Das könnte Ihnen auch gefallen
- 196 203 JMTR Jul16Dokument8 Seiten196 203 JMTR Jul16Liviu BadeaNoch keine Bewertungen
- Sensors For Monitoring Environmental Pollution: H - Meixner, J - Gerblinger and M - FleischerDokument10 SeitenSensors For Monitoring Environmental Pollution: H - Meixner, J - Gerblinger and M - FleischerNadia F Mohammad Al-RoshdeeNoch keine Bewertungen
- Chloro Alkali PlantDokument11 SeitenChloro Alkali PlantsimaproindiaNoch keine Bewertungen
- Rethink Mercury Removal LNG PlantsDokument10 SeitenRethink Mercury Removal LNG PlantshortalemosNoch keine Bewertungen
- A Rethink of The Mercury Removal Problem For LNG PlantsDokument16 SeitenA Rethink of The Mercury Removal Problem For LNG Plantslulis171Noch keine Bewertungen
- Corrosion and Corrosion ControlDokument14 SeitenCorrosion and Corrosion ControlalguNoch keine Bewertungen
- Environmental Management in Indian Chlor-Alkali IndustriesDokument28 SeitenEnvironmental Management in Indian Chlor-Alkali Industriessivas54Noch keine Bewertungen
- 2000 - Removal of SOx and NOx Over Activated Carbon FibersDokument13 Seiten2000 - Removal of SOx and NOx Over Activated Carbon FiberspreemeeNoch keine Bewertungen
- Monitory Ai EmissionsDokument2 SeitenMonitory Ai EmissionsLisbeth Roos RoosNoch keine Bewertungen
- Solutions Manual to accompany Engineering Materials ScienceVon EverandSolutions Manual to accompany Engineering Materials ScienceBewertung: 4 von 5 Sternen4/5 (1)
- Articulo Publicado 2Dokument7 SeitenArticulo Publicado 2Camilo Andrés AyalaNoch keine Bewertungen
- 8 Energy Saving and Environmental Protection in Cement Production - Ó + - ËÙ+À ÚDokument15 Seiten8 Energy Saving and Environmental Protection in Cement Production - Ó + - ËÙ+À ÚNova HeriNoch keine Bewertungen
- Carbon Dust-Paper by Sadler&WelchDokument14 SeitenCarbon Dust-Paper by Sadler&Welchsaurav_eduNoch keine Bewertungen
- Cleaner Vehicle EmissionsDokument7 SeitenCleaner Vehicle EmissionsDikra BkNoch keine Bewertungen
- Atmospheric Pollution Control in Coke Ovens: Eds.: A. Bandopadhyay, Rakesh Kumar & P Ran:achandraraoDokument10 SeitenAtmospheric Pollution Control in Coke Ovens: Eds.: A. Bandopadhyay, Rakesh Kumar & P Ran:achandraraohimanshu SahooNoch keine Bewertungen
- 90-10 Copper-Nickel vs. Aluminum BrassDokument7 Seiten90-10 Copper-Nickel vs. Aluminum BrassMohamed AshfaqNoch keine Bewertungen
- 1 PBDokument9 Seiten1 PBAbdul MalikNoch keine Bewertungen
- Proper treatment of radioactive waste from disastersDokument22 SeitenProper treatment of radioactive waste from disastersctkah_hamidNoch keine Bewertungen
- Metal Dusting in A Laboratory Environment - Alloying Addition EffectsDokument15 SeitenMetal Dusting in A Laboratory Environment - Alloying Addition EffectsClaudia MmsNoch keine Bewertungen
- Air Pollution Control Technology Fact SheetDokument5 SeitenAir Pollution Control Technology Fact SheetSiddharth RajendranNoch keine Bewertungen
- Understanding stainless steelmaking through computational thermodynamicsDokument10 SeitenUnderstanding stainless steelmaking through computational thermodynamicsramizNoch keine Bewertungen
- FGD Comparison - Wet Vs Semi Dry Vs DryDokument6 SeitenFGD Comparison - Wet Vs Semi Dry Vs DryAnonymous wIPMQ5rhNoch keine Bewertungen
- Automotive Catalyst: 朱信 Hsin Chu Professor Dept. of Environmental Eng. National Cheng Kung UniversityDokument160 SeitenAutomotive Catalyst: 朱信 Hsin Chu Professor Dept. of Environmental Eng. National Cheng Kung UniversityVenu GopalNoch keine Bewertungen
- Ammonia PlantDokument16 SeitenAmmonia Plantganeshan67% (6)
