Das könnte Ihnen auch gefallen
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentVon EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNoch keine Bewertungen
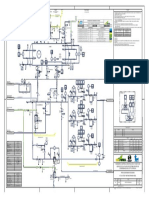
- Wed Apr 08 12:32:21 2020 Case: TEG SIMULATION - HSC Flowsheet: Case (Main)Dokument1 SeiteWed Apr 08 12:32:21 2020 Case: TEG SIMULATION - HSC Flowsheet: Case (Main)IBIKUNLENoch keine Bewertungen
- Page 1 of 5 Compressor Blocked Discharge - Chemical EngineersDokument5 SeitenPage 1 of 5 Compressor Blocked Discharge - Chemical EngineersKarthikeyan SivaNoch keine Bewertungen
- Bulletin 71.4MR108 PDFDokument20 SeitenBulletin 71.4MR108 PDFBledarNoch keine Bewertungen
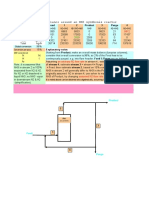
- 245 NGL Deethanizer Capacity ExpansionDokument1 Seite245 NGL Deethanizer Capacity ExpansionRafeek Emad AbdElkader0% (1)
- Process DescriptionDokument6 SeitenProcess Descriptionافكر اشتري كورياNoch keine Bewertungen
-  Process Calculation: CRU Revamp Project Heavy Naphtha Splitter Btms Pumps (6104J/JA)Dokument16 Seiten Process Calculation: CRU Revamp Project Heavy Naphtha Splitter Btms Pumps (6104J/JA)KalpeshJadhavNoch keine Bewertungen
- Flare Gas Recovery PDFDokument13 SeitenFlare Gas Recovery PDFSadad MohamadNoch keine Bewertungen
- Major equipment failures causing shut-downs in ammonia plantsDokument17 SeitenMajor equipment failures causing shut-downs in ammonia plantsrobertionNoch keine Bewertungen
- Packinox Pyrolysis Gasoline HydrogenationDokument2 SeitenPackinox Pyrolysis Gasoline HydrogenationCorneliuPopaNoch keine Bewertungen
- Amine Re Circulation Pump Min CirculationDokument2 SeitenAmine Re Circulation Pump Min CirculationajaysapruNoch keine Bewertungen
- Prico Process PDFDokument13 SeitenPrico Process PDFcorkynhoNoch keine Bewertungen
- Air Separation Plants History and Technological Progress 2019 Tcm19 457349Dokument28 SeitenAir Separation Plants History and Technological Progress 2019 Tcm19 457349Jambanlaya JasdNoch keine Bewertungen
- Control Valve Data Sheet Form S20 50 PDFDokument4 SeitenControl Valve Data Sheet Form S20 50 PDFPanner2009Noch keine Bewertungen
- PETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacityDokument22 SeitenPETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacitysara25dec689288Noch keine Bewertungen
- BTC CRUDE OIL PROCESSING TOPPING UNITSDokument16 SeitenBTC CRUDE OIL PROCESSING TOPPING UNITScjbalza100% (1)
- Liquefaction of Natural Gas Using Single Stage Mixed Refrigerant PRICO ProcessDokument8 SeitenLiquefaction of Natural Gas Using Single Stage Mixed Refrigerant PRICO ProcessHaru MasaNoch keine Bewertungen
- Gas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthDokument8 SeitenGas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthAmit YadavNoch keine Bewertungen
- Comparison of Present Day Peakshaving Liquefaction TechnologiesDokument18 SeitenComparison of Present Day Peakshaving Liquefaction Technologiesfericoolabiss100% (1)
- General notes for hot oil systemDokument1 SeiteGeneral notes for hot oil systemMariaNoch keine Bewertungen
- PDE-EQS-3120-EC-00006 - 00 Technical Specification of Ammonia SeparatorDokument8 SeitenPDE-EQS-3120-EC-00006 - 00 Technical Specification of Ammonia Separatorhgag selimNoch keine Bewertungen
- Overview of LNG Industry: History, Value Chain and Base Load LNGDokument13 SeitenOverview of LNG Industry: History, Value Chain and Base Load LNGAnil KumarNoch keine Bewertungen
- Guide Line To Vendor Regarding Tube Layout PreparationDokument4 SeitenGuide Line To Vendor Regarding Tube Layout PreparationSalman AkramNoch keine Bewertungen
- PSV Sizing Tool - API BasedDokument11 SeitenPSV Sizing Tool - API BasedJoseph Paul Ilagan0% (1)
- PSV Load Calculation For Gas Expantion Fire Case PDFDokument2 SeitenPSV Load Calculation For Gas Expantion Fire Case PDFAnonymous V5UYBUMaNoch keine Bewertungen
- 2501-General Instructions For Thermal DesignDokument12 Seiten2501-General Instructions For Thermal DesignfarooqkhanerNoch keine Bewertungen
