Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Existentialism in CinemaDokument25 SeitenExistentialism in CinemanormatthewNoch keine Bewertungen
- Computer System Validation - Definition and Requirements - MustRead PDFDokument3 SeitenComputer System Validation - Definition and Requirements - MustRead PDFtraining validNoch keine Bewertungen
- Catheter Related InfectionsDokument581 SeitenCatheter Related InfectionshardboneNoch keine Bewertungen
- Healthy Apps Us New VarDokument9 SeitenHealthy Apps Us New VarJESUS DELGADONoch keine Bewertungen
- LV Prestart Inspection Checklist Form - IEDokument1 SeiteLV Prestart Inspection Checklist Form - IEyuwantoniNoch keine Bewertungen
- Quality Control of Rigid Pavements 1Dokument58 SeitenQuality Control of Rigid Pavements 1pranjpatil100% (1)
- Institutional Group Agencies For EducationDokument22 SeitenInstitutional Group Agencies For EducationGlory Aroma100% (1)
- Plumbnes Strake 3 TK-012 - (12 Koordinat)Dokument2 SeitenPlumbnes Strake 3 TK-012 - (12 Koordinat)yuwantoniNoch keine Bewertungen
- Summary Report Plumbness - TK - 012Dokument2 SeitenSummary Report Plumbness - TK - 012yuwantoniNoch keine Bewertungen
- VendorMaster FormDokument38 SeitenVendorMaster FormyuwantoniNoch keine Bewertungen
- Roundness Strake - 4-TK-011 (12 Koordinat)Dokument1 SeiteRoundness Strake - 4-TK-011 (12 Koordinat)yuwantoniNoch keine Bewertungen
- Roundness Strake 1 Aft TK-012 - (12 Koordinat)Dokument1 SeiteRoundness Strake 1 Aft TK-012 - (12 Koordinat)yuwantoniNoch keine Bewertungen
- Plumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat) - BFR Welding BuffleDokument2 SeitenPlumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat) - BFR Welding BuffleyuwantoniNoch keine Bewertungen
- Plumbnes Strake 1 Aft TK-012 - (12 Koordinat)Dokument2 SeitenPlumbnes Strake 1 Aft TK-012 - (12 Koordinat)yuwantoniNoch keine Bewertungen
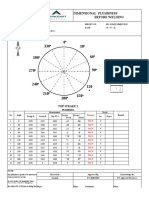
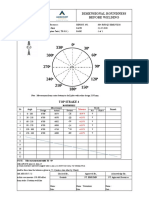
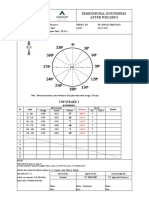
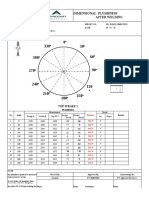
- Roundness Shell # 1 - 1-Tank - 011 BEFORE WELD: Project MTPP66 TK-011 Cyanide Adsorpion TankDokument8 SeitenRoundness Shell # 1 - 1-Tank - 011 BEFORE WELD: Project MTPP66 TK-011 Cyanide Adsorpion TankyuwantoniNoch keine Bewertungen
- Verticallty TK 012Dokument5 SeitenVerticallty TK 012yuwantoniNoch keine Bewertungen
- Plumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat)Dokument2 SeitenPlumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat)yuwantoniNoch keine Bewertungen
- Verticallity / Plumbnes (After Weld)Dokument6 SeitenVerticallity / Plumbnes (After Weld)yuwantoniNoch keine Bewertungen
- Roundness Strake - 2 - (12 Koordinat)Dokument1 SeiteRoundness Strake - 2 - (12 Koordinat)yuwantoniNoch keine Bewertungen
- Bolt Tightening TK-011 & TK-012Dokument8 SeitenBolt Tightening TK-011 & TK-012yuwantoniNoch keine Bewertungen
- Hydrostatic Test Instruction: PT - Agincourt Resources Cyanide Adsortption Tank TK-011Dokument6 SeitenHydrostatic Test Instruction: PT - Agincourt Resources Cyanide Adsortption Tank TK-011yuwantoniNoch keine Bewertungen
- Check List of Column VerticalityDokument11 SeitenCheck List of Column VerticalityyuwantoniNoch keine Bewertungen
- Plumbnes Strake 2 - (12 Koordinat)Dokument1 SeitePlumbnes Strake 2 - (12 Koordinat)yuwantoniNoch keine Bewertungen
