Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Welding Metallurgy and Weldability of Stainless Steels John C Lippold Damian J Kotecki PDFDokument367 SeitenWelding Metallurgy and Weldability of Stainless Steels John C Lippold Damian J Kotecki PDFDiego Aires de Freitas100% (7)
- A322Dokument4 SeitenA322rgi178Noch keine Bewertungen
- E.M.C Sample QuestionDokument38 SeitenE.M.C Sample QuestionA.R.Noch keine Bewertungen
- Product Information: Nissei Industry CorporationDokument33 SeitenProduct Information: Nissei Industry CorporationM. Aguiar100% (1)
- Gear Grinding Machines: Peripheral Systems Tooling Technology ServicesDokument8 SeitenGear Grinding Machines: Peripheral Systems Tooling Technology ServicesM. AguiarNoch keine Bewertungen
- Top 55+ Best Animation Software - The Ultimate List 2019 - RenderforestDokument1 SeiteTop 55+ Best Animation Software - The Ultimate List 2019 - RenderforestM. AguiarNoch keine Bewertungen
- Understanding The Metal Working and Idendification ProcessDokument9 SeitenUnderstanding The Metal Working and Idendification ProcessM. AguiarNoch keine Bewertungen
- Vitrified-Bond CBN Wheels For Internal Grinding With Increased Cutting Ability and Longer LifeDokument4 SeitenVitrified-Bond CBN Wheels For Internal Grinding With Increased Cutting Ability and Longer LifeM. AguiarNoch keine Bewertungen
- Diamond and CBN WheelsDokument22 SeitenDiamond and CBN WheelsM. AguiarNoch keine Bewertungen
- Uniform Structure Vitrified Wheel Enabling "Difficult To Cut" Materials and High Efficiency GrindingDokument4 SeitenUniform Structure Vitrified Wheel Enabling "Difficult To Cut" Materials and High Efficiency GrindingM. AguiarNoch keine Bewertungen
- Shipbuilding enDokument7 SeitenShipbuilding enM. AguiarNoch keine Bewertungen
- The Spark Test of SteelsDokument6 SeitenThe Spark Test of SteelsM. AguiarNoch keine Bewertungen
- Novidades Edgecam 2012 R1: Verificação de Limite Linear em Modo RotativoDokument6 SeitenNovidades Edgecam 2012 R1: Verificação de Limite Linear em Modo RotativoM. AguiarNoch keine Bewertungen
- Industry: Member IMC GroupDokument12 SeitenIndustry: Member IMC GroupM. AguiarNoch keine Bewertungen
- Oil and Gas Product Lines: Welcome To Training ForDokument9 SeitenOil and Gas Product Lines: Welcome To Training ForM. AguiarNoch keine Bewertungen
- RailwayBrochure enDokument7 SeitenRailwayBrochure enM. AguiarNoch keine Bewertungen
- MoldDie enDokument28 SeitenMoldDie enM. AguiarNoch keine Bewertungen
- Operacao Tnd200 Fanuc 0i-TdDokument23 SeitenOperacao Tnd200 Fanuc 0i-TdM. AguiarNoch keine Bewertungen
- Crank CamshaftDokument20 SeitenCrank CamshaftM. AguiarNoch keine Bewertungen
- Brass MachiningDokument68 SeitenBrass MachiningVaibhav ShuklaNoch keine Bewertungen
- Oil Field: Main CatalogueDokument176 SeitenOil Field: Main CatalogueM. Aguiar100% (1)
- No10 Machinability RatingsDokument7 SeitenNo10 Machinability RatingsM. AguiarNoch keine Bewertungen
- SA-105 - ASME BPVC 2021 Sección II Parte A-1Dokument8 SeitenSA-105 - ASME BPVC 2021 Sección II Parte A-1Mohammad TaherNoch keine Bewertungen
- Hydrogen in Hot Forming of Ultrahigh-Strength Structural PartsDokument6 SeitenHydrogen in Hot Forming of Ultrahigh-Strength Structural PartsEvans Azka FNoch keine Bewertungen