- 04 NGL Fractionation Train PDFDokument23 Seiten04 NGL Fractionation Train PDFcarolynNoch keine Bewertungen
- PDE-EQS-3120-EC-00005 - 00 Technical Specification of Ammonia Flash VesselDokument9 SeitenPDE-EQS-3120-EC-00005 - 00 Technical Specification of Ammonia Flash Vesselhgag selimNoch keine Bewertungen
- Amine Basic Practices Guideline PDFDokument64 SeitenAmine Basic Practices Guideline PDFrajeshpillai26787Noch keine Bewertungen
- Feasibility Report On Diesel Hydro-Treater (DHT) Unit and Associated FacilitiesDokument29 SeitenFeasibility Report On Diesel Hydro-Treater (DHT) Unit and Associated FacilitiesDivyansh Singh ChauhanNoch keine Bewertungen
- Centrifugal Pumps Explained: Parts, Operation, Efficiencies & MoreDokument14 SeitenCentrifugal Pumps Explained: Parts, Operation, Efficiencies & MoreAshishAgarwalNoch keine Bewertungen
- PP Aaa PP1 117Dokument15 SeitenPP Aaa PP1 117Rabah AmidiNoch keine Bewertungen
- Process Engineer - PSV Calculation - KD, KC, KB FactorDokument3 SeitenProcess Engineer - PSV Calculation - KD, KC, KB Factorkenoly123Noch keine Bewertungen
- Sulfur Hy SealDokument6 SeitenSulfur Hy SealodeinatusNoch keine Bewertungen
- SOP-013-Testing of Acid Gas Loading in MDEADokument9 SeitenSOP-013-Testing of Acid Gas Loading in MDEAAmnaKamranNoch keine Bewertungen
- Carbon CaptureDokument13 SeitenCarbon CaptureShubhalaxmi SwainNoch keine Bewertungen
- Amine Sample Analysis ResultsDokument2 SeitenAmine Sample Analysis ResultsAbu WildanNoch keine Bewertungen
- Natural Gas Liquids Recovery Processes in Natural Gas ProcessingDokument27 SeitenNatural Gas Liquids Recovery Processes in Natural Gas ProcessingVictor Ali MentaNoch keine Bewertungen
- Offsites and UtilitiesDokument70 SeitenOffsites and Utilitiesankitalalwani100% (1)
- Skikda Training CDU (Basis - Process.EQ Modi. Interlock)Dokument48 SeitenSkikda Training CDU (Basis - Process.EQ Modi. Interlock)Mohamed OuichaouiNoch keine Bewertungen
- Reciprocating Compressors in A Hydrogen Plant 2016Dokument5 SeitenReciprocating Compressors in A Hydrogen Plant 2016Lucas SondreNoch keine Bewertungen
- LNG Short Course - Technology & LNG Chain Training Course - PetroSkills - John MDokument5 SeitenLNG Short Course - Technology & LNG Chain Training Course - PetroSkills - John Msyamsudin2006Noch keine Bewertungen
- Environment and Safety - Practical Solutions to Reduce PRV Relief LoadsDokument7 SeitenEnvironment and Safety - Practical Solutions to Reduce PRV Relief Loadsroberdani12Noch keine Bewertungen
- Comparative Evaluation of Cryogenic Air SeparationDokument21 SeitenComparative Evaluation of Cryogenic Air SeparationmuratNoch keine Bewertungen
- Technical PaperDokument6 SeitenTechnical PaperCJ CHNoch keine Bewertungen
- Compressors How To Achieve High Reliability & Availability (Electronics)Dokument55 SeitenCompressors How To Achieve High Reliability & Availability (Electronics)Anonymous IGtWHoi0Noch keine Bewertungen
- PDFDokument6 SeitenPDFjamy862004Noch keine Bewertungen
- NGL SeparationDokument6 SeitenNGL SeparationhoustonmathNoch keine Bewertungen
- Key to Success in Ethylene Plant Quench Water Column RevampDokument23 SeitenKey to Success in Ethylene Plant Quench Water Column Revampnktiah1207Noch keine Bewertungen
- Ammonia Synthesis Material Balence CalulDokument1 SeiteAmmonia Synthesis Material Balence CalulDhruv RanaNoch keine Bewertungen
- H2 PSA SlidesDokument16 SeitenH2 PSA SlidesCristian TorrezNoch keine Bewertungen
- VBE - Aug2008 Pressure Loss CalculatorDokument9 SeitenVBE - Aug2008 Pressure Loss Calculatorakhilendraa4074Noch keine Bewertungen
- Pre-Reformer Catalyst in A Hydrogen PlantDokument4 SeitenPre-Reformer Catalyst in A Hydrogen Plantbikas_sahaNoch keine Bewertungen
- Hydrogen GuideDokument12 SeitenHydrogen GuideselvaortonNoch keine Bewertungen
- Process Heat Transfer Hof MasterDokument327 SeitenProcess Heat Transfer Hof MastersdrtfgNoch keine Bewertungen
