Das könnte Ihnen auch gefallen
- Russell PHD 2015 Progressive Collapse of Reinforced Concrete Flat Slab StructuresDokument238 SeitenRussell PHD 2015 Progressive Collapse of Reinforced Concrete Flat Slab StructuresRm1262Noch keine Bewertungen
- Henderson, Johnson & Wood 2002 Enhancing The Whole Life Structural Performance of Multi-Storey Car ParksDokument50 SeitenHenderson, Johnson & Wood 2002 Enhancing The Whole Life Structural Performance of Multi-Storey Car ParksRm1262Noch keine Bewertungen
- Extend Abstract - 67792 - Joao GeadaDokument10 SeitenExtend Abstract - 67792 - Joao GeadaRm1262Noch keine Bewertungen
- Technoslide Elastomeric-Plain-Sliding-Bearings-For-Bridges-Structures-BrochureDokument13 SeitenTechnoslide Elastomeric-Plain-Sliding-Bearings-For-Bridges-Structures-BrochureRm1262Noch keine Bewertungen
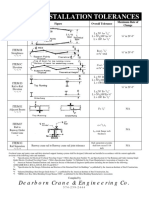
- Crane Runway Installation Tolerances-BechtelDokument1 SeiteCrane Runway Installation Tolerances-BechtelRm1262Noch keine Bewertungen
- IMIESA April 2021Dokument60 SeitenIMIESA April 2021Rm1262Noch keine Bewertungen
- UJ - EngineeringManagement 2020Dokument4 SeitenUJ - EngineeringManagement 2020Rm12620% (1)
- The Concrete Society - Fire DamageDokument6 SeitenThe Concrete Society - Fire DamageRm1262Noch keine Bewertungen
- Annerel & Taerwe 2008 Diagnosis of The State of Concrete Structures After FireDokument6 SeitenAnnerel & Taerwe 2008 Diagnosis of The State of Concrete Structures After FireRm1262Noch keine Bewertungen
- BinsDokument17 SeitenBinsRm1262Noch keine Bewertungen
- Narayangharh-Mugling HighwayDokument85 SeitenNarayangharh-Mugling HighwayRm1262Noch keine Bewertungen
- SikaBond Rapid DPM PDSDokument4 SeitenSikaBond Rapid DPM PDSRm1262Noch keine Bewertungen
- Bituthene 3000-3000 HCDokument2 SeitenBituthene 3000-3000 HCRm1262Noch keine Bewertungen
- Sarens SarspinV.11.10.10Dokument4 SeitenSarens SarspinV.11.10.10Rm1262Noch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Lab Manual.15 PDFDokument34 SeitenLab Manual.15 PDFBoovarahan ChakravarthyNoch keine Bewertungen
- GodrejDokument31 SeitenGodrejSRINIKHITA POLE50% (2)
- Imo Signs: Safety Officer's GuideDokument60 SeitenImo Signs: Safety Officer's Guidemarko nežićNoch keine Bewertungen
- Cygnet Corporate Profile 2019Dokument18 SeitenCygnet Corporate Profile 2019AkashNoch keine Bewertungen
- Pengaruh Skarifikasi Dan Hormon Giberelin (Ga) Terhadap Daya Kecambah Dan Pertumbuhan Bibit Palem Putri (Veitchia Merillii)Dokument8 SeitenPengaruh Skarifikasi Dan Hormon Giberelin (Ga) Terhadap Daya Kecambah Dan Pertumbuhan Bibit Palem Putri (Veitchia Merillii)Adi IndraNoch keine Bewertungen
- 3D Topology Optimization Using ConvolutionalDokument21 Seiten3D Topology Optimization Using ConvolutionalANDRES DAVID GUEVARA MENDOZANoch keine Bewertungen
- Comparison of Switching Strategies For An Ultrasonic Cleaner PDFDokument5 SeitenComparison of Switching Strategies For An Ultrasonic Cleaner PDFBogdan HaiducNoch keine Bewertungen