- Aisi D2: Cold Work Tool SteelDokument7 SeitenAisi D2: Cold Work Tool SteelEdilson Sarmiento AlonsoNoch keine Bewertungen
- Maraging Steels For Aero Space ApplicationDokument33 SeitenMaraging Steels For Aero Space ApplicationKalikota Prasad100% (1)
- Template Group 1 MT 411 Final and With QuizDokument21 SeitenTemplate Group 1 MT 411 Final and With Quizhercheys aberteNoch keine Bewertungen
- General Requirements For Steel Plates For Pressure VesselsDokument34 SeitenGeneral Requirements For Steel Plates For Pressure VesselsIndira BanerjeeNoch keine Bewertungen
- Reviews On Aluminum Alloy Series and Its Applications: Research PaperDokument9 SeitenReviews On Aluminum Alloy Series and Its Applications: Research PaperNidhiNoch keine Bewertungen
- Roller Cone Bits CatalogDokument32 SeitenRoller Cone Bits Catalogruzzo2003100% (2)
- Heat Treatment: Degarmo'S Materials and Processing in ManufacturingDokument38 SeitenHeat Treatment: Degarmo'S Materials and Processing in ManufacturingGavin Raymond Briones100% (1)
- Stress Rupture Behavior of Post Weld Heat Treated 2 (1 4 Cr-1mo Steel Weld Metal 12495Dokument56 SeitenStress Rupture Behavior of Post Weld Heat Treated 2 (1 4 Cr-1mo Steel Weld Metal 12495claude.bouillot3566Noch keine Bewertungen
- Astm A800Dokument6 SeitenAstm A800utreshwarmiskinNoch keine Bewertungen
- Astm A 320 PDFDokument8 SeitenAstm A 320 PDFPatricia MenaNoch keine Bewertungen
- Ijesr Y13 09297 PDFDokument5 SeitenIjesr Y13 09297 PDFSakthivelNoch keine Bewertungen
- CTK CatalogueDokument28 SeitenCTK CatalogueAlexx SorokinNoch keine Bewertungen
- Mape HaDokument25 SeitenMape HaTrending NowNoch keine Bewertungen
- CH 11Dokument34 SeitenCH 11Rebeca CremonezNoch keine Bewertungen
- The Effect of Vanadium Micro Alloying and Hot Deformation Control On The Mechanical Properties of Structural SteelDokument4 SeitenThe Effect of Vanadium Micro Alloying and Hot Deformation Control On The Mechanical Properties of Structural SteelHany KhalifaNoch keine Bewertungen
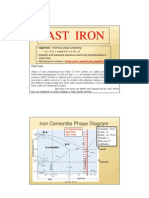
- Cast Iron: Iron Cementite Phase DiagramDokument24 SeitenCast Iron: Iron Cementite Phase DiagramAnonymous w6v7JWfr5Noch keine Bewertungen
- As 1050.1 2017Dokument49 SeitenAs 1050.1 2017vkkt2016Noch keine Bewertungen
- MD Sahidul Islam: Personal DetailsDokument3 SeitenMD Sahidul Islam: Personal DetailsMd Sahidul IslamNoch keine Bewertungen
- Pressure Vessel Plates, Alloy Steel, Quenched and Tempered, Manganese-Molybdenum and Manganese-Molybdenum-NickelDokument3 SeitenPressure Vessel Plates, Alloy Steel, Quenched and Tempered, Manganese-Molybdenum and Manganese-Molybdenum-Nickelalucard375Noch keine Bewertungen
- Volume-2 Api510 ExamDokument119 SeitenVolume-2 Api510 ExamMohammad Danish100% (2)
- Mechanical EngineeringDokument23 SeitenMechanical EngineeringAditya ShindeNoch keine Bewertungen
- Astm A 336 .03Dokument8 SeitenAstm A 336 .03FrengkiNoch keine Bewertungen
- Machine DesignDokument36 SeitenMachine DesignArman Atienza MagcawasNoch keine Bewertungen
- A New High Temperature Resistant Glass-Ceramic Coating For Gas Turbine Engine ComponentsDokument8 SeitenA New High Temperature Resistant Glass-Ceramic Coating For Gas Turbine Engine ComponentsPappuRamaSubramaniam100% (1)
- Case Study: CrankshaftsDokument12 SeitenCase Study: CrankshaftsDHRUV SINGHALNoch keine Bewertungen