Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- VT PDFDokument2 SeitenVT PDFsankarapandianNoch keine Bewertungen
- VT PDFDokument2 SeitenVT PDFsankarapandianNoch keine Bewertungen
- 1.1 Material Submittal Cover Page-Stair Case and Platform PDFDokument197 Seiten1.1 Material Submittal Cover Page-Stair Case and Platform PDFsankarapandianNoch keine Bewertungen
- Material Submittal Form-Stair Case and Platform PDFDokument2 SeitenMaterial Submittal Form-Stair Case and Platform PDFsankarapandianNoch keine Bewertungen
- Welding ReportDokument2 SeitenWelding ReportsankarapandianNoch keine Bewertungen
- 1.1 Material Submittal Cover Page-Stair Case and Platform PDFDokument197 Seiten1.1 Material Submittal Cover Page-Stair Case and Platform PDFsankarapandianNoch keine Bewertungen
- 1.1 Material Submittal Cover Page-Stair Case and Platform PDFDokument197 Seiten1.1 Material Submittal Cover Page-Stair Case and Platform PDFsankarapandianNoch keine Bewertungen
- Material Submittal Form-Chequered Palte PDFDokument2 SeitenMaterial Submittal Form-Chequered Palte PDFsankarapandianNoch keine Bewertungen
- 1.1 Material Submittal Cover Page-Stair Case and Platform PDFDokument197 Seiten1.1 Material Submittal Cover Page-Stair Case and Platform PDFsankarapandianNoch keine Bewertungen
- Material Submittal Form-Chequered Palte PDFDokument2 SeitenMaterial Submittal Form-Chequered Palte PDFsankarapandianNoch keine Bewertungen
- 1Dokument1 Seite1sankarapandianNoch keine Bewertungen
- Material Submittal Form-Stair Case and Platform PDFDokument2 SeitenMaterial Submittal Form-Stair Case and Platform PDFsankarapandianNoch keine Bewertungen
- 5413-Rgml-Eg-Dwg-40247 (Afc-02) CL 2 & 3 TP For Bolting Platform Hatch - 4Dokument1 Seite5413-Rgml-Eg-Dwg-40247 (Afc-02) CL 2 & 3 TP For Bolting Platform Hatch - 4sankarapandianNoch keine Bewertungen
- TbsDokument1 SeiteTbssankarapandianNoch keine Bewertungen
- MTC Details-MS: Client:-Spacemaker P.O.No: JOB No.: 1122/19 Report No-1122/01Dokument6 SeitenMTC Details-MS: Client:-Spacemaker P.O.No: JOB No.: 1122/19 Report No-1122/01sankarapandianNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Greddy E-Manage Installation ManualDokument6 SeitenGreddy E-Manage Installation ManualTHMotorsports.net100% (2)
- History and Evolution of Hybrid VehiclesDokument24 SeitenHistory and Evolution of Hybrid VehiclesShrvan HirdeNoch keine Bewertungen
- L .. Eee - .: Distribution Voltage RegulatorsDokument11 SeitenL .. Eee - .: Distribution Voltage RegulatorsSirajulNoch keine Bewertungen
- 300G IM SettingsSheets 20160122Dokument27 Seiten300G IM SettingsSheets 20160122zeljkoradaNoch keine Bewertungen
- VRMP Projects - #973 Hgu Reformer Insulation Monthly Completion Plan Project: Reformer Works - HGU-EPCC 6, HPCL, VIZAGDokument1 SeiteVRMP Projects - #973 Hgu Reformer Insulation Monthly Completion Plan Project: Reformer Works - HGU-EPCC 6, HPCL, VIZAGsusantaNoch keine Bewertungen
- Ax2012 Enus Sam 04 PDFDokument26 SeitenAx2012 Enus Sam 04 PDFErnesto J DuranNoch keine Bewertungen
