Das könnte Ihnen auch gefallen
- Fitting Acero Carbono A SoldarDokument21 SeitenFitting Acero Carbono A Soldarcaod1712Noch keine Bewertungen
- ANSI Fittings WeightsDokument42 SeitenANSI Fittings Weightsmatthewwalls4386Noch keine Bewertungen
- Plasma Arc CuttingDokument13 SeitenPlasma Arc CuttingSarahNoch keine Bewertungen
- 05 MachiningDokument12 Seiten05 MachiningVisvas RajyaguruNoch keine Bewertungen
- ARNOLD - Thread Forming ScrewDokument4 SeitenARNOLD - Thread Forming ScrewgirishawantiNoch keine Bewertungen
- ForgingDokument4 SeitenForgingMubashar Khalil HashmiNoch keine Bewertungen
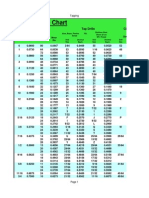
- Drill and Tap Chart: Clearance Hole Drills Tap Drills Screw SizeDokument7 SeitenDrill and Tap Chart: Clearance Hole Drills Tap Drills Screw SizeJennifer Nicky ShakerNoch keine Bewertungen
- Jis G4051Dokument7 SeitenJis G4051tnchsgNoch keine Bewertungen
- MachiningDokument12 SeitenMachiningwardendavid5591100% (1)
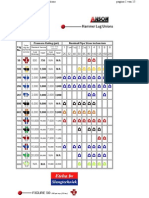
- Hamerlug Unions (Anson)Dokument15 SeitenHamerlug Unions (Anson)Leonardo ViannaNoch keine Bewertungen
- CUTTING Machine ReportDokument7 SeitenCUTTING Machine ReportmathuraNoch keine Bewertungen
- The Most Economical Solution For Drilling!: Indexable DrillDokument20 SeitenThe Most Economical Solution For Drilling!: Indexable DrillapulavartyNoch keine Bewertungen
- A Complete Guide To Pipe SizesDokument25 SeitenA Complete Guide To Pipe SizesahmedNoch keine Bewertungen
- Geometrical TolerancingDokument12 SeitenGeometrical TolerancingItalo Venegas100% (1)
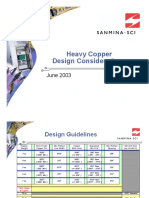
- Heavy Copper Magnetics PresentationDokument17 SeitenHeavy Copper Magnetics PresentationlancerspatNoch keine Bewertungen
- Rolling Nov2011Dokument47 SeitenRolling Nov2011Navin LiverpoolNoch keine Bewertungen
- Test Plug BrochureDokument4 SeitenTest Plug BrochuresitaNoch keine Bewertungen
- Chapter IIIDokument18 SeitenChapter IIItae walaNoch keine Bewertungen
- Speeds and Feeds For Metal CuttingDokument4 SeitenSpeeds and Feeds For Metal CuttingAnonymous dh6DITNoch keine Bewertungen
- Steel Repair SleevesDokument7 SeitenSteel Repair SleevesErickNoch keine Bewertungen
- N XD 3 2 1 XD XD XD: TurningDokument3 SeitenN XD 3 2 1 XD XD XD: TurningAlejandro Alvarez AlvaradoNoch keine Bewertungen
- Product Style OgiDokument2 SeitenProduct Style OgiarianaseriNoch keine Bewertungen
- Roll Pass Design Evauluation Using Software ApplicationDokument34 SeitenRoll Pass Design Evauluation Using Software ApplicationAbed Alrahman NashwanNoch keine Bewertungen
- Drill StemDokument28 SeitenDrill Stemchonubobby100% (1)
- Sepor, Inc. 718 N Fries Ave. Wilmington, Ca 90748 310 830 6601Dokument2 SeitenSepor, Inc. 718 N Fries Ave. Wilmington, Ca 90748 310 830 6601Aditya PrajasNoch keine Bewertungen
- SCH 80Dokument9 SeitenSCH 80Ahmad AnthonyNoch keine Bewertungen
- Minimum Hole Sizes On A LaserDokument1 SeiteMinimum Hole Sizes On A LaserSaurabh JadhavNoch keine Bewertungen
- DSI Underground Systems Catalogue US 01Dokument118 SeitenDSI Underground Systems Catalogue US 01Sriram NambiNoch keine Bewertungen
- Guidelines: Injection Mold DesignDokument3 SeitenGuidelines: Injection Mold DesignfunsukwandutoNoch keine Bewertungen
- Clow FittingsDokument21 SeitenClow Fittingsnjsmith5Noch keine Bewertungen
- Technical Data 37 FlaredDokument13 SeitenTechnical Data 37 FlaredhernychtNoch keine Bewertungen