- 2007 Corrosão Atmosferica Do ZincoDokument17 Seiten2007 Corrosão Atmosferica Do ZincoJuliermes CarvalhoNoch keine Bewertungen
- Membrane Wesp Rev4Dokument12 SeitenMembrane Wesp Rev4dawn.devNoch keine Bewertungen
- Ambient Air Quality Mining Clusters in Western Kachchh Region, Gujarat, IndiaDokument5 SeitenAmbient Air Quality Mining Clusters in Western Kachchh Region, Gujarat, IndiaShofa R HaqNoch keine Bewertungen
- Pgweg: Recycling of Lead/Acid Batteries in A Small PlantDokument3 SeitenPgweg: Recycling of Lead/Acid Batteries in A Small PlantCarolina SalcedoNoch keine Bewertungen
- Syllabus of UNIT-III: Removal and Control MethodsDokument9 SeitenSyllabus of UNIT-III: Removal and Control MethodssaiNoch keine Bewertungen
- Controlling Pollution in Iron & Steel IndustryDokument19 SeitenControlling Pollution in Iron & Steel IndustryJoao MinhoNoch keine Bewertungen
- 8.10 Sulfuric Acid 8.10.1 General1-2 Sulfuric Acid (H2SO4) Is ADokument9 Seiten8.10 Sulfuric Acid 8.10.1 General1-2 Sulfuric Acid (H2SO4) Is AgetaddNoch keine Bewertungen
- Corrosion Inhibition Performance of Copper Carbonate in MEADokument5 SeitenCorrosion Inhibition Performance of Copper Carbonate in MEAdow2008Noch keine Bewertungen
- Reduction of Mill Scale by Carbon PDFDokument5 SeitenReduction of Mill Scale by Carbon PDFDeni Shidqi KhaerudiniNoch keine Bewertungen
- State of the Art in Steel Mill Dust RecyclingDokument6 SeitenState of the Art in Steel Mill Dust RecyclingCeyhun TatarNoch keine Bewertungen
- IR Ni LanthanaDokument6 SeitenIR Ni LanthanaNelly RojasNoch keine Bewertungen
- 2012GEPESZET_dynamic_mass_balance_for_aaiDokument12 Seiten2012GEPESZET_dynamic_mass_balance_for_aaiLukas DionNoch keine Bewertungen
- Marine NOx Emissions RegulationsDokument5 SeitenMarine NOx Emissions RegulationsDorin SavaNoch keine Bewertungen
- Industrial Chemistry of Oxides for Emerging ApplicationsVon EverandIndustrial Chemistry of Oxides for Emerging ApplicationsNoch keine Bewertungen
- Cement and LimeDokument127 SeitenCement and LimeEhab Anwer HassanNoch keine Bewertungen
- Presentation CECRI Environ AnnaunivityDokument77 SeitenPresentation CECRI Environ Annaunivitysivas54Noch keine Bewertungen
- Cu NI Versus Al BRDokument7 SeitenCu NI Versus Al BRJasbir ChaudharyNoch keine Bewertungen
- Environment Friendly Utilization of Fly AshDokument10 SeitenEnvironment Friendly Utilization of Fly Ashराम मनोहर तिवारीNoch keine Bewertungen
- Electrostatic Precipitation PDFDokument10 SeitenElectrostatic Precipitation PDFAnonymous uL3JlWfhNoch keine Bewertungen
- Roasting Matte To Nickel Oxide and MetalDokument7 SeitenRoasting Matte To Nickel Oxide and MetalDavid SanchezNoch keine Bewertungen
- METALS MINING EMISSIONSDokument5 SeitenMETALS MINING EMISSIONSJanis Abstracta PlasmáticaNoch keine Bewertungen
- In Situ Studies of The Metal/Atmosphere: InterfaceDokument10 SeitenIn Situ Studies of The Metal/Atmosphere: InterfaceMelinda HansenNoch keine Bewertungen
- The Manufacture of Nitric AcidDokument8 SeitenThe Manufacture of Nitric AcidAnaFarida100% (1)
- CDGI’s CHAMELI DEVI SCHOOL OF ENGINEERING, INDORE Department of Mechanical Engineering Session: 2015-16 Subject Code:ME-607 SEMINAR ON CATALYTIC CONVERTERDokument20 SeitenCDGI’s CHAMELI DEVI SCHOOL OF ENGINEERING, INDORE Department of Mechanical Engineering Session: 2015-16 Subject Code:ME-607 SEMINAR ON CATALYTIC CONVERTERSanskarrRathiiNoch keine Bewertungen
- Sản xuất kim loại bằng điện hóaDokument7 SeitenSản xuất kim loại bằng điện hóaPham Tuan TuNoch keine Bewertungen
- Reduction of Diesel Engine Emissions Usi PDFDokument6 SeitenReduction of Diesel Engine Emissions Usi PDFSalar AhmedNoch keine Bewertungen