- Mapping UCLA Network DrivesDokument2 SeitenMapping UCLA Network DriveswebscaleNoch keine Bewertungen
- Bringing Industrial Automation Environment Into Classroom: A Didactic Three-Tank and Heat Exchanger ModuleDokument5 SeitenBringing Industrial Automation Environment Into Classroom: A Didactic Three-Tank and Heat Exchanger Modulenicacio_89507470Noch keine Bewertungen
- Computed TomographyDokument94 SeitenComputed TomographyBMT100% (3)
- June 2014 Draft for Public ReviewDokument59 SeitenJune 2014 Draft for Public ReviewRomel Vargas Sánchez0% (1)
- 218477these Stufy of An in Vehicule Infotainement SystemDokument79 Seiten218477these Stufy of An in Vehicule Infotainement SystemKhaled GharbiNoch keine Bewertungen
- 64-2103 Tweco Pistolas WeldskillDokument6 Seiten64-2103 Tweco Pistolas WeldskillcarlosNoch keine Bewertungen
- Imageclass Lbp611cn 613cdw 2Dokument2 SeitenImageclass Lbp611cn 613cdw 2Maulana Ikhwan SadikinNoch keine Bewertungen
- Schools Division of Pasay City outlines 5S workplace organizationDokument9 SeitenSchools Division of Pasay City outlines 5S workplace organizationJhaexelle allenah AlfonsoNoch keine Bewertungen
- SKFDokument26 SeitenSKFRahul ParikhNoch keine Bewertungen
- FinePrint pdfFactory Pro Trial Version PDF CreationDokument40 SeitenFinePrint pdfFactory Pro Trial Version PDF CreationTUAN NGUYEN VANNoch keine Bewertungen
- Philippines - Media LandscapesDokument38 SeitenPhilippines - Media LandscapesGuillian Mae PalconeNoch keine Bewertungen
- Clarion Technologies: at A GlanceDokument7 SeitenClarion Technologies: at A GlanceChetan PrasadNoch keine Bewertungen
- Why I Play Bass March 14 2013Dokument293 SeitenWhy I Play Bass March 14 2013Paul van Niekerk80% (5)
- FL40AC-FL60AC EX Electrical Schematic 177666Dokument1 SeiteFL40AC-FL60AC EX Electrical Schematic 177666Omayr QureshiNoch keine Bewertungen
- Floor ManualDokument35 SeitenFloor ManualGihan ChathurangaNoch keine Bewertungen
- Export Promotion Councils - Final UpdatedDokument14 SeitenExport Promotion Councils - Final UpdatedUtkarsh SaxenaNoch keine Bewertungen
- Corporate Bridge Internship ProposalDokument5 SeitenCorporate Bridge Internship ProposalHBhatlaNoch keine Bewertungen
- Gas LiftDokument35 SeitenGas LiftHìnhxămNơigóckhuấtTimAnh100% (1)
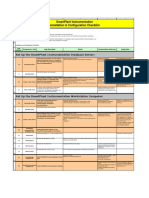
- SmartPlant Instrumentation installation checklistDokument2 SeitenSmartPlant Instrumentation installation checklistmnoormohamed82Noch keine Bewertungen
- Ordinary Portland Cement, 33 Grade - Specification: Indian StandardDokument12 SeitenOrdinary Portland Cement, 33 Grade - Specification: Indian StandardAmbrishNoch keine Bewertungen
- Abrasive Cleaning SystemDokument4 SeitenAbrasive Cleaning SystemSulfikar SalimNoch keine Bewertungen
- Modern Soil Stabilization TechniquesDokument25 SeitenModern Soil Stabilization TechniquesSagar Jha100% (3)
- Chassis (LS17) PDFDokument10 SeitenChassis (LS17) PDFlasky11Noch keine Bewertungen
- Gordon M. Pugh Davidg - RasmussenDokument2 SeitenGordon M. Pugh Davidg - RasmussenKuroKy KrausserNoch keine Bewertungen