- Improve Amine Unit Efficiency by Optimizing Operating ConditionsDokument7 SeitenImprove Amine Unit Efficiency by Optimizing Operating ConditionsFathy Adel FathyNoch keine Bewertungen
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDokument5 SeitenMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksMarcosGonzalezNoch keine Bewertungen
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDokument6 SeitenMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage Tanksaegean227Noch keine Bewertungen
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDokument6 SeitenMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksSumit KaushikNoch keine Bewertungen
- BS EN 10028 3 2009, Flat ProductsDokument20 SeitenBS EN 10028 3 2009, Flat ProductsgopalvivekNoch keine Bewertungen
- CE Calculator Rev July 2013pDokument2 SeitenCE Calculator Rev July 2013pgopalvivekNoch keine Bewertungen
- Nozzle Loads PDFDokument227 SeitenNozzle Loads PDFgopalvivekNoch keine Bewertungen
- Nozzle Loads PDFDokument227 SeitenNozzle Loads PDFgopalvivekNoch keine Bewertungen
- Insulation BasicsDokument3 SeitenInsulation Basicsgopalvivek100% (1)
- General Water Treatment For Cooling WaterDokument15 SeitenGeneral Water Treatment For Cooling WatergopalvivekNoch keine Bewertungen
- Air Cooled Heat Exchanger DesignDokument80 SeitenAir Cooled Heat Exchanger Designjdgh1986100% (3)
- Mahogany Tree Facts: Types, Species & Uses of This HardwoodDokument4 SeitenMahogany Tree Facts: Types, Species & Uses of This HardwoodLarry CapaciteNoch keine Bewertungen
- Maruthamalai Hills of Western Ghats, Coimbatore District, Tamil Nadu - A Potential Ecosystem For Medicinal Plants.Dokument15 SeitenMaruthamalai Hills of Western Ghats, Coimbatore District, Tamil Nadu - A Potential Ecosystem For Medicinal Plants.researchplantscienceNoch keine Bewertungen
- Assignment#3Dokument2 SeitenAssignment#3Ashish ManwarNoch keine Bewertungen
- Succession: Equilibrium in Ecosystems: Understanding Main IdeasDokument2 SeitenSuccession: Equilibrium in Ecosystems: Understanding Main IdeastahamidNoch keine Bewertungen
- 2 Cell Parts Reference SheetDokument2 Seiten2 Cell Parts Reference Sheetapi-3268559130% (1)
- Gomes Et Al 2014Dokument8 SeitenGomes Et Al 2014Stephanie Menezes RochaNoch keine Bewertungen
- Stenochlaena PalustrisDokument1 SeiteStenochlaena Palustrist_h_e-scientistNoch keine Bewertungen
- Training Manual: Modules For Field Staff To Train Farmers On Tip & Gender IssuesDokument71 SeitenTraining Manual: Modules For Field Staff To Train Farmers On Tip & Gender IssuesJa Phe TiNoch keine Bewertungen
- Cell AnalogyDokument13 SeitenCell AnalogySideTrip SideKickNoch keine Bewertungen
- Pyrography Pen Tips: Lora S. IrishDokument38 SeitenPyrography Pen Tips: Lora S. Irishalbertanton99100% (1)
- 2012 National Greening Program CatanduanesDokument59 Seiten2012 National Greening Program Catanduanesapi-202017354Noch keine Bewertungen
- Angiosuppressive Activity of Winged BeanDokument14 SeitenAngiosuppressive Activity of Winged BeanGlenn SiachuaNoch keine Bewertungen
- Effect of Sweet Potato Flour On Quality of CookiesDokument14 SeitenEffect of Sweet Potato Flour On Quality of CookiesRahma NusandariNoch keine Bewertungen
- Creed Corporation Is Considering Manufacturing A New Engine Designated As PDFDokument2 SeitenCreed Corporation Is Considering Manufacturing A New Engine Designated As PDFDoreenNoch keine Bewertungen
- Resume Selva RathinamDokument9 SeitenResume Selva RathinamSelvaNoch keine Bewertungen
- Reading Essentials - Mendelian GeneticsDokument4 SeitenReading Essentials - Mendelian GeneticsBlack arab GaladimaNoch keine Bewertungen
- The Cologne Guide PDFDokument47 SeitenThe Cologne Guide PDFJesse Veal IIINoch keine Bewertungen
- HOW TO PERFORM HOME TARPANAMDokument2 SeitenHOW TO PERFORM HOME TARPANAMnageshsriramNoch keine Bewertungen
- Geopraphy NotesDokument86 SeitenGeopraphy NotesIrfan GondalNoch keine Bewertungen