- Semiconductor Grade Silicon Purification ProcessDokument9 SeitenSemiconductor Grade Silicon Purification ProcessSoner TopNoch keine Bewertungen
- HTC1Dokument21 SeitenHTC1dipak13304Noch keine Bewertungen
- 10CH14 TUFAIL MUSTAFA KHOSAEnvironmental Impact of Power PlantDokument6 Seiten10CH14 TUFAIL MUSTAFA KHOSAEnvironmental Impact of Power PlantTufail MustafaNoch keine Bewertungen
- CO2-Reducing Cement Based On Calcium SilicatesDokument9 SeitenCO2-Reducing Cement Based On Calcium Silicatesyinglv100% (1)
- CCN2252 Environmental and Energy Engineering T02 Energy Resources and Climate ChangeDokument2 SeitenCCN2252 Environmental and Energy Engineering T02 Energy Resources and Climate ChangefelixNoch keine Bewertungen
- Sorbent Cost and Performance in CO2 Capture SystemsDokument5 SeitenSorbent Cost and Performance in CO2 Capture SystemsserchNoch keine Bewertungen
- Welding Rods InfoDokument9 SeitenWelding Rods InfoSeju CherianNoch keine Bewertungen
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementVon EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNoch keine Bewertungen
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)Von EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)Noch keine Bewertungen
- Minerals 07 00176 v4Dokument21 SeitenMinerals 07 00176 v4Anastasia YuandyNoch keine Bewertungen
- Smelting, leaching and purification processes for nickel and cobalt recoveryDokument1 SeiteSmelting, leaching and purification processes for nickel and cobalt recoveryAnastasia YuandyNoch keine Bewertungen
- Laterite Processing PDFDokument1 SeiteLaterite Processing PDFAnastasia YuandyNoch keine Bewertungen
- Laterite ProcessingDokument1 SeiteLaterite ProcessingAnastasia YuandyNoch keine Bewertungen
- The Recycling of Cobalt From Alloy Scrap, Spent Batteries or Catalysts and Met Allurgical Residues - AnDokument19 SeitenThe Recycling of Cobalt From Alloy Scrap, Spent Batteries or Catalysts and Met Allurgical Residues - AnAnastasia YuandyNoch keine Bewertungen
- Stanislav V. Vassilev, David Baxter, Lars K. Andersen, Christina G. VassilevaDokument37 SeitenStanislav V. Vassilev, David Baxter, Lars K. Andersen, Christina G. VassilevaAnastasia YuandyNoch keine Bewertungen
- Resin in PulpDokument20 SeitenResin in PulpAnastasia YuandyNoch keine Bewertungen
- Cobalt Tailings Cupric Chloride LeachingDokument9 SeitenCobalt Tailings Cupric Chloride LeachingAnastasia YuandyNoch keine Bewertungen
- Back Up Cobalt TailingsDokument3 SeitenBack Up Cobalt TailingsAnastasia YuandyNoch keine Bewertungen
- Proposal s3Dokument1 SeiteProposal s3Anastasia YuandyNoch keine Bewertungen
- GM2 ChenDokument23 SeitenGM2 ChenAnastasia YuandyNoch keine Bewertungen
- Efficacy of A Cellulose-Based Rodenticide For Control of Warfarin-Resistant Black Rats (Rattus Rattus)Dokument9 SeitenEfficacy of A Cellulose-Based Rodenticide For Control of Warfarin-Resistant Black Rats (Rattus Rattus)Anastasia YuandyNoch keine Bewertungen
- Rodentisida SelulosaDokument3 SeitenRodentisida SelulosaAnastasia YuandyNoch keine Bewertungen
- Nathalie MillotDokument10 SeitenNathalie MillotAnastasia YuandyNoch keine Bewertungen
- GPM Re-StabDokument2 SeitenGPM Re-StabAnastasia YuandyNoch keine Bewertungen
- Bfe FM200 Epfs 000 02 V.0Dokument52 SeitenBfe FM200 Epfs 000 02 V.0SajjadNoch keine Bewertungen
- Propylene - Carbonate Data SheetDokument2 SeitenPropylene - Carbonate Data SheetcNoch keine Bewertungen
- Sand ManufacturingDokument5 SeitenSand ManufacturingJournalNX - a Multidisciplinary Peer Reviewed JournalNoch keine Bewertungen