- Elastomer Bellows Seal: Applications Non-Concurrent Operating ConditionsDokument6 SeitenElastomer Bellows Seal: Applications Non-Concurrent Operating ConditionsAdhie_ginthinkNoch keine Bewertungen
- PCB CharacteristicsDokument7 SeitenPCB Characteristicssanthoshkvs2005Noch keine Bewertungen
- TSN Cold Formed Steel Framing Standard Stud Technical CatalogDokument56 SeitenTSN Cold Formed Steel Framing Standard Stud Technical Catalogjoledil592Noch keine Bewertungen
- Strainer Information PDFDokument6 SeitenStrainer Information PDFmahdiNoch keine Bewertungen
- Drill Sizes For TappingDokument15 SeitenDrill Sizes For Tappinghsrao77100% (1)
- Fixing Sytems Products-176 - INKADokument105 SeitenFixing Sytems Products-176 - INKAKhaled AbdelhamidNoch keine Bewertungen
- Stamping Design GuidelineDokument13 SeitenStamping Design GuidelineVikram Borkhediya100% (1)
- Ke UtkDokument1 SeiteKe Utkaero XNoch keine Bewertungen
- Bend Tonnage CalculationDokument2 SeitenBend Tonnage CalculationLingarajan RamasamyNoch keine Bewertungen
- Kaiser Aluminum Soft Alloy Extrusions Product AvailabilityDokument1 SeiteKaiser Aluminum Soft Alloy Extrusions Product AvailabilityMichaelKubaNoch keine Bewertungen
- Hot Forge UpsetDokument13 SeitenHot Forge UpsetAnonymous QiMB2lBCJLNoch keine Bewertungen
- Sheet Metal Bend ReliefDokument17 SeitenSheet Metal Bend Reliefjohndesign123Noch keine Bewertungen
- Apex Catlogue A43010-MinDokument24 SeitenApex Catlogue A43010-Minfaisal kingNoch keine Bewertungen
- Property ModificationDokument4 SeitenProperty ModificationAldrin BernardoNoch keine Bewertungen
- Square Hollow SectionDokument18 SeitenSquare Hollow Sectionsixd69Noch keine Bewertungen
- 4 Draft or Taper AllowanceDokument5 Seiten4 Draft or Taper AllowanceAde PuspitaNoch keine Bewertungen
- Sheet MetalDokument60 SeitenSheet MetalAnonymous tQhtrPbNoch keine Bewertungen
- Pipe ThicknessDokument26 SeitenPipe ThicknessMehman NasibovNoch keine Bewertungen
- Forging BasicsDokument9 SeitenForging BasicsAl EnggNoch keine Bewertungen
- Totten CatalogDokument19 SeitenTotten CatalogxpertsteelNoch keine Bewertungen
- Design Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanyDokument5 SeitenDesign Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanypuneethudupiNoch keine Bewertungen
- What Does Pipe Schedule Mean Pipe Size Chart and Pipe Schedule 40 ThicknessDokument10 SeitenWhat Does Pipe Schedule Mean Pipe Size Chart and Pipe Schedule 40 ThicknessVenkata Haritasa MamidannaNoch keine Bewertungen
- Qualitat Cargols I FemellesDokument34 SeitenQualitat Cargols I FemelleshecdomNoch keine Bewertungen
- O-Ring Design - Best PracticeDokument7 SeitenO-Ring Design - Best PracticeJnanesh K SNoch keine Bewertungen
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersVon EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Transportation Engineering Lecture-4Dokument16 SeitenTransportation Engineering Lecture-4Avishya JaswalNoch keine Bewertungen
- 5 NM RC65 10 and 17 Watts 17 W Part Number Made To OrderDokument3 Seiten5 NM RC65 10 and 17 Watts 17 W Part Number Made To OrderasdasdghtNoch keine Bewertungen
- Science8 - q1 - Mod4 - Effect of Temperature To The Speed of Sound - v4Dokument25 SeitenScience8 - q1 - Mod4 - Effect of Temperature To The Speed of Sound - v4Hariette Denisse BarriosNoch keine Bewertungen
- RC 1Dokument5 SeitenRC 1Mayya BonaNoch keine Bewertungen
