Das könnte Ihnen auch gefallen
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoVon EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoNoch keine Bewertungen
- Ligações Soldadas em Estruturas MetálicasDokument18 SeitenLigações Soldadas em Estruturas MetálicasPatrickAndradeNoch keine Bewertungen
- 1 - EletrodoDokument28 Seiten1 - EletrododionepsouzaNoch keine Bewertungen
- Trincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosDokument31 SeitenTrincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosTiago CamposNoch keine Bewertungen
- Processos de SoldagemDokument9 SeitenProcessos de SoldagemJulio Roberto Uszacki JuniorNoch keine Bewertungen
- Processos de Soldagem - PPTX Atual - PPTX Novo Metrologia - PPTX NOVODokument140 SeitenProcessos de Soldagem - PPTX Atual - PPTX Novo Metrologia - PPTX NOVOROBERTONoch keine Bewertungen
- Processos de Soldagem - OKDokument68 SeitenProcessos de Soldagem - OKcunharufinoluizNoch keine Bewertungen
- Soldagem A Arco Elétrico Com Eletrodo RevestidoDokument36 SeitenSoldagem A Arco Elétrico Com Eletrodo RevestidoVisconde JoséNoch keine Bewertungen
- Processos de Soldagem ManualDokument41 SeitenProcessos de Soldagem ManualLuis Omena100% (1)
- SoldagemDokument26 SeitenSoldagemJÉSSICA CHRISTINA DOS SANTOS SILVANoch keine Bewertungen
- 6 - Relatório Soldagem Eletrodo RevestidoDokument20 Seiten6 - Relatório Soldagem Eletrodo RevestidoAlmir SktNoch keine Bewertungen
- Curso Soldagem industrialDokument64 SeitenCurso Soldagem industrialHerculano Lopes Pereira Lopes100% (1)
- Processos de SoldagemDokument55 SeitenProcessos de SoldagemRodrigo Ribeiro de AzevedoNoch keine Bewertungen
- Apostila SoldagemDokument26 SeitenApostila SoldagemDouglas GoiosNoch keine Bewertungen
- Lista de Exercício para SoldagemDokument16 SeitenLista de Exercício para SoldagemFlávio Spindola100% (2)
- AULA 05 - EM 1 - Ligações Com SoldaDokument74 SeitenAULA 05 - EM 1 - Ligações Com SoldaLeandro Dias KüsterNoch keine Bewertungen
- UFMG Aula prática de soldagem com eletrodos revestidosDokument6 SeitenUFMG Aula prática de soldagem com eletrodos revestidosFelipe MeirelesNoch keine Bewertungen
- Modulo 2 Processos de Soldagem e DisciplinaDokument32 SeitenModulo 2 Processos de Soldagem e DisciplinapissiniNoch keine Bewertungen
- Aula05 - Ligações SoldadasDokument56 SeitenAula05 - Ligações SoldadasJoão GellerNoch keine Bewertungen
- Soldagem de alumínio e açoDokument6 SeitenSoldagem de alumínio e açoWalter Gabriel de Abreu JúniorNoch keine Bewertungen
- Soldagem a arco elétrico com eletrodo revestidoDokument37 SeitenSoldagem a arco elétrico com eletrodo revestidoClaudio RibasNoch keine Bewertungen
- Solda Eletrica Eletrodo RevestidoDokument14 SeitenSolda Eletrica Eletrodo RevestidorumpontomoraisNoch keine Bewertungen
- Soldagem Eletrodo RevestidoDokument66 SeitenSoldagem Eletrodo Revestidowellington848100% (6)
- Conheça Os Tipos de Eletrodos Revestidos para SoldaDokument13 SeitenConheça Os Tipos de Eletrodos Revestidos para SoldaFabio AdelinoNoch keine Bewertungen
- Noções de SoldagemDokument67 SeitenNoções de SoldagemAugusto PereiraNoch keine Bewertungen
- Soldabilidade de Metais: Fatores e ProcessosDokument13 SeitenSoldabilidade de Metais: Fatores e ProcessosWaldri MecatronicafasbNoch keine Bewertungen
- Soldadura Processos FusãoDokument7 SeitenSoldadura Processos FusãoAniz SidiNoch keine Bewertungen
- Eletrodo RevestidoDokument22 SeitenEletrodo RevestidoMarcell LandryNoch keine Bewertungen
- Defeitos e características da soldagemDokument38 SeitenDefeitos e características da soldagemADRIANONoch keine Bewertungen
- Kroton Eng Mec - S Vii Soldagem - Arco - Submerso - 20130611140644Dokument21 SeitenKroton Eng Mec - S Vii Soldagem - Arco - Submerso - 20130611140644artieres teçariNoch keine Bewertungen
- Cap2 LigaçõesSoldadas 1Dokument59 SeitenCap2 LigaçõesSoldadas 1ferviana11Noch keine Bewertungen
- Ligação SoldadaDokument12 SeitenLigação SoldadaPedro Henrique MoreiraNoch keine Bewertungen