- Tedeschi 2001Dokument10 SeitenTedeschi 2001Gérard MenfinNoch keine Bewertungen
- Moyaney (Molasses, Yakult and Honey) : An Alternative Natural Fertilizer and Pesticide For Allium CepaDokument5 SeitenMoyaney (Molasses, Yakult and Honey) : An Alternative Natural Fertilizer and Pesticide For Allium CepaTitusNoch keine Bewertungen
- Fibre To Fabric - MFDokument5 SeitenFibre To Fabric - MFMehak FatimaNoch keine Bewertungen
- A321 Technical Training Manual CFM56-5B Engine FamiliarizationDokument92 SeitenA321 Technical Training Manual CFM56-5B Engine FamiliarizationAnas AbandehNoch keine Bewertungen
- Sidecar MenuDokument1 SeiteSidecar MenuMenuismNoch keine Bewertungen
- Lecture-Biopesticides (Compatibility Mode) PDFDokument44 SeitenLecture-Biopesticides (Compatibility Mode) PDFARIJITBANIK36100% (1)
- RejuveniixDokument3 SeitenRejuveniixapi-96089034Noch keine Bewertungen
- Chapter 2 Herbs That Clear HeatDokument159 SeitenChapter 2 Herbs That Clear HeatCarleta Stan100% (1)
- BeautificationDokument7 SeitenBeautificationAnonymous iHONDJdZFONoch keine Bewertungen
- Taxonomy and ClassificationDokument91 SeitenTaxonomy and ClassificationshakiraNoch keine Bewertungen
- Color in LandscapeDokument4 SeitenColor in LandscapeLynnaFadilahNoch keine Bewertungen
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideVon EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideBewertung: 2 von 5 Sternen2/5 (1)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionVon EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionBewertung: 4.5 von 5 Sternen4.5/5 (16)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesVon EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertBewertung: 3 von 5 Sternen3/5 (2)
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaVon EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaBewertung: 4 von 5 Sternen4/5 (5)
- Flow Analysis for Hydrocarbon Pipeline EngineeringVon EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNoch keine Bewertungen
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Pipeline Integrity: Management and Risk EvaluationVon EverandPipeline Integrity: Management and Risk EvaluationBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsVon EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsBewertung: 5 von 5 Sternen5/5 (1)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisVon EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNoch keine Bewertungen
- Oil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsVon EverandOil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsNoch keine Bewertungen
- Practical Reservoir Engineering and CharacterizationVon EverandPractical Reservoir Engineering and CharacterizationBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesVon EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesBewertung: 4 von 5 Sternen4/5 (2)
- Black Gold Stranglehold: The Myth of Scarcity and the Politics of OilVon EverandBlack Gold Stranglehold: The Myth of Scarcity and the Politics of OilNoch keine Bewertungen
- Fire in the Night: The Piper Alpha DisasterVon EverandFire in the Night: The Piper Alpha DisasterBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Experimental Design in Petroleum Reservoir StudiesVon EverandExperimental Design in Petroleum Reservoir StudiesNoch keine Bewertungen
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationVon EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesVon EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNoch keine Bewertungen
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsVon EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNoch keine Bewertungen
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryVon EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNoch keine Bewertungen
- Petroleum Rock Mechanics: Drilling Operations and Well DesignVon EverandPetroleum Rock Mechanics: Drilling Operations and Well DesignBewertung: 5 von 5 Sternen5/5 (1)