- Pt. Epiterma Mas Konstruksi: No Area Name Jabatan Task Ot Hrs TitleDokument4 SeitenPt. Epiterma Mas Konstruksi: No Area Name Jabatan Task Ot Hrs TitleyuwantoniNoch keine Bewertungen
- Peaking-Bend Tank 011Dokument13 SeitenPeaking-Bend Tank 011yuwantoniNoch keine Bewertungen
- Settlement Check Report - EMK 1Dokument18 SeitenSettlement Check Report - EMK 1yuwantoniNoch keine Bewertungen
- Circumference Tank TK-011 Top 300m BottomDokument1 SeiteCircumference Tank TK-011 Top 300m BottomyuwantoniNoch keine Bewertungen
- Final Inspection - Tank Erection - FormDokument4 SeitenFinal Inspection - Tank Erection - FormyuwantoniNoch keine Bewertungen
- Isolation and Lockout - IEDokument25 SeitenIsolation and Lockout - IEyuwantoniNoch keine Bewertungen
- Alcohol Screening and Testing - IEDokument9 SeitenAlcohol Screening and Testing - IEyuwantoniNoch keine Bewertungen
- SilmaDokument12 SeitenSilmanobleconsultantsNoch keine Bewertungen
- Data MiningDokument28 SeitenData MiningGURUPADA PATINoch keine Bewertungen
- Li JinglinDokument3 SeitenLi JinglincorneliuskooNoch keine Bewertungen
- Nantai Catalog NewDokument30 SeitenNantai Catalog Newspalomos100% (1)
- ST Arduino Labs CombinedDokument80 SeitenST Arduino Labs CombineddevProNoch keine Bewertungen
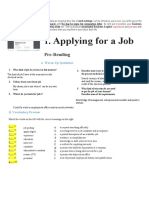
- Applying For A Job: Pre-ReadingDokument5 SeitenApplying For A Job: Pre-ReadingDianitta MaciasNoch keine Bewertungen
- Trina 440W Vertex-S+ DatasheetDokument2 SeitenTrina 440W Vertex-S+ DatasheetBrad MannNoch keine Bewertungen
- Perdarahan Uterus AbnormalDokument15 SeitenPerdarahan Uterus Abnormalarfiah100% (1)
- Sample Learning Module As PatternDokument23 SeitenSample Learning Module As PatternWilliam BulliganNoch keine Bewertungen
- Magic Bullet Theory - PPTDokument5 SeitenMagic Bullet Theory - PPTThe Bengal ChariotNoch keine Bewertungen
- A Comparative Study of Public Private Life Insurance Companies in IndiaDokument5 SeitenA Comparative Study of Public Private Life Insurance Companies in IndiaAkansha GoyalNoch keine Bewertungen
- DCS800ServiceManual RevADokument96 SeitenDCS800ServiceManual RevAElinplastNoch keine Bewertungen
- 25 Middlegame Concepts Every Chess Player Must KnowDokument2 Seiten25 Middlegame Concepts Every Chess Player Must KnowKasparicoNoch keine Bewertungen
- PM Jobs Comp Ir RandDokument9 SeitenPM Jobs Comp Ir Randandri putrantoNoch keine Bewertungen
- XII CS Material Chap7 2012 13Dokument21 SeitenXII CS Material Chap7 2012 13Ashis PradhanNoch keine Bewertungen
- Coding Rubric Unifix XXXX 75Dokument2 SeitenCoding Rubric Unifix XXXX 75api-287660266Noch keine Bewertungen
- Total Physical Response (G4)Dokument3 SeitenTotal Physical Response (G4)Aq Nadzrul LarhNoch keine Bewertungen
- Carnegie Mellon Thesis RepositoryDokument4 SeitenCarnegie Mellon Thesis Repositoryalisonreedphoenix100% (2)
- Victor 2Dokument30 SeitenVictor 2EmmanuelNoch keine Bewertungen
- CISF Manual Final OriginalDokument17 SeitenCISF Manual Final OriginalVaishnavi JayakumarNoch keine Bewertungen
- DJ Crypto ResumeDokument1 SeiteDJ Crypto ResumeNitin MahawarNoch keine Bewertungen
- Hanwha Q Cells Data Sheet Qpeak L-g4.2 360-370 2017-10 Rev02 NaDokument2 SeitenHanwha Q Cells Data Sheet Qpeak L-g4.2 360-370 2017-10 Rev02 NazulfikarNoch keine Bewertungen
- NHD Process PaperDokument2 SeitenNHD Process Paperapi-203024952100% (1)
- (Sat) - 072023Dokument7 Seiten(Sat) - 072023DhananjayPatelNoch keine Bewertungen