- Processos de SoldagemDokument25 SeitenProcessos de SoldagemJulio Cesar B JuniorNoch keine Bewertungen
- Soldagem Aços InoxidáveisDokument53 SeitenSoldagem Aços InoxidáveisBruno CamposNoch keine Bewertungen
- Apresentação - Soldas de Estruturas e Soldas em TubulaçõesDokument146 SeitenApresentação - Soldas de Estruturas e Soldas em TubulaçõesLuciano Alves CavalcantiNoch keine Bewertungen
- Introdução ERDokument27 SeitenIntrodução ERFernando FeldensNoch keine Bewertungen
- Processo de Soldagem MMA - SMAW - Eletrodo RevestidoDokument4 SeitenProcesso de Soldagem MMA - SMAW - Eletrodo RevestidoRuy PontesNoch keine Bewertungen
- Relatório de Soldagem FinalDokument8 SeitenRelatório de Soldagem FinalWillanes ReisNoch keine Bewertungen
- SoldagemDokument87 SeitenSoldagemjonathan wesley da costaNoch keine Bewertungen
- Basico em Solda Eletrodo Apostila01Dokument10 SeitenBasico em Solda Eletrodo Apostila01Carlos LucasNoch keine Bewertungen
- SoldagemDokument8 SeitenSoldagemSandra PenhaNoch keine Bewertungen
- Soldagem com Eletrodo Revestido e SAWDokument2 SeitenSoldagem com Eletrodo Revestido e SAWBiaBergerNoch keine Bewertungen
- Eletrodo RevestidoDokument8 SeitenEletrodo RevestidoEdson LimaNoch keine Bewertungen
- 13 - Soldagem PDFDokument127 Seiten13 - Soldagem PDFwlton Vga100% (1)
- Apostila Eletrodos Revestidos - ESABDokument32 SeitenApostila Eletrodos Revestidos - ESABVicente RamosNoch keine Bewertungen
- Soldagem a arco elétrico com eletrodo revestidoDokument19 SeitenSoldagem a arco elétrico com eletrodo revestidoReginaldo CamposNoch keine Bewertungen
- Video-Aula 28 CIV0436-Solda-Parte 01Dokument44 SeitenVideo-Aula 28 CIV0436-Solda-Parte 01Luís Felipe TrentoNoch keine Bewertungen
- Ligações SoldadasDokument59 SeitenLigações SoldadasGeison BrandãoNoch keine Bewertungen
- Aula 1 - Conceitos GeraisDokument63 SeitenAula 1 - Conceitos Geraisbsmart.treinamentosNoch keine Bewertungen
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasVon EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasNoch keine Bewertungen
- Tratamentos térmicos e superficiais dos açosVon EverandTratamentos térmicos e superficiais dos açosBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Dimensionamento de elementos e ligações em estruturas de açoVon EverandDimensionamento de elementos e ligações em estruturas de açoNoch keine Bewertungen
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoVon EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoNoch keine Bewertungen
- Metalurgia básica para ourives e designers: Do metal à joiaVon EverandMetalurgia básica para ourives e designers: Do metal à joiaNoch keine Bewertungen
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoVon EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNoch keine Bewertungen
- Estruturas-Madeira Tracao TOPDokument71 SeitenEstruturas-Madeira Tracao TOPMrLorkerNoch keine Bewertungen
- Apostila AgregadosDokument30 SeitenApostila AgregadosEliandro BastosNoch keine Bewertungen
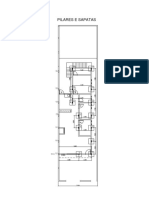
- Pilares e SapatasDokument1 SeitePilares e SapatasEliandro BastosNoch keine Bewertungen
- Projeto BasicoDokument43 SeitenProjeto BasicoEliandro BastosNoch keine Bewertungen
- Modelo de Contrato Particular de Serviço TecnicoDokument1 SeiteModelo de Contrato Particular de Serviço TecnicoLeandro MacedoNoch keine Bewertungen
- Mini Curso Tec 2Dokument46 SeitenMini Curso Tec 2Eliandro BastosNoch keine Bewertungen
- Atalhos do WordDokument20 SeitenAtalhos do WordCamilla Rosa100% (1)
- TECNOLOGIA DAS CONSTRUÇÕES II - ORÇAMENTAÇÃO E CRITÉRIOS DE MEDIÇÃODokument28 SeitenTECNOLOGIA DAS CONSTRUÇÕES II - ORÇAMENTAÇÃO E CRITÉRIOS DE MEDIÇÃOEliandro BastosNoch keine Bewertungen
- Manual OrseDokument116 SeitenManual OrseCarolina100% (3)
- Funções de Linguagem PDFDokument8 SeitenFunções de Linguagem PDFSARAHNoch keine Bewertungen
- Ebook Projetos de Construção Civil 1Dokument42 SeitenEbook Projetos de Construção Civil 1Eliandro BastosNoch keine Bewertungen