- D&F Block ElementsDokument16 SeitenD&F Block ElementsManish kumarNoch keine Bewertungen
- Mathies 1Dokument8 SeitenMathies 1ruskaNoch keine Bewertungen
- BAN - 850693 - 00 - NRS1 50 For ONE Electrode USA - UsDokument32 SeitenBAN - 850693 - 00 - NRS1 50 For ONE Electrode USA - UsDaniel Clamosa MirandaNoch keine Bewertungen
- Final Report Experiment 2 Calorimetry Caubig Joseph Gary D PDFDokument7 SeitenFinal Report Experiment 2 Calorimetry Caubig Joseph Gary D PDFDenampo Ivan MikhaelNoch keine Bewertungen
- Lab Report A3Dokument6 SeitenLab Report A3SumayyahNoch keine Bewertungen
- Class 11 Economic Competency Based Question Chapter-Collection of DataDokument18 SeitenClass 11 Economic Competency Based Question Chapter-Collection of DataKabri VagelaNoch keine Bewertungen
- PUCARO Triflexil M 2-PlyDokument2 SeitenPUCARO Triflexil M 2-PlyUmang DhanukaNoch keine Bewertungen
- Capstan Selection For My VesselDokument4 SeitenCapstan Selection For My VesselNelson Aguirre BravoNoch keine Bewertungen
- Study Pack and Formulae of Chapter 4Dokument15 SeitenStudy Pack and Formulae of Chapter 4RatanakNoch keine Bewertungen
- Assignment 0910spring Set1Dokument2 SeitenAssignment 0910spring Set1Sarp Yiğit ŞirinNoch keine Bewertungen
- Curved Surface Boosts Electrochemical CO2 Reduction To Formate Via Bismuth Nanotubes in A Wide Potential WindowDokument7 SeitenCurved Surface Boosts Electrochemical CO2 Reduction To Formate Via Bismuth Nanotubes in A Wide Potential WindowSantosh Srinivas NNoch keine Bewertungen
- Line and Equipment Opening / Oil Draining ProcedureDokument4 SeitenLine and Equipment Opening / Oil Draining ProcedureRASHEED YUSUFNoch keine Bewertungen
- Introducing The: Ranger SystemDokument4 SeitenIntroducing The: Ranger SystemSteven Ludeña GavinoNoch keine Bewertungen
- Chapter 8 Technique of IntegrationDokument40 SeitenChapter 8 Technique of IntegrationNURUL YAHSIFAH SYQELLA BINTI YAHYA BK21110100Noch keine Bewertungen
- Auxiblocker SBDokument1 SeiteAuxiblocker SBphasithNoch keine Bewertungen
- Project DescriptionDokument6 SeitenProject DescriptionHarsh Garg 24601Noch keine Bewertungen
- Field Grading in Electrical MachinesDokument4 SeitenField Grading in Electrical MachinesPaawanNoch keine Bewertungen
- Mathew Et Al. - 2015 - PHYSIOLOGICAL IMPACT OF PHYTO-SYNTHESIZED ANANAS CDokument17 SeitenMathew Et Al. - 2015 - PHYSIOLOGICAL IMPACT OF PHYTO-SYNTHESIZED ANANAS CNithin VijayakumarNoch keine Bewertungen
- Atoms, Elements and Compounds g7Dokument40 SeitenAtoms, Elements and Compounds g7Menaga A/P IlangkovanNoch keine Bewertungen
- Reflection of Light Total Internal Reflection Refraction of LightDokument1 SeiteReflection of Light Total Internal Reflection Refraction of LightGaming X YT100% (1)
- Physics BasicDokument1.157 SeitenPhysics BasicMai CongNoch keine Bewertungen
- Class 8 - Maths - CH 12 - Exponents and PowersDokument10 SeitenClass 8 - Maths - CH 12 - Exponents and PowersJitheshNoch keine Bewertungen
- Kathrein 80010665 V01Dokument2 SeitenKathrein 80010665 V01KEVIN ROSSNoch keine Bewertungen
- Dokument - Pub 93 Transistor 2020 Flipbook PDFDokument21 SeitenDokument - Pub 93 Transistor 2020 Flipbook PDFadib fahmieNoch keine Bewertungen
- Heuresis HBI-120 Brochure Rev4Dokument2 SeitenHeuresis HBI-120 Brochure Rev4Bhagoo HatheyNoch keine Bewertungen
- EPM - 07 - 07S - Manual - ENTESDokument4 SeitenEPM - 07 - 07S - Manual - ENTESAhmed Mohamed Kamal El-DeenNoch keine Bewertungen