Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Preface: Manual For Operation & Maintenance of 200 Series Inline Engines With One-Piece Injection PumpDokument114 SeitenPreface: Manual For Operation & Maintenance of 200 Series Inline Engines With One-Piece Injection PumpDevi Beni Tanaya100% (1)
- Engine Control (MR) FunctionDokument2 SeitenEngine Control (MR) FunctionBogar PinedaNoch keine Bewertungen
- Singer 6180 Brilliance Instruction Manual 679188Dokument64 SeitenSinger 6180 Brilliance Instruction Manual 679188Antonella100% (1)
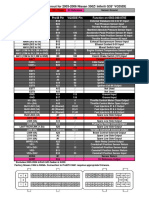
- 4706 - Pro48-705 Pinout For 2003-2006 Nissan 350Z/ Infiniti G35 VQ35DEDokument1 Seite4706 - Pro48-705 Pinout For 2003-2006 Nissan 350Z/ Infiniti G35 VQ35DEAdan Flores CorreaNoch keine Bewertungen
- Air Braking SystemDokument10 SeitenAir Braking SystemArnold ChafewaNoch keine Bewertungen
- Heavy Duty Flyer CatalogDokument7 SeitenHeavy Duty Flyer CatalogJessie BechaydaNoch keine Bewertungen
- D11R Power Train PDFDokument38 SeitenD11R Power Train PDFChakroune100% (2)
- Screemin EagleDokument97 SeitenScreemin EagleSerban DraganNoch keine Bewertungen
- Testing & Commissioning ChecklistsDokument18 SeitenTesting & Commissioning Checklistsmoh khNoch keine Bewertungen
- 8999 5589 00 Diagrams and Drawings S1D AGDDokument100 Seiten8999 5589 00 Diagrams and Drawings S1D AGDAbdul Zapata100% (1)
- FWD 4 Speed (1 Pan)Dokument5 SeitenFWD 4 Speed (1 Pan)G Ramon SPNoch keine Bewertungen
- 10×8 CarrierDokument37 Seiten10×8 CarriernobodymagdesignNoch keine Bewertungen
- Super Charging AllisonDokument26 SeitenSuper Charging AllisonJonathan Ivor Coetzer100% (4)
- CAT - 950G - SchematicDokument2 SeitenCAT - 950G - Schematicssinokrot95% (20)
- Mitsubishi Evo ECU PinoutsDokument2 SeitenMitsubishi Evo ECU PinoutsDavid AlanocaNoch keine Bewertungen
- Componetes Electronicos Cat (056-109)Dokument54 SeitenComponetes Electronicos Cat (056-109)Edgar MaldonadoNoch keine Bewertungen
- 6 Gear TrainDokument3 Seiten6 Gear TrainAnuj ThakkarNoch keine Bewertungen
- Walbro DiafragmDokument34 SeitenWalbro DiafragmpitulusaNoch keine Bewertungen
- Acura RSX (02-06) Service Manual - Brakes OnlyDokument27 SeitenAcura RSX (02-06) Service Manual - Brakes OnlyWill Wolff-Myren67% (3)
- DK 1008-En 04.15 13 PDFDokument1 SeiteDK 1008-En 04.15 13 PDFIulia CostacheNoch keine Bewertungen
- Royal Enfield Interceptor 650 Technical SpecificationsDokument2 SeitenRoyal Enfield Interceptor 650 Technical SpecificationsantoniopollagrandeNoch keine Bewertungen
- Genie Parts & Service Manual, Model TML-4000 & TML-4000NDokument174 SeitenGenie Parts & Service Manual, Model TML-4000 & TML-4000NPrejit Radhakrishna100% (1)
- Lubrication System:: Lubrication System Is Important For An Automobile Engine, As An Engine Consists ofDokument8 SeitenLubrication System:: Lubrication System Is Important For An Automobile Engine, As An Engine Consists ofsameerNoch keine Bewertungen
- Prius 2004 - Brakes - BleedingDokument17 SeitenPrius 2004 - Brakes - Bleedingburvi20011186Noch keine Bewertungen
- F2L912Dokument1 SeiteF2L912eslamnagyNoch keine Bewertungen
- Assy Conveyor 4 MTR (2 Unit) : Part Number Description Qty. Item NODokument11 SeitenAssy Conveyor 4 MTR (2 Unit) : Part Number Description Qty. Item NOFaiz Qilafa ZimamNoch keine Bewertungen
- Impco 425 CarburetorDokument6 SeitenImpco 425 Carburetors_boots100% (2)
- TLB2 4WD 4WS (47865813)Dokument14 SeitenTLB2 4WD 4WS (47865813)pitbullNoch keine Bewertungen
- Catalogo Cummins de Fabricacion ChinaDokument396 SeitenCatalogo Cummins de Fabricacion ChinaVictor Hugo Rodriguez100% (1)
- APE Diesel Hammer Check List: Date: - Sales Order Number: - APE S/NDokument1 SeiteAPE Diesel Hammer Check List: Date: - Sales Order Number: - APE S/NPiphith ZhiypVaraNoch keine Bewertungen