- Manual para Clínicas de ReabilitaçãoDokument40 SeitenManual para Clínicas de ReabilitaçãoAtaualpa MacielNoch keine Bewertungen
- Geografia - 7º Anos - 29.06 A 03.07 PDFDokument2 SeitenGeografia - 7º Anos - 29.06 A 03.07 PDFandreNoch keine Bewertungen
- Master BIM - Introdução - SlidesDokument327 SeitenMaster BIM - Introdução - SlidesEdmilson NóbregaNoch keine Bewertungen
- Pliometria Sequencia Racional - João Coutinho PDFDokument90 SeitenPliometria Sequencia Racional - João Coutinho PDFFernando Galvão100% (3)
- LISTA 03 - Aulas 01 Até 06 - EsPCEx - Fusos HorariosDokument6 SeitenLISTA 03 - Aulas 01 Até 06 - EsPCEx - Fusos HorariosJoel Rossato FilhoNoch keine Bewertungen
- Os desafios da música lírica em AngolaDokument30 SeitenOs desafios da música lírica em AngolaNúrio VenâncioNoch keine Bewertungen
- Talhas Berg-SteelDokument2 SeitenTalhas Berg-SteelFrederico Marconi CosenzaNoch keine Bewertungen
- Анализатор Спектра На 400 СветодиодовDokument6 SeitenАнализатор Спектра На 400 СветодиодовmarcosscaratoNoch keine Bewertungen
- Farmacoterapia da dependência de nicotinaDokument2 SeitenFarmacoterapia da dependência de nicotinaGabriel AndradeNoch keine Bewertungen
- G551 1823 - BA - Rev 0 1 0 - 2017 06 28 - PTBDokument76 SeitenG551 1823 - BA - Rev 0 1 0 - 2017 06 28 - PTBlincon com.brNoch keine Bewertungen
- Manual Buffalo 3 e 4 CilDokument37 SeitenManual Buffalo 3 e 4 CilXundaBugrillNoch keine Bewertungen
- A INFLAMACAO ESTA MATANDO VOCE - Rafael KnackDokument143 SeitenA INFLAMACAO ESTA MATANDO VOCE - Rafael KnackSabrinaNoch keine Bewertungen
- Catalogo2022 V1.0Dokument113 SeitenCatalogo2022 V1.0DLR SOLUTIONS LIMEIRANoch keine Bewertungen
- Teste PlantasDokument5 SeitenTeste Plantaslilianarmdias67% (3)
- F250 - Q - Motor Cummins (Eletrônico)Dokument76 SeitenF250 - Q - Motor Cummins (Eletrônico)Jean Pablo da Luz100% (2)
- Catalogo Mahle Ficha TecnicaDokument3 SeitenCatalogo Mahle Ficha TecnicaJuarlan WeltonNoch keine Bewertungen
- Marketing de Vendas - PaperDokument13 SeitenMarketing de Vendas - Paperthiagoreisrs100% (4)
- Sequência Didática FábulasDokument34 SeitenSequência Didática FábulasKelin Albani SchwaabNoch keine Bewertungen
- SAMANTHA - Meus Quatro Recomeco - Bruna RodriguesDokument353 SeitenSAMANTHA - Meus Quatro Recomeco - Bruna RodriguesAbigail FelberNoch keine Bewertungen
- Texto 14 Paradigmas Crise e Revoluções - A História Da Química Na Perspectiva KuhnianaDokument3 SeitenTexto 14 Paradigmas Crise e Revoluções - A História Da Química Na Perspectiva KuhnianatoditampsNoch keine Bewertungen
- Guia para cadastros no GF ExplorerDokument94 SeitenGuia para cadastros no GF Explorervinicius souzaNoch keine Bewertungen
- Experimento 3 - Físico-QuímicaDokument3 SeitenExperimento 3 - Físico-QuímicacarolferronNoch keine Bewertungen
- Meu Pequeno Milagre (Gabby Santos)Dokument47 SeitenMeu Pequeno Milagre (Gabby Santos)Janaina De Araujo CamargoNoch keine Bewertungen
- Investigação Da Condutividade Elétrica em Solução de KCL A 0,01MDokument3 SeitenInvestigação Da Condutividade Elétrica em Solução de KCL A 0,01MbrumaiafotosNoch keine Bewertungen
- Patologias em DermatologiaDokument8 SeitenPatologias em DermatologiaCristiane SlugovieskiNoch keine Bewertungen
- Infecções HospitalaresDokument11 SeitenInfecções HospitalaresLéuzia casteloNoch keine Bewertungen
- Guide 7 ImageDokument21 SeitenGuide 7 Imagehello it'smeNoch keine Bewertungen
- Sem Isolamento: Etnografia de Pessoas em Situação de Rua Na Pandemia de Covid-19Dokument8 SeitenSem Isolamento: Etnografia de Pessoas em Situação de Rua Na Pandemia de Covid-19Ana De Moraes QuintasNoch keine Bewertungen
- Prevenção de Lesões Do Ligamento Cruzado Anterior em FutebolistasDokument8 SeitenPrevenção de Lesões Do Ligamento Cruzado Anterior em FutebolistasJéssica Lima Nascimento NogueiraNoch keine Bewertungen
- Exercício de HTML e CSS - Arquivo 2Dokument5 SeitenExercício de HTML e CSS - Arquivo 2Pedro PauloNoch keine Bewertungen