK 1800 TCD Pump InquiryDokument4 SeitenA MK 1800 TCD Pump InquiryTung Bui ThanhNoch keine Bewertungen
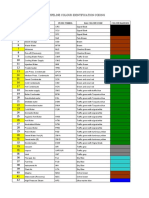
- Pipeline Colour Identification CodingDokument2 SeitenPipeline Colour Identification CodingTung Bui ThanhNoch keine Bewertungen
- VR505ADokument3 SeitenVR505ATung Bui ThanhNoch keine Bewertungen
- Mill Training CourseDokument27 SeitenMill Training CourseTung Bui ThanhNoch keine Bewertungen
- MSDS Cane Molasses PDFDokument4 SeitenMSDS Cane Molasses PDFBunga VareiliaNoch keine Bewertungen
- DG Series Boiler Water Suppl Y PumpDokument40 SeitenDG Series Boiler Water Suppl Y PumpTung Bui ThanhNoch keine Bewertungen
- Orifice PlatesDokument21 SeitenOrifice PlatesDang Hieu NguyenNoch keine Bewertungen
- Mill PF NotesDokument2 SeitenMill PF NotesTung Bui ThanhNoch keine Bewertungen
- Fdocuments - in Sugar Cane CrusherDokument25 SeitenFdocuments - in Sugar Cane CrusherTung Bui ThanhNoch keine Bewertungen
- Milling FormDokument2 SeitenMilling FormTung Bui ThanhNoch keine Bewertungen
- VIVI Trash Plate Heel Session - 2. - KP - Singh - 210318044122 - 2Dokument55 SeitenVIVI Trash Plate Heel Session - 2. - KP - Singh - 210318044122 - 2Tung Bui ThanhNoch keine Bewertungen
- Tinh May EpDokument10 SeitenTinh May EpTung Bui ThanhNoch keine Bewertungen
- Power For MillDokument1 SeitePower For MillTung Bui ThanhNoch keine Bewertungen
- Beet Sugar: Alfacaus AlfaaddDokument9 SeitenBeet Sugar: Alfacaus AlfaaddTung Bui ThanhNoch keine Bewertungen
- Boiler CI KartiDokument127 SeitenBoiler CI KartibaluNoch keine Bewertungen
- Recent Trends in Extraction TechnologyDokument5 SeitenRecent Trends in Extraction TechnologyTung Bui ThanhNoch keine Bewertungen
- Modern Extraction Technology: List of ContentsDokument14 SeitenModern Extraction Technology: List of ContentsTung Bui ThanhNoch keine Bewertungen
- Daily AnalysisDokument324 SeitenDaily AnalysisTung Bui ThanhNoch keine Bewertungen
- TES Harian: Bahasa InggrisDokument3 SeitenTES Harian: Bahasa Inggris07 - Faizah Atiqah Maharani - 092Noch keine Bewertungen
- If Nfs Sample Meal Plans For Chronic Kidney DiseaseDokument4 SeitenIf Nfs Sample Meal Plans For Chronic Kidney DiseaseAnna MariaNoch keine Bewertungen
- KapoetaDokument11 SeitenKapoetaOkiya Omtatah OkoitiNoch keine Bewertungen
- FlositDokument1 SeiteFlositHariq SyifaulNoch keine Bewertungen
- Media Monitoring SCM (27may20-3.30pm)Dokument2.605 SeitenMedia Monitoring SCM (27may20-3.30pm)Chandra YugoNoch keine Bewertungen
- AG13002 - Cane Mill - Reference - List - May - 2019Dokument14 SeitenAG13002 - Cane Mill - Reference - List - May - 2019NuM NaNoch keine Bewertungen
- 4 Steps To Optimal Nutrition: Primal Food Pyramid ReportDokument12 Seiten4 Steps To Optimal Nutrition: Primal Food Pyramid ReportGuilherme Mauad Sant'AnnaNoch keine Bewertungen
- David Hammond Eurofins PresentationDokument51 SeitenDavid Hammond Eurofins Presentationmarifa16Noch keine Bewertungen
- Xii EnglishDokument68 SeitenXii EnglishPiyush HazraNoch keine Bewertungen
- Top Formulas For Data Analysis AnswersDokument7 SeitenTop Formulas For Data Analysis AnswersDejan DabicNoch keine Bewertungen
- Freezing Fresh Fruits: Before Packaging Types of PacksDokument8 SeitenFreezing Fresh Fruits: Before Packaging Types of PacksgkreddiNoch keine Bewertungen
- Salted Dark Chocolate Bourbon Hot CocoaDokument2 SeitenSalted Dark Chocolate Bourbon Hot CocoaMichelle PadialNoch keine Bewertungen
- Well KnownDokument108 SeitenWell KnownDhruv dhananiNoch keine Bewertungen
- Utilization of Labneh Whey Lactose Hydrolyzed Syrup in Baking and ConfectioneryDokument8 SeitenUtilization of Labneh Whey Lactose Hydrolyzed Syrup in Baking and ConfectioneryDollyNoch keine Bewertungen
- Final Copy Should The Food Industry Be Held Responsible For The Obesity and Health Epidemic Ryleigh RoweDokument14 SeitenFinal Copy Should The Food Industry Be Held Responsible For The Obesity and Health Epidemic Ryleigh Roweapi-666131119Noch keine Bewertungen
- Indian Standards For FoodDokument134 SeitenIndian Standards For FoodShaleen Khanal100% (1)
- Agreement or Disagreement Sugar ConsumptionDokument21 SeitenAgreement or Disagreement Sugar ConsumptionBermel BerkonNoch keine Bewertungen
- Codex Food Additive PDFDokument225 SeitenCodex Food Additive PDFsarijuicyNoch keine Bewertungen
- Healthy Diet AjkDokument4 SeitenHealthy Diet Ajkapi-270275350Noch keine Bewertungen
- The Truth About Fruit Juices and DrinksDokument2 SeitenThe Truth About Fruit Juices and Drinksimrann khannNoch keine Bewertungen