- Characterization of Minerals, Metals and MaterialsDokument723 SeitenCharacterization of Minerals, Metals and Materialslfvorster99Noch keine Bewertungen
- CH 13Dokument30 SeitenCH 13Laurertan TavaresNoch keine Bewertungen
- SIGMADUR 550 BASE RAL7035 EnglishDokument14 SeitenSIGMADUR 550 BASE RAL7035 Englishbuitems11Noch keine Bewertungen
- Microencapsulation in Textiles Provides Health and Performance BenefitsDokument2 SeitenMicroencapsulation in Textiles Provides Health and Performance BenefitsAswathy UnnikrishnanNoch keine Bewertungen
- Lintels and ArchesDokument49 SeitenLintels and Arches18 Architects50% (2)
- Polyalk FixoprimeDokument2 SeitenPolyalk FixoprimeAjay Kumar AgrawalNoch keine Bewertungen
- Design and Manufacturing Guideline For Aerospace CompositesDokument11 SeitenDesign and Manufacturing Guideline For Aerospace CompositesBrice_ParmentierNoch keine Bewertungen
- Polarography PDFDokument37 SeitenPolarography PDFTejwant Singh KangNoch keine Bewertungen
- Vertical Drains May Not Work Alone Due To Thick Uniform Soft ClayDokument77 SeitenVertical Drains May Not Work Alone Due To Thick Uniform Soft ClayChitharanjan VishnukripalNoch keine Bewertungen
- ACI 215R - Consideration For Design of Concrete Structures Subjected To Fatigue LoadingDokument24 SeitenACI 215R - Consideration For Design of Concrete Structures Subjected To Fatigue LoadingAlbertoNoch keine Bewertungen
- BCA Booklet Content Drywall Internal Partition Sept 2013Dokument72 SeitenBCA Booklet Content Drywall Internal Partition Sept 2013Carl XhingNoch keine Bewertungen
- Optiflo RC: Pulse-Jet Cylindrical Cartridge Dust CollectorDokument6 SeitenOptiflo RC: Pulse-Jet Cylindrical Cartridge Dust CollectorJuan Manuel Bedoya AcevedoNoch keine Bewertungen
- Department of Materials Science and Engineering (MSE)Dokument11 SeitenDepartment of Materials Science and Engineering (MSE)shouvikNoch keine Bewertungen
- Non-Classical Reactor SystemsDokument22 SeitenNon-Classical Reactor SystemsManuelNoch keine Bewertungen
- MEPDG Manual of PracticesDokument209 SeitenMEPDG Manual of PracticesSri RamyaNoch keine Bewertungen
- In-Situ Rock StressesDokument16 SeitenIn-Situ Rock StressesAslam KhanNoch keine Bewertungen
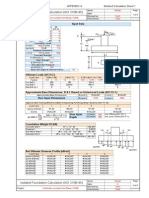
- Isolated Foundation Calculation (ACI 318M-95) : Input DataDokument5 SeitenIsolated Foundation Calculation (ACI 318M-95) : Input DataJuan CarlosNoch keine Bewertungen
- Impact of Source Drain DopingDokument6 SeitenImpact of Source Drain DopingjjNoch keine Bewertungen
- (L17) Twinning F12 PlagioklasDokument30 Seiten(L17) Twinning F12 PlagioklasRadhitya Adzan HidayahNoch keine Bewertungen
- Mechanical Design-Material PropertiesDokument61 SeitenMechanical Design-Material Propertiesgaza001Noch keine Bewertungen
- Heraklith CatalogueDokument54 SeitenHeraklith CatalogueN P SrinivasaraoNoch keine Bewertungen
- Pet Bottles Flakes - RoughDokument19 SeitenPet Bottles Flakes - RoughSivaraman P. S.100% (1)
- Hans OerstedDokument17 SeitenHans OerstedseialuwisNoch keine Bewertungen
- DBR Cvs AuditoriumDokument9 SeitenDBR Cvs AuditoriumJohn JacksonNoch keine Bewertungen
- The University of The South Pacific: Chemistry DivisionDokument10 SeitenThe University of The South Pacific: Chemistry DivisionTetzNoch keine Bewertungen
- BIS0418 C1L2P1 Technical Guide Bending Rolling Shearing Punching WEB SIN...Dokument6 SeitenBIS0418 C1L2P1 Technical Guide Bending Rolling Shearing Punching WEB SIN...MarcoNoch keine Bewertungen
- Technical Design Information for Latrine ConstructionDokument24 SeitenTechnical Design Information for Latrine Constructionchris mwauraNoch keine Bewertungen