- Most Fanuc 9000 ParamDokument122 SeitenMost Fanuc 9000 ParamBrent Maimone100% (1)
- The Enlightenment Legacy of Darwin, Freud and MarxDokument18 SeitenThe Enlightenment Legacy of Darwin, Freud and MarxPaula HicksNoch keine Bewertungen
- Fundamentals of Management 8th Edition - Chapter 3 Test BankDokument49 SeitenFundamentals of Management 8th Edition - Chapter 3 Test Bankjhawk75787% (15)
- Session 2004: 21, Rue D'artois, F-75008 Paris © CigréDokument8 SeitenSession 2004: 21, Rue D'artois, F-75008 Paris © CigréOscar GarciaNoch keine Bewertungen
- Error Handling in CDokument3 SeitenError Handling in CJaysinh KumpavatNoch keine Bewertungen
- Qualifying Exam Study Guide 01-26-2018Dokument20 SeitenQualifying Exam Study Guide 01-26-2018Abella, Marilou R. (marii)Noch keine Bewertungen
- Scope and Sequence: Let's Start With ArtDokument4 SeitenScope and Sequence: Let's Start With ArtPhương MaiNoch keine Bewertungen
- Before Practical Test Pass The Driving Theory TestDokument3 SeitenBefore Practical Test Pass The Driving Theory TestpassdrivetestNoch keine Bewertungen
- Mckenzie Ross Resume 3 12 15Dokument1 SeiteMckenzie Ross Resume 3 12 15api-281264881Noch keine Bewertungen
- Susan Bassnett SummaryDokument8 SeitenSusan Bassnett SummaryخالدNoch keine Bewertungen
- The Valuation of Olive Orchards: A Case Study For TurkeyDokument4 SeitenThe Valuation of Olive Orchards: A Case Study For TurkeyShailendra RajanNoch keine Bewertungen
- AnyLogic 6 System Dynamics Modeling TutorialDokument25 SeitenAnyLogic 6 System Dynamics Modeling TutorialAlphonso AndrewsNoch keine Bewertungen
- Alice in Wonderland Literary AnalysisDokument5 SeitenAlice in Wonderland Literary AnalysisRica Jane Torres100% (1)
- HFO HomeworkDokument2 SeitenHFO HomeworkAna May Durante BaldelomarNoch keine Bewertungen
- M/s Rishabh Creations Sikka Knitting FabDokument1 SeiteM/s Rishabh Creations Sikka Knitting FabVarun AgarwalNoch keine Bewertungen
- Sarasin RSBD Starsteam FlyeDokument2 SeitenSarasin RSBD Starsteam Flyepeng chaowenNoch keine Bewertungen
- CIS Evaluation FrameworkDokument40 SeitenCIS Evaluation FrameworkNguyen Phuong LinhNoch keine Bewertungen
- SET B ExamDokument21 SeitenSET B ExamDhon ValeNoch keine Bewertungen
- Why Is Solar Cell Efficiency Low - GreentumbleDokument15 SeitenWhy Is Solar Cell Efficiency Low - Greentumblevihan shahNoch keine Bewertungen
- Actividad 6 Semana 3 - UndécimoDokument6 SeitenActividad 6 Semana 3 - UndécimoanonimusNoch keine Bewertungen
- LXE10E - A12 (Part Lis)Dokument50 SeitenLXE10E - A12 (Part Lis)Manuel Alejandro Pontio RamirezNoch keine Bewertungen
- Lido - RouteManual Bulletin 01 - 2018-v4-20180510 - 0905Dokument8 SeitenLido - RouteManual Bulletin 01 - 2018-v4-20180510 - 0905Amine ChabchoubNoch keine Bewertungen
- Complete IssueDokument212 SeitenComplete IssueAmril MukminNoch keine